
穿條式隔熱鋁型材現如今在我國已經有近十年的生產和使用的經驗。目前的情況是從設計、生產到應用,有如百家爭鳴,百花齊放,各個生產廠商、系統公司都在推陳出新,各種各樣的窗型、系統是層出不窮,把我國的鋁合金門窗的應用又推上了高峰。
但是不論是系統公司的系統設計,還是鋁型材廠的窗型設計,其設計人員大都把注意力放在鋁型材的型腔設計、隔熱條形狀的選擇等方面,而忽略了穿條式隔熱鋁型材強度保證的關鍵因素---槽口的設計,從而致使各式各樣的槽口存在我們使用的系統中。因此有必要對穿條式隔熱鋁型材的槽口進行一番探討。
穿條式隔熱鋁型材行業推薦的鋁型材標準槽口尺寸如圖1所示。而對于標準的隔熱條(空腔型和一些異型隔熱條除外),其頭部尺寸基本上都是如圖2所示,這已經是隔熱條行業的標準化產物。這樣就必然存在隔熱鋁型材槽口與隔熱條的配合問題。


圖1 圖2
首先是隔熱鋁型材槽口的開口尺寸,行業推薦的尺寸是![]() mm。這是因為隔熱鋁型材是要經過滾齒、穿條、滾壓等三道工序后復合而成,鋁型材槽口上的齒紋是由滾齒盤在鋁型材的槽口處擠壓而成的,由于滾壓盤對槽口的擠壓,其齒峰必然向外突起約0.1mm左右,使得槽口的開口處的凈尺寸在2.7mm以內(如圖3所示)。這時穿條還是比較順暢的,因為在穿條過程中隔熱條同槽口之間的間距還有約0.3mm(如圖4所示)。
mm。這是因為隔熱鋁型材是要經過滾齒、穿條、滾壓等三道工序后復合而成,鋁型材槽口上的齒紋是由滾齒盤在鋁型材的槽口處擠壓而成的,由于滾壓盤對槽口的擠壓,其齒峰必然向外突起約0.1mm左右,使得槽口的開口處的凈尺寸在2.7mm以內(如圖3所示)。這時穿條還是比較順暢的,因為在穿條過程中隔熱條同槽口之間的間距還有約0.3mm(如圖4所示)。
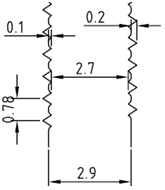
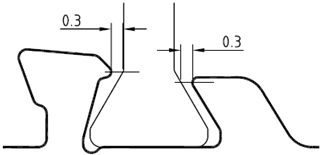
圖3 圖4
如果鋁型材槽口的開口尺寸小于2.9mm,將使得滾齒后鋁型材槽口與隔熱條之間的間距要小于0.3mm,這時穿條將比較困難。如果此時隔熱條的誤差是正誤差的話,極有可能導致不能穿條的情況出現。如果鋁型材槽口的開口尺寸大于2.9mm時,將使得滾壓時外夾頭的行程加大,影響外夾頭與隔熱條的咬合;如果大于3.1mm時,滾壓是外夾頭的行程過大,可能會導致外夾頭開裂。
其次是內夾頭斜角,行業推薦的是58.6°。隔熱鋁型材槽口內夾頭是為了隔熱條能夠垂直就位于鋁型材槽口中,并在滾壓中起支撐隔熱條的作用。由圖2我們知道隔熱條頭部的斜角是60°,因此有人可能要問:既然隔熱條與隔熱鋁型材的槽口是相互配合的關系,那么隔熱鋁型材槽口的內夾頭斜角為什么是58.6°,而不是60°?這是因為如果隔熱鋁型材槽口內夾頭斜角是60°的話,在隔熱鋁型材滾壓時,隔熱條靠內夾頭一側應該是要與內夾頭緊密貼合的,這樣在這個位置上隔熱條受到的是線荷載,而滾壓時外夾頭給予隔熱條的是一個集中力(見圖5),這樣就力矩而言是一個不平衡的體系,使得滾壓時就有隔熱條受扭開裂的情況或隱患出現;而隔熱鋁型材內夾頭斜角是58.6°的話,在隔熱鋁型材滾壓時,由于傾斜角度的不一樣,隔熱條受鋁型材內夾頭上部的阻擋,使得隔熱條靠內夾頭一側(除內夾頭上部外)能夠非常接近但不能緊密貼合,因此同外夾頭一樣給予隔熱條的是集中力(見圖6),這樣不論是受力狀況還是力矩,都是一個平衡的體系。所以減小了因為受力的不平衡而存在的隔熱條開裂的隱患。


圖5 圖6
再次是內倒圓弧角,在隔熱鋁型材槽口處還要注意的是外夾頭處的內倒圓弧角問題。因為在滾壓過程當中,隨著外夾頭與隔熱條咬合,外夾頭根部位置是里邊受壓變形,會造成此處材料堆積,這樣就必然要預留位置來堆積這些材料。如果在鋁型材槽口中出現內倒圓弧角缺失的現象(如圖7),在滾壓過程中就勢必會造成外夾頭內跟部位置受壓的鋁材沒有位置堆積,只能向槽口內側突出,如果要使外夾頭同樣程度的插進隔熱條,就必然要增大滾壓力。這樣增大滾壓難度不算,還有可能造成的后果會有兩種:其一是滾壓力過大,使得外夾頭在根部出現斷裂的現象(如圖8所示);其二是堆積在外夾頭根部的鋁材經過一段時間以后,其內應力得到釋放,使得外夾頭不能緊緊的咬合在隔熱條內,從而降低隔熱鋁型材的機械性能,特別是縱向剪切特征值。
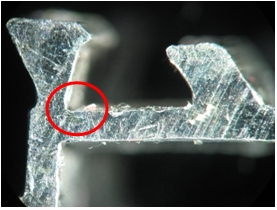

圖7 內倒圓弧角缺失現象
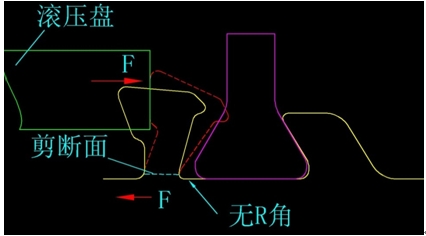
圖8 內倒圓弧角缺失的滾壓模擬情況
另外還要注意的是鋁型材槽口外夾頭根部的圓弧角應保持平滑,以避免滾壓時應力集中現象,從而造成外夾頭開裂。
當鋁型材槽口的開口尺寸、內夾頭傾斜角度、內倒圓弧角等確定后,基本上槽口的內部尺寸是確定了。
槽口的外部尺寸中最重要的一個數據是外夾頭高度,行業推薦的是3.5mm,這也是歐洲近四十年使用經驗的結晶。當然也可以做如圖9所示的槽口,有意將外夾頭尺寸加大,這樣可以減小滾壓時的滾壓力,因為滾壓力的力臂加大了;或者在同樣的滾壓力下,隔熱鋁型材的外夾頭與隔熱條咬合的更緊密了。但不利之處是:如果使用的是C型條或其他的異性條,有可能會出現外夾頭與隔熱條磕碰的情況(如圖10所示)。所以建議如果一定要加大外夾頭尺寸時,要盡量避免出現磕碰。

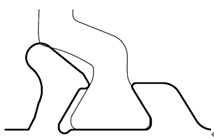
圖9 圖10
本文就穿條式隔熱鋁型材槽口各尺寸對隔熱鋁型材生產的影響進行了探討,并就探討的結果,推薦使用標準的槽口尺寸。綜上所述,為了讓隔熱鋁型材生產順利,并獲得良好的力學性能,在選擇標準的隔熱條的同時,選用行業推薦使用的隔熱鋁型材槽口。這不僅僅是隔熱鋁型材在歐洲近四十年的生產經驗,也是隔熱鋁型材在我國近十年的實踐經歷。

