
中國的建筑鋁型材及制品從70年代末進口建筑鋁型材和鋁門窗,到現在中國的建筑鋁型材、門窗及門窗幕墻工程已經出口到世界各地。短短幾十年,中國建筑鋁型材產品質量水平,得到了包括歐美和日韓等國家的認可。這主要歸功于以下幾個方面:
1)標準和行業標準水平提高,市場用戶對產品質量嚴格要求促進企業技術進步;
2)引進和消化吸收了大量先進的加工技術與裝備;
3)鋁加工企業廣泛推行ISO9001質量管理體系,質量管理系統得以建立。
雖然我國鋁材實物質量水平得到了世界的認可,但不可否認,我國在高端的工業鋁材生產方面還存在較多不足,例如:擠壓成型精度不高,模具設計、制造等方面的研究還不夠深入,產品成品率較低等,產品質量跟國外先進水平還有較大的差距。
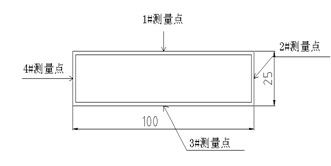
為更客觀了解擠壓過程現狀,客觀分析擠壓過程能力,我們現場抽取大量測量數據進行對比分析,本文選取其中兩個常規建筑型材(如圖1、圖2)的質量特性值:85系列推拉窗上方的開口尺寸和100×25管料的壁厚,對比GB5237.1-2008標準要求、產品使用要求,計算鋁型材擠壓過程能力指數,分析鋁型材幾何尺寸質量控制重點,探討鋁型材生產企業質量管理思路。
|
|
|
|
圖1 |
圖2 |

1 建筑鋁型材幾何尺寸要求
1.1 產品標準要求
GB 5237.1-2008《鋁合金建筑型材 第1部分 基材》標準是在原GB 5237.1-2004的基礎上,參照美國ANSI H35.2《美國鋁素材尺寸偏差標準》、日本JIS H4100《鋁及鋁合金擠壓型材》、歐盟EN12020.2《6060及6063鋁及鋁合金精密型材 第2部分:尺寸及外形允許偏差》和 EN755.2《鋁及鋁合金擠壓棒、管、型 第2部分:力學性能》等標準進行編制。幾何尺寸的標準要求等同或嚴于國外標準要求,GB 5237.1-2008標準水平達到國際先進標準水平。
GB/T8478-2008《鋁合金門窗》5.1.2.1.2條款規定:“有裝配關系的型材,尺寸偏差應選用GB 5237.1規定的高精級或超高精級”。因此,上方開口尺寸允許偏差分為高精級和超高精級精度等級查表,不考慮普通級數據分析結果。
查GB 5237.1-2008《鋁合金建筑型材 第1部分 基材》,表5 非壁厚尺寸(H)允許偏差(高精級), 表6 非壁厚尺寸(H)允許偏差(超高精級)得允許偏差如表1
表1 上方開口尺寸允許偏差
|
測量點 |
H尺寸 /mm |
測量點到基 準邊距離/mm |
允許偏差/mm |
|
|
高精級 |
超高精級 |
|||
|
1# |
28.40 |
15 |
±0.35 |
±0.22 |
|
2# |
28.40 |
0 |
±0.21 |
±0.15 |
|
3# |
28.40 |
33.2 |
±0.43 |
±0.22 |
查GB 5237.1-2008《鋁合金建筑型材 第1部分 基材》,表3 壁厚允許偏差得允許偏差如表2
表2 100×25管壁厚允許偏差
|
公稱壁厚/mm |
允許偏差/mm |
||
|
普通級 |
高精級 |
超高精級 |
|
|
1.50 |
±0.30 |
±0.23 |
±0.12 |
1.2 設計和使用要求
從設計和使用角度看:上方與上滑導軌的裝配關系為滑動裝配,上方幾何尺寸變化對與上滑的裝配影響很小,本文不討論這部分內容。
上方與光企(如圖3)、勾企的裝配為緊密裝配,具體裝配尺寸如圖4所示(實際裝配為90°垂直裝配,圖4只是作為尺寸關系的說明圖),設計尺寸為裝配預留單邊0.20mm。在門窗制作過程中,光企的拼接部分是由固定模具沖壓切除的,留給上方、下方拼接的尺寸是由模具沖壓尺寸決定,受光企影響小,故本文不討論光企的幾何尺寸問題,僅以沖壓開口尺寸為標準討論上方開口幾何尺寸的匹配問題。
從獲得理想裝配效果考慮,設計和使用要求為±0.20 mm,比國家標準GB 5237.1-2008的超高精級的±0.22 mm要求更嚴格。
GB/T8478-2008《鋁合金門窗》5.3.2.1條款規定:“框、扇桿件接縫高低差,相同截面型材≤0.3mm,不同截面型材≤0.5mm;框、扇桿件裝配間隙≤0.3mm”,從設計模擬和實際生產加工過程中的情況看,按±0.20 mm控制上方幾何尺寸,能夠從原材料角度滿足鋁合金門窗標準要求。
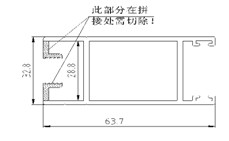
圖3

圖4
100×25管料在施工過程中通常作為過渡件或框的依托件使用,無直接裝配關系,所以,只要滿足設計受力要求,100×25管料的壁厚對工程施工質量影響較小。考慮鋁型材行業特點,生產企業與經銷商或門窗加工單位大多數是以重量進行結算,甲方是以加工面積進行結算,基于采購成本問題,客戶通常對生產企業提出100×25管料的壁厚控制±0.10范圍,本文以±0.10作為客戶要求進行計算。
2 建筑鋁型材質量特性值抽樣
2.1 85系列推拉窗上方開口尺寸數據分布
考慮到上方3#測量點數據波動大,是質量控制的重點和難點,1#、2#尺寸控制難度系數小。因此,我們在抽查測量數據時選用3#測量點數據進行分析,結果如下表3
表3 上方開口尺寸數據分布
|
時間 |
機臺班組 |
型材編號 |
名義尺寸 |
測量人員 |
|||||
|
2010-10-6 |
XX機-X班 |
JM8534A20 |
28.40 |
XXX |
|||||
|
樣品 序號 |
實測數據 |
樣品 序號 |
實測數據 |
||||||
|
1# |
2# |
3# |
4# |
1# |
2# |
3# |
4# |
||
|
1 |
28.58 |
28.50 |
28.50 |
28.58 |
2 |
28.52 |
28.54 |
28.56 |
28.58 |
|
3 |
28.56 |
28.50 |
28.40 |
28.48 |
4 |
28.60 |
28.48 |
28.52 |
28.52 |
|
5 |
28.60 |
28.46 |
28.52 |
28.54 |
6 |
28.62 |
28.46 |
28.50 |
28.54 |
|
7 |
28.68 |
28.56 |
28.52 |
28.54 |
8 |
28.64 |
28.42 |
28.38 |
28.36 |
|
9 |
28.66 |
28.50 |
28.58 |
28.56 |
10 |
28.58 |
28.54 |
28.58 |
28.54 |
|
11 |
28.64 |
28.46 |
28.52 |
28.54 |
12 |
28.48 |
28.42 |
28.50 |
28.56 |
|
13 |
28.48 |
28.50 |
28.56 |
28.50 |
14 |
28.50 |
28.56 |
28.54 |
28.52 |
|
15 |
28.46 |
28.40 |
28.38 |
28.38 |
16 |
28.52 |
28.48 |
28.42 |
28.50 |
|
17 |
28.42 |
28.42 |
28.50 |
28.46 |
18 |
28.60 |
28.60 |
28.56 |
28.58 |
|
19 |
28.56 |
28.60 |
28.54 |
28.56 |
20 |
28.50 |
28.52 |
28.50 |
28.56 |
|
21 |
28.56 |
28.68 |
28.48 |
28.54 |
22 |
28.54 |
28.40 |
28.50 |
28.56 |
|
23 |
28.56 |
28.50 |
28.52 |
28.56 |
24 |
28.42 |
28.56 |
28.48 |
28.50 |
|
25 |
28.58 |
28.58 |
28.54 |
28.58 |
…… |
…… |
…… |
…… |
…… |
|
樣本數量 |
平均值 |
極差 |
標準偏差 |
||||||
|
100 |
28.52 |
0.32 |
0.066 |
2.2 100×25管料壁厚數據分布
考慮到管料的壁厚變化比較大,我們選擇了100×25管料的壁厚作為質量特性值研究現在擠壓過程對型材壁厚的控制能力。具體抽查數據如表4所示。
表4 100×25管壁厚數據分布
|
時間 |
機臺班組 |
型材編號 |
名義尺寸 |
測量人員 |
|||||
|
2010-10-6 |
XX機-X班 |
JM300114 |
1.50mm |
XXX |
|||||
|
樣品 序號 |
實測數據 |
樣品 序號 |
實測數據 |
||||||
|
1# |
2# |
3# |
4# |
1# |
2# |
3# |
4# |
||
|
1 |
1.47 |
1.48 |
1.43 |
1.45 |
2 |
1.43 |
1.46 |
1.49 |
1.50 |
|
3 |
1.43 |
1.46 |
1.49 |
1.51 |
4 |
1.43 |
1.45 |
1.49 |
1.49 |
|
5 |
1.44 |
1.44 |
1.50 |
1.52 |
6 |
1.43 |
1.45 |
1.48 |
1.50 |
|
7 |
1.50 |
1.50 |
1.43 |
1.46 |
8 |
1.43 |
1.47 |
1.49 |
1.50 |
|
9 |
1.51 |
1.50 |
1.45 |
1.45 |
10 |
1.44 |
1.44 |
1.49 |
1.49 |
|
11 |
1.43 |
1.44 |
1.50 |
1.50 |
12 |
1.43 |
1.44 |
1.48 |
1.49 |
|
13 |
1.43 |
1.45 |
1.49 |
1.50 |
14 |
1.49 |
1.47 |
1.45 |
1.42 |
|
15 |
1.46 |
1.44 |
1.50 |
1.50 |
16 |
1.46 |
1.43 |
1.50 |
1.50 |
|
17 |
1.44 |
1.42 |
1.49 |
1.48 |
18 |
1.45 |
1.44 |
1.51 |
1.50 |
|
19 |
1.44 |
1.43 |
1.50 |
1.48 |
20 |
1.51 |
1.50 |
1.44 |
1.45 |
|
21 |
1.47 |
1.44 |
1.50 |
1.50 |
22 |
1.47 |
1.45 |
1.51 |
1.50 |
|
23 |
1.45 |
1.44 |
1.51 |
1.51 |
24 |
1.47 |
1.44 |
1.52 |
1.51 |
|
25 |
1.45 |
1.43 |
1.50 |
1.49 |
26 |
1.47 |
1.44 |
1.50 |
1.50 |
|
樣本數量 |
平均值 |
極差 |
標準偏差 |
||||||
|
104 |
1.47 |
0.1 |
0.0293 |
3 建筑型材擠壓過程能力指數分析
過程(工序)能力指數是表示過程(工序)能力滿足公差范圍要求程度的量值。它是公差范圍和過程(工序)能力的比值。一般用Cp表示。
Cp= T/ 6 σ≈T/6s
式中 T —公差范圍
σ—總體的標準偏差
s —樣本標準偏差
當產品質量特性值分布的均值μ與公差中心M不重合時,采用修正后的過程能力指數CpK計算,
CpK= (1-K)Cp≈(1-2ε/T)×T/ 6 s
式中 ε—均值μ與公差中心M的偏移
K — 均值μ與公差中心M的相對偏移度
3.1 85系列推拉窗上方開口尺寸擠壓過程能力指數
3.1.1 按GB5237.1-2008標準,3#測量點計算,超高精級允許偏差為±0.22mm,結果如下:
K=2ε/T=2×(28.52-28.40)÷0.44=0.545
Cpk=(1-K)×T÷(6×s)=(1-0.545)×0.44÷(6×0.066)=0.506
高精級允許偏差為±0.43mm,計算結果如下:
K=2ε/T=2×(28.52-28.40)÷0.86=0.279
Cpk=(1-K)×T÷(6×s)=(1-0.279)×0.86÷(6×0.066)=1.566
3.1.2 按設計和使用要求計算,允許偏差為±0.20mm,結果如下:
K=2ε/T=2×(28.52-28.40)÷0.40=0.60
Cpk=(1-K)×T÷(6×s)=(1-0.60)×0.40÷(6×0.066)=0.404
3.2 100×25管料壁厚擠壓過程能力指數
3.2.1 按GB5237.1-2008標準,計算結果如下:
普通級允許偏差±0.30mm
K=2ε/T=2×(1.50-1.47)÷0.60=0.10
Cpk=(1-K)×T÷(6×s)=(1-0.10)×0.60÷(6×0.0293)=3.07
高精級允許偏差±0.23mm
K=2ε/T=2×(1.50-1.47)÷0.46=0.13
Cpk=(1-K)×T÷(6×s)=(1-0.13)×0.46÷(6×0.0293)=2.28
超高精級允許偏差±0.12mm
K=2ε/T=2×(1.50-1.47)÷0.24=0.25
Cpk=(1-K)×T÷(6×s)=(1-0.25)×0.24÷(6×0.0293)=1.03
3.2.2 按客戶要求計算,允許偏差為±0.10mm,結果如下:
K=2ε/T=2×(1.50-1.47)÷0.20=0.30
Cpk=(1-K)×T÷(6×s)=(1-0.30)×0.20÷(6×0.0293)=0.796
4 鋁型材幾何尺寸質量改進方向分析
4.1 擠壓過程能力指數綜合分析
要求不同,公差范圍不同,計算所得的過程能力指數就不同,得到不同的擠壓過程(工序)能力評價結果,現參考表5對擠壓幾何尺寸過程控制能力進行分析,以客觀定位擠壓過程能力,尋找質量改進方向。
數據顯示:85上方開口尺寸、100×25管料壁厚,以國家標準高精級要求為質量控制公差要求,擠壓過程能力指數分別為1.566和2.28,達到Ⅱ、Ⅰ,過程控制能力處于較高的水平,不合格品率得到嚴格控制。
如果以國家標準超高精級要求為質量控制公差要求,擠壓過程能力指數分別為0.506和1.03,管料壁厚工序能力尚能勉強達到,上方開口尺寸工序能力就嚴重不足,不合格品率會處于急劇上升態勢,質量成本大幅度提高。如果以客戶滿意的標準來要求,擠壓過程能力指數分別為0.404和0.796,同樣存在工序能力不足問題。
表5 過程能力指數Cp值的評價參考
|
范圍 |
等級 |
判斷 |
|
Cp≥1.67 |
Ⅰ |
工序能力過高(應視具體情況而定) |
|
1.67>Cp≥1. 33 |
Ⅱ |
工序能力充分,表示技術管理能力很好,應繼續維持。 |
|
1.33>Cp≥1 |
Ⅲ |
工序能力充足,但技術管理能力較勉強。 |
|
1>Cp≥0. 67 |
Ⅳ |
工序能力不足,表示技術管理能力已很差。 |
|
0.67>Cp |
Ⅴ |
工序能力嚴重不足,應采取緊急措施和全面檢查。 |
4.2 設計開發部門對質量特性值分別識別和信息傳遞
從數據分析結果可知:對于大部分產品質量特性值,我們現有擠壓過程控制能力,能夠滿足質量控制在GB5237.1-2008高精級要求。
要提高顧客滿意率,按客戶要求進行產品質量檢驗,在沒有有效措施提高擠壓過程能力指數之前,會面對不合格品率上升而帶來的質量成本提高問題。因此,對于客戶提出驗收標準為GB5237.1-2008超高精級,應慎重對待,組織技術人員進行技術論證,充分考慮質量現狀和成本上升后重新報價。
設計開發部門處于與客戶溝通的最前沿,在接到經營部門轉來的客戶訂單信息后,首先,針對產品的使用要求識別質量特性值控制級別,對影響產品加工制造、最終使用效果的質量特性特別注明,按客戶和使用要求標注允許偏差范圍,并將相關信息通過質量控制系統傳遞到經營、生產、質檢等相關部門。
要科學合理協調好客戶要求與質量成本之間的矛盾,對影響客戶使用的部分質量特性值進行針對性控制,可以取得事半功倍的效果。
4.3 過程能力指數偏低的質量特性值質量控制
質量是“一組固有特性滿足要求的程度”,本文選取鋁型材開口尺寸、壁厚兩個質量特性值作為代表,通過試驗數據對比GB5237.1-2008標準要求、產品使用要求,計算鋁型材擠壓過程能力指數,分析鋁型材幾何尺寸質量控制重點,探討鋁型材生產企業質量管理思路。
提高過程(工序)能力指數的途徑有三種:
1)調整工序加工的分布中心;
2)提高過程(工序)能力,減少分散程度;
3)修訂公差范圍。
考慮鋁型材生產的產品特點,結合當前鋁加工現狀,要針對具體不同的質量特征值分別分析。對擠壓過程而言,為延長模具使用壽命,模具制造以下偏差為基準尺寸開模,在擠壓使用過程中,拋光、維修中擠出型材逐漸變厚,接近上偏差后模具報廢,不適用第一種途徑。
修訂公差范圍,同樣面對客戶要求和使用技術要求問題,只能針對各尺寸變化對后期加工的影響程度進行重要性分級。對關鍵、重要尺寸嚴格執行高等級標準,對于對后期加工和最終產品影響不大的采用放寬公差范圍的第三種途徑。
通過提高過程(工序)能力,減少數據分散程度,是最理想的提高過程能力指數的途徑,也是生產管理、質量管理努力的方向。
在現有人員、設備、原(輔)材料、工藝、環境、檢測條件下,按客戶或使用要求,必然有部分質量特性值的過程能力指數偏低,通過特定質量計劃,采取針對個別檢驗項目提高檢驗頻率、使用實物樣品裝配、計算機模擬使用效果、加強質量控制點控制等措施,對保證質量、控制質量成本有著重要意義。

