
縮尾是錠坯表面上的氧化皮、偏析瘤或油污等雜質及附著于擠壓筒內襯的污物、潤滑劑等,在擠壓后期擠入擠壓件內部,使得金屬制品內部不連續、不致密,組織與性能降低的一種缺陷。依其出現的部位分為中心縮尾、環形縮尾和皮下縮尾三種類型。它是長期來一直困擾擠壓技術發展的一項技術難題,幾乎占棒材廢品量的一半,嚴重影響棒材的成品率,降低了企業的生產效率和經濟效益。
在實際生產中,通過調整擠壓工藝條件取得了一定的效果。如通過增加擠壓壓余的厚度,一般約為60mm~80mm,或鑄錠刨皮的措施能夠較好地解決縮尾問題,但是卻降低了產品的成品率,且增加消耗工時、能耗,使生產成本上升。為了找到既能更好地防止縮尾,又能減小擠壓壓余的厚度避免鑄錠刨皮工序的方法,專門從模具設計結構的角度進行研究,共選用了9種不同設計結構的模具進行了對比擠壓試驗。試圖找出適合的模具設計結構,以盡可能減少縮尾廢品,提高鋁合金棒材的成品率。
1 試驗設備與試驗方案
試驗材料為6063鋁合金,經均勻化處理后但不刨皮,切成Φ130×550mm的成品鑄錠。鑄錠在加熱爐中均勻加熱到490~500℃后,在10MN臥式擠壓機的Φ130mm圓擠壓筒上,用Φ200(單孔)模具,模具溫度為430~450℃,采用正向無潤滑擠壓出Φ20mm的6063鋁合金棒材。λ=45.56;擠壓速度V=23~25m/min;擠壓壓余15mm;擠出長度為22000mm。共采用9種設計結構的模具進行擠壓,每種模具結構各擠壓2根鑄錠,然后取第二根鑄錠擠壓的長料由尾端至前端切取低倍試片,并記錄各種模具結構下出現縮尾的長度,進行對比研究。
2 試驗結果與討論
2.1 試驗結果
試驗1~9所采用的模具結構分別如圖1~9所示,縮尾長度的對比如表1所示。表中所列條件下的擠壓壓余厚度均為15mm,縮尾長度包括擠壓長料頭、尾兩段的縮尾長度。
2.2 討論
(1)擠壓鋁型材頭段出現的縮尾,主要由于這幾次試驗擠壓壓余留得太短,只有15mm。導致在上一個鑄錠擠壓完成時就已經將鑄錠表層氧化物、偏析瘤或油污等臟東西卷入模具并殘留在模具的導流槽和蓄鋁環中,在下一個鑄錠擠壓時,就必先把模具中殘留的鋁先擠壓出去,這樣就形成了頭段縮尾。如果壓余留得足夠長,是不易出現頭段縮尾現象的。
(2)蓄鋁環或導流槽入口的外接圓尺寸對縮尾長度的影響。
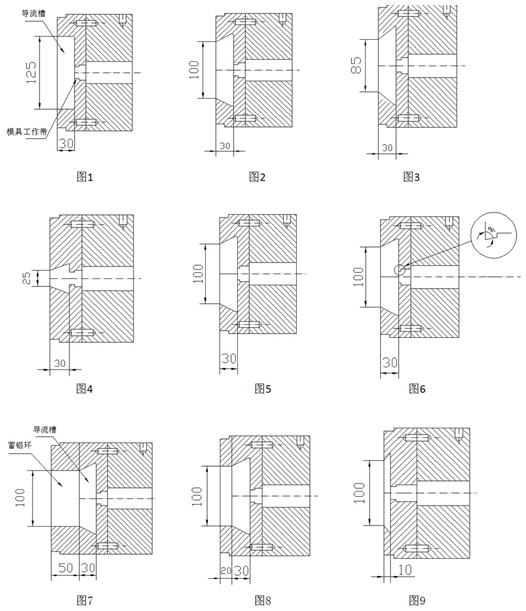
表1 不同模具設計結構條件下棒材的縮尾長度
|
序號 |
模具設計結構 |
縮尾長度(mm) |
備注 |
|
|
擠壓頭段 |
擠壓尾段 |
|||
|
試驗1 |
圖1 |
750 |
2500 |
1、工作帶長度為4mm,且與豎直方向成90°角。2、導流槽采用圓形設計。 |
|
試驗2 |
圖2 |
750 |
1200 |
1、工作帶長度為4mm,且與豎直方向成90°角。2、導流槽采用圓形設計。 |
|
試驗3 |
圖3 |
500 |
1500 |
1、工作帶長度為4mm,且與豎直方向成90°角。2、導流槽采用圓形設計。 |
|
試驗4 |
圖4 |
250 |
3000 |
1、工作帶長度為4mm,且與豎直方向成90°角。2、導流槽采用圓形設計。 |
|
試驗5 |
圖5 |
750 |
750 |
1、工作帶長度為2mm,且與豎直方向成90°角。2、導流槽采用圓形設計。 |
|
試驗6 |
圖6 |
750 |
500 |
1、工作帶長度為2mm,且與豎直方向成88°角。2、導流槽采用圓形設計。 |
|
試驗7 |
圖7 |
2000 |
0 |
1、工作帶長度為4mm,且與豎直方向成90°角。2、蓄鋁環和導流槽采用圓形設計。 |
|
試驗8 |
圖8 |
1000 |
150 |
1、工作帶長度為4mm,且與豎直方向成90°角。2、蓄鋁環和導流槽采用圓形設計。 |
|
試驗9 |
圖9 |
250 |
1000 |
1、工作帶長度為4mm,且與豎直方向成90°角。2、導流槽采用圓形設計。 |
|
|
|


從表1中的試驗1、2、3、4號模具設計結構和頭、尾段縮尾長度對比情況可以看出,在同一擠壓工藝條件下,模具導流槽入口尺寸為25mm時(見圖4)擠壓尾段縮尾最長,達到3000mm;入口尺寸為100mm時(見圖2)擠壓尾段縮尾最短,僅為1200mm。但是,當入口尺寸從100mm增大到125mm或減小到85mm時,其尾段縮尾的長度又會變長。這就證明了蓄鋁環或導流槽的入口尺寸大小設計是控制擠壓尾段縮尾的關鍵要素之一。因為蓄鋁環或導流槽與擠壓筒內襯形成的前端死區寬度和高度(如圖10所示),將影響到蓄鋁環或導流槽端面對阻擋鑄錠表層氧化物、偏析瘤、油污等臟東西卷入模具的效果。所以蓄鋁環或導流槽入口尺寸的確定既要保證形成足夠的前端死區寬度,又要盡量地減小前端死區的高度。
前端死區的寬度L近似等于擠壓筒內襯半徑與蓄鋁環或導流槽入口尺寸外圓半徑之差,如圖11所示。在同一種合金,同一擠壓工藝條件下,模具與擠壓筒內襯形成的前端死區寬度越大,其死區高度h就越大。前端死區的高度越高,在擠壓后期鑄錠外層氧化物、偏析瘤或油污等臟東西就會越早的向中心流動而形成更長的尾段縮尾。所示蓄鋁環或導流槽的入口尺寸既不是越大越好,也不是越小越好。如試驗1、2、3、4號的前端死區高度分別為5mm、17.5mm、25mm、和55mm,由表1可以看出,當前端死區高度為17.5mm時,對防止擠壓縮尾的效果最好。
(3)模具工作帶長度和角度對縮尾長度的影響。從試驗1和試驗5號的模具構造和縮尾結果對比,以及試驗5和試驗6號的模具構造與縮尾結果對比可以看出減短工作帶長度,或工作帶做成88°促流角設計都可以減小鋁合金在被擠壓通過工作帶時受到的摩擦應力的影響,讓金屬變形區內、外部的金屬流動速度更加趨向于平衡,減少了尾段縮尾的長度。
(4)蓄鋁環和導流槽的容積對縮尾長度的影響。
試驗7和試驗8號的模具結構的區別在于蓄鋁環厚度的不同,然而其頭、尾段的縮尾情況卻不一樣,試驗7尾段縮尾為0mm,試驗8的尾段縮尾為150mm,加厚的蓄鋁環只是相當于把尾部鑄錠放入蓄鋁環內擠壓,相當于延長了壓余的厚度,只不過它不能被切除掉,反過來卻增長了前端縮尾的長度。這就說明蓄鋁環越厚尾段縮尾長度就越短,甚至消失。而從試驗6和試驗9號的結果對比分析,同樣也說明了減小導流槽的深度則相當于減少了壓余的厚度,導流槽的深度越小,其擠壓頭段的縮尾就越小,但是反過來又增加了尾段縮尾的長度。綜上所述:蓄鋁環厚度越厚、導流槽的深度越深,擠壓尾段產生的縮尾就越短,但是卻增長了擠壓頭段的縮尾廢料。擠壓頭段縮尾廢料長度近似等于V/S(V:蓄鋁環與導流槽的容積;S:擠壓棒材的截面積)。
3 結論
采用9種不同結構設計的模具,在同一種擠壓工藝條件下對6063鋁合金Φ20mm棒材擠壓縮尾進行了對比分析。
(1)合理的蓄鋁環或導流槽入口大小尺寸設計,既可以阻擋鑄錠表面的氧化皮、偏析瘤和油污等臟東西過早的卷入模具,又能減少擠壓棒材尾段縮尾的長度。對于采用內襯直徑為Φ135mm的擠壓筒進行棒材擠壓時,蓄鋁環或導流槽的入口采用Φ100mm的圓形設計最能防止尾段縮尾的發生。
(2)對于鋁合金棒材的擠壓,蓄鋁環或導流槽與擠壓筒內襯形成的較為理想的前端死區寬度L=17.5mm~25mm是適宜的。
(3)減短工作帶長度或采用略小于90°的工作帶促流角設計來減少鋁合金通過工作帶時的摩擦應力,這樣可以平衡金屬變形區內、外部流動的速度,可減少尾段縮尾的長度。
(4)合理地利用蓄鋁環的厚度,可以在不加長壓余的情況下,將縮尾較為平均的分布在擠壓頭、尾兩段,并將其當作頭尾調直夾頭廢料切除,提高生產成品率,如試驗5、6的結果所示。

