
在鋁箔單機架雙卷取熱軋機中,乳液噴淋系統是非常重要的,除了影響軋制帶材的板形外,還影響了帶材的表面質量。鋁熱軋是軋件與軋輥處于高溫、高壓以及高摩擦條件下的軋制過程,通常采用乳化液進行潤滑和冷卻。乳液對工作輥、支承輥、輥逢處的噴射連續性、均勻性和可控制性是至關重要的,它直接影響軋輥粘鋁狀態、咬入狀態以及鋁帶材表面質量等。某單機架雙卷取熱軋機的乳液噴射系統示意圖如下:
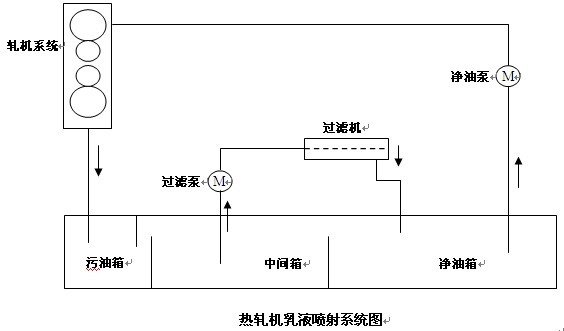
乳液箱分為污油箱、中間箱、凈油箱,其中污油箱容積為20 m3 ,中間箱容積為65 m3 ,凈油箱容量80m3 。中間箱容積設計的比較大,在清洗污油箱或者凈油箱時,能起到乳液中轉作用。三個箱子均為連體結構,在污油箱上設置一對上下互錯的擋板,使乳液從中上層流過,這樣即能攔住污油箱上的漂浮臟污,又能讓固體重顆粒沉淀下去;中間箱與凈油箱之間設置一個高檔板,以便凈油箱液位超高時,乳液能回流到中間箱,而不至于溢出箱體。乳液泵設計時應使過濾泵的總流量>凈油泵的總流量,否則有可能造成軋制過程中臟油液位不斷上升超過隔板,倒灌進入凈油箱,從而被凈油泵抽上軋機,影響板帶材產品質量。
1 乳液噴射流量優化設計
對于單機架雙卷取熱軋機,由于粗精軋合二為一,軋輥熱凸度控制尤為重要。若流量設計的不夠大,那么總的冷卻能力勢必減弱,軋制時需要在更高的軋輥溫度下才能建立熱平衡,而開軋前軋輥經過預熱后其溫度也不是很高(一般在50℃左右),需要軋很多塊料才能達到高溫下的熱平衡,熱平衡建立的時間慢,意味著前面有很多塊料板形都不穩定,給產品板形質量控制造成了很大麻煩。
通常而言,單機架雙卷取熱軋機的最大乳液噴射量為主電機功率的2.5-3.5倍,這是指乳液不間斷全噴狀態下的最大噴射量。例如:主電機總功率為1800×2 KW,那么乳液最大流量可以設計為9000-12600 L/min,配套的過濾能力可設計為20000L/min,過濾能力要遠大于其乳液噴射能力。
此外,在乳液總管和支管上應安裝流量計,這對于現場問題分析非常有幫助。在總管道上安裝流量計能實時讀取上機乳液總流量,在支管上安裝流量計能實時讀取乳液流量的分配情況。例如:當上下工作輥輥溫出現較大差異時,就可以查看對應的上下乳液支管流量是否有顯著差異,然后調節相應支管的乳液流量,借以減小上下輥溫差。
2 乳液噴射壓力優化設計
乳液經由凈油泵提升至軋機,并不是澆到輥子上就行了,它需要一定的壓力射向軋輥表面。對于軋件的冷卻,也不是乳液澆到軋件表面就能很好的冷卻軋件。當乳液與高溫物體接觸時,乳液中的水瞬間氣化,能在高溫物體表面形成一層薄的氣墊,這個氣墊會阻礙熱傳輸。提高乳液噴射壓力,氣墊層會減薄甚至消失,熱傳輸速率得以改善。
通常而言,單機架雙卷取熱軋機的乳液噴射壓力一般在4-6bar,過大的噴射壓力會導致乳液四處飛濺,干擾測厚儀工作,也不利于軋件表面乳液吹掃干凈。
在實際生產中,乳液壓力需根據軋制情況進行調節,調節的手段比較多,如:凈油泵投入的數量、溢流閥的開口度、凈油泵吸油口的管道閥門開啟程度、凈油泵驅動電機的轉速高低。其中最好的方法是調節凈油泵驅動電機的轉速,給電機加裝變頻器。凈油泵裝上變頻器后,在軋機主操作臺上增設控制碼盤,軋料時主操可以根據軋制需要隨時調節乳液壓力。例如:卷取穿帶時,軋制速度低,需要小流量、低壓力的乳液噴射,此時乳液泵可以低速轉動;卷取成功升速時,乳液泵加速運轉。
3 軋機乳液噴嘴排布優化設計
3.1 噴嘴選用
一般來講,冷卻軋輥的噴嘴選用圓錐形的,潤滑軋件的噴嘴選用扇形的。關于乳液噴嘴的參數有:噴射類型、噴射流量、噴射角度。通常而言,軋機噴嘴由專業廠家提供,沒有特殊要求時,一般選用通用噴嘴即可。此外,冷卻軋輥的噴嘴流量應大于潤滑軋件的噴嘴流量。例如:對單機架雙卷取熱軋機,潤滑排噴嘴可以全部設計為38L/min,冷卻排噴嘴可以設計為80L/min。對于噴嘴角度的設計,應根據軋機裝配圖上的具體數據進行計算,方法如下:
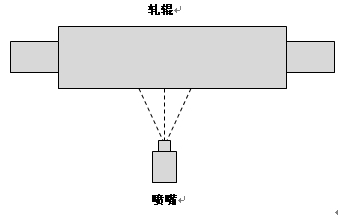
噴射寬度B=2×tg(α/2) ×L
其中,α-----噴嘴的噴射角度;L----噴嘴到輥面的距離
由于熱軋機的機架空間限制,導致噴嘴與工作輥的距離比較近,所以噴嘴間距比較小,一般在50-80mm。 對于工作輥輥面寬度為1650mm的熱軋機,一排裝22個噴嘴,噴嘴到輥面的距離為241mm,則每個噴嘴控制的有效噴射寬度為:1650÷22=75mm,考慮噴嘴之間25%~30%的重疊量(由于噴嘴的噴霧形狀受到地球重力的影響,會有“邊緣效應”產生,所以在多個噴嘴進行布置時,需要有25%~30%的重疊,以使整個方向上的噴射均勻),則每個噴嘴的實際噴射寬度為:100-107mm,若按最大重疊量30%計算,實際噴射寬度應為107mm,則噴射角α為:
噴射角α=2×arc tg(B/2L)=2×arc tg[107/(2×241)]=25°
3.2 噴嘴排布
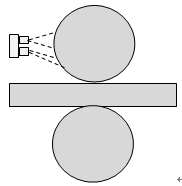
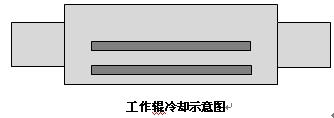
噴嘴噴射的乳液在軋輥圓周方向形成兩條帶狀冷卻帶,如下圖所示,由于軋輥處于旋轉狀態,所以對整個軋輥的冷卻是均勻的,從冷卻效果上,條帶不重疊會比重疊的冷卻效果更好。
3.3 噴嘴旋轉角度
由于噴嘴之間有重疊,所以為防止互相干擾,噴嘴應有少許旋轉角,一般旋轉角為10-20°,具體旋轉角度由現場的使用效果決定。
4 噴嘴控制方式優化設計
4.1 軋輥分段冷卻優化設計
工作輥乳液分段控制是輥型控制的重要手段之一。設計時一般上下兩個對應的噴嘴互為一組,每組噴嘴都能單獨控制開關。為保證軋件表面質量的均勻性,入口側的上下輥縫噴嘴應全流量噴射。噴嘴噴射流量可采用脈沖模式調節,通過控制軟件可以得到多個等級,實際使用時可劃分為11級,如下表所示:
噴嘴流量等級控制
|
等級 |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
噴嘴 流量 |
0 |
10% |
20% |
30% |
40% |
50% |
60% |
70% |
80% |
90% |
100% |
為保證軋輥良好的冷卻,整個軋制過程中乳液應雙邊噴射,這樣軋輥冷卻面積可增大1倍,能很好的穩定住輥型。軋輥分段冷卻的具體使用方法如下:
(1) 噴淋設置 開軋前根據鑄錠寬度,自動關閉兩側多余的噴嘴。軋制的每個道次相對應的入口為同一等級噴射,而出口采用拋物線形式噴射,以控制軋輥的熱凸度和輥型。
(2) 噴淋調整 成品道次,根據出口側板廓儀顯示的板形曲線與目標曲線做對比,調整相應部位的乳液噴淋量。板形顯示局部超薄的地方,說明該處軋輥熱膨脹大,應加大對應位置的乳液噴射量。板形顯示局部超厚的地方,說明該處軋輥熱膨脹小,應減小對應位置的乳液噴射量。
(3) 噴淋自學習 若軋制板形與目標板形相差較大,應在下一塊料軋制前調整噴淋曲線設置。通過不斷的反饋學習、調整,可以得到對應產品規格的最優噴淋曲線。
4.2 噴嘴開關動作可靠性設計
這是最重要的一條,直接決定分段冷卻控制的成敗。國內很多熱軋機噴嘴都是使用膜片式的,故障率高,維修強度大,嚴重影響了乳液分段冷卻的實際效果。其故障類型有:膜片老化破損、氣控管接頭脫落、氣控管破損漏氣、乳液倒灌引起電磁閥燒毀。針對以上問題,最好的辦法是在設計中予以避免,具體有如下方法供參考:
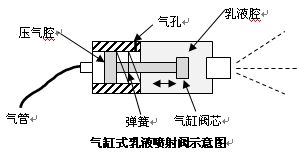
(1)乳液噴射閥可由膜片式的換為氣缸式的,能徹底避免膜片損壞乳液倒灌問題。示意圖如下:
(2)氣控管接頭應避免使用快速接頭,可以使用壓口式的接頭,能避免高壓氣管在接頭處脫落;
(3)氣控管應避免使用尼龍管,可以使用特氟龍管或者細的高壓軟管,能避免氣管頻繁爆裂問題。
5 結束語
介紹了鋁箔單機架雙卷取熱軋機的乳液噴淋系統構成,指出了在軋制中的重要作用,提出了優化設計思路,對新熱軋機之乳液噴淋系統設計安裝具有重要的指導意義。熱軋機的乳液噴淋設計復雜,失效模式多種多樣,避免失效的最佳辦法是在設計中予以解決。此外,優化的乳液噴淋設計還能從根本上避免產品質量問題出現,如板形不良、軋制粘鋁、色差。

