
前言:
近年來隨著國民經濟的發展,鋁擠壓產品的使用范圍不斷擴大,且用量增長迅速,工業型材所占比例也在不斷攀升,市場對鋁擠壓產品的質量及性能要求越來越高,對產品缺陷容忍度越來越小。這就促使型材生產廠家不斷采取措施將產品缺陷控制在最小的程度,尤其需避免產品出現致命的缺陷。
在鋁合金擠壓過程中,兩條鋁棒之間存在一定的過渡區域,其依靠高溫高壓作用將兩條鋁棒焊合在一起,然而由于鋁棒端頭難以避免的存在一定的氧化膜、油污、渣粒等污染現象,其焊合質量必然受到較大影響,為保證產品性能,必須將頭端分層部位完全切除。在我國現有標準體系中,GB/T26492.5《變形鋁及鋁合金鑄錠及加工產品缺陷 第5部分: 管材、棒材、型材、線材缺陷》對縮尾、焊合不良等均有明確描述,但未涉及端頭分層缺陷,GB/T6892-2006《一般工業用鋁及鋁合金型材》的檢驗項目取樣也未將頭端分層作為抽檢項目。故該缺陷往往在使用中對產品產生致命影響時,才會得到相關方的注意。在國外該缺陷定義為橫向焊合,為保證產品性能明確規定需要進行切除。另外,國內部分企業把該缺陷定義為縮尾缺陷進行控制。本文將從其產生的理論原因、實際生產中該類缺陷對性能的影響,以及采用數字計算仿真進行其長度判斷等方面進行闡述,旨在為避免該缺陷影響產品使用提供幫助。
1 分層產生的原因
由于擠壓筒、模具、擠壓墊等對鑄錠的摩擦作用,鑄錠表層同中心必然存在一定的速度差異,當上一條鑄錠擠壓結束,下一條新鑄錠重新上機后,原有的速度梯度被打破,因新鑄錠中心流速較邊緣部位快,使得模具中剩余殘料同新料之間存在一定的過渡階段。鑄錠端頭難免被油污等污染,在擠壓的高溫高壓焊合過程中,存在污染部位難以完全焊合,針對兩條鑄錠接頭部位因不完全焊合形成一個明顯的界面,即頭端分層,如圖1所示。該示意圖給出平模擠壓過程中分層流動行為,而擠壓分流模過程中,頭端分層最終在焊合線部位結束,完成由橫向焊合向縱向焊合的過渡。圖2為縮尾產生示意圖,其產生的原因是,在擠壓后段,表皮贓物等進入制品形成的一種缺陷形式,因此解決該兩種缺陷的手段及該兩種缺陷對性能的影響也存在明顯差別。為避免產生縮尾缺陷,主要通過優化模具設計及控制壓余長度來解決,而頭端分層作為擠壓產品幾何廢料無法避免,無論產品截面如何,模具如何設計,產品中都會或長或短的出現,因此只能通過優化模具結構來盡量縮短其形成的長度。
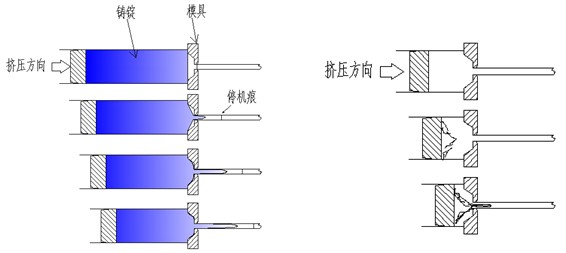
圖1 分層產生示意圖 圖2 縮尾產生示意圖
2 頭端分層對產品性能的影響
2.1 壁厚較厚實心型材
對于常見壁厚較厚,擠壓比不太大或導流坑不大的實心型材,在調直的過程中制品很容易沿分層界面拉斷,見圖3(a)所示,該類制品一般焊合壓力較低、焊合長度較短,分層缺陷對制品的不連續性影響大,對性能的影響也非常顯著,該類型材通常是作為重要的受力部件,如圖3(b)所示,其邊部需加工螺孔進行固定,因此保證邊角分層深度控制在一定量時,即可滿足產品使用要求。
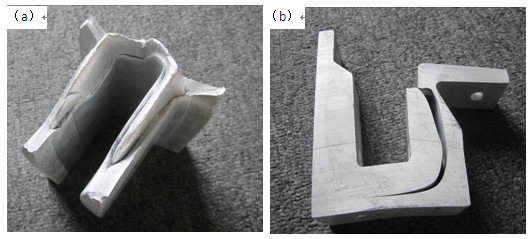
圖3 厚壁實心鋁材分層照片
2.2 圓管材
針對分流組合模鋁合金圓管材,分層過渡示意圖見圖4所示,新鑄錠開始擠壓,模具中殘鋁首先被擠出,此時分層尚未出現,而隨著擠壓進行,新料不斷流出,最終4部分新料焊合完成,由初始的橫向焊合(分層)過渡為縱向焊合(焊合線)。過渡區域處管材需要進行擴口、旋壓或管內承受一定的壓力時,因界面的不連續性,測出承受壓力的能力將變得很差,且金屬變形的協調性也被截面打破,往往沿著分層界面出現開裂等不良現象。
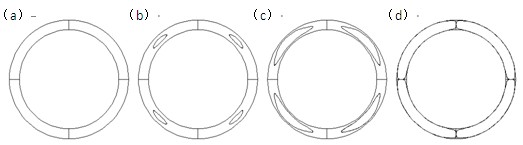
圖4 鋁圓管分層過渡示意圖
某批¢9mm*1.25mm圓管在擴口率為20%~40%時,部分產品出現圖5(a)所示的不良缺陷,對該批圓管進行低倍組織檢查發現,缺陷產品均存在圖5(b)類分層缺陷,在擴口的過程中,因分層界面對鋁合金組織焊合的影響,導致該區域的性能受到較大影響,在擴口過程中,鋁管沿壁厚的切線方向產生拉應力,拉應力達到一定值時,管材沿分層界面開裂,實驗室驗證照片見圖5(c)所示。圖5(d)所示照片為某批鋁合金管材加工后,出現部分產品沿焊合部位的開裂現象,經堿洗之后發現嚴重開裂產品存在明顯的分層缺陷見圖5(e)(f),而部分缺陷產品開裂現象輕微,堿洗之后僅在焊合線部位發現非常輕微的分層現象,在較大的變形加工時,僅剩余的分層缺陷也成為裂紋萌生的源頭,隨著變形的進行最終導致管材的開裂。實際生產中發現,該類需要較大變形加工的圓管,其壁厚往往較薄,該類型材分層完全結束的長度很長,因此在生產過程中需充分考慮后續加工程度,確定最終產品頭端的切除長度。

圖5 鋁圓管變形開裂照片
2.3 管夾類
如圖6(a)所示管夾類型材,其工件內側A處釘位用于固定,而在加工的過程中,圓管鉆孔之后發生釘位脫落現象。經查該產品模具設計采取假分流模結構,該釘位處于模孔下方,擠壓過程中,隨著分層區域過渡,在某一段長度上,分層界面剛好位于釘位根部,使得此處釘位部分為舊鑄錠部分,釘位鏈接管材處為新鑄錠部分,此時在工件鉆孔過程中,釘位受力沿分層界面脫落,見圖6(c)所示。模具設計時,如果上模厚度較厚、焊合室深度較深等因素導致殘料量較大,擠壓過渡區域往往延伸的較長的長度上,鋸切時難以將該缺陷完全切除。

圖6 鋁管夾截面圖及缺陷樣板
3 數值計算仿真
近年來,隨著模具仿真技術的發展,已有部分企業引進仿真技術對模具強度、型材變形、型材流速等進行仿真計算,并為模具設計的優化及改進提供了理論指導。據了解,已在企業中得到使用的商業化軟件包括HyperXtrude、Deform 3D SimWe以及QForm等,本文采用HyperXtrude軟件對鋁合金圓管材分層進行研究,從理論上確定分層的位置及長度。
圖7所示為圓管截面圖及仿真計算分層流動中幾個典型階段圖片,該模型包含4面體單元265045個,三棱柱單元67872個,其采用變形本構方程為HX軟件數據庫的雙曲正弦應力應變本構方程,擠壓參數設定為鋁棒溫度480℃,模具溫度460℃,擠壓筒溫度為450℃,擠壓出料速度為10m/min。圖7(c)為擠壓開始之前,模具分流孔及焊合室內全部為舊鋁錠填充,(d)圖為新鑄錠經擠壓已占據分流孔部分空間,(e)圖為新鑄錠在圓管材中開始出現,分層開始,(f)圖為新鑄錠金屬占據圓管的絕大部分,僅在焊合線附近殘留部分舊鑄錠金屬,最終(g)
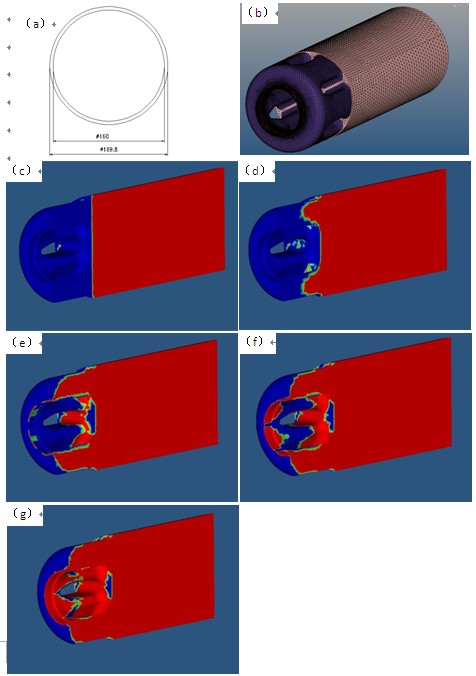
圖7 仿真計算分層流動情況
圖圓管材已完全由新鑄錠擠出,在焊合室及分流孔的局部還存在很薄的一層舊鑄錠的殘料,至此,分層缺陷終了,該段長度也成為分層缺陷的影響長度。從仿真結果分層位置及分層長度數據同實際生產數據比較,其長度基本吻合。
由仿真結果我們還可以發現,對于型材產品通過計算我們可以比較清楚的了解其分層開始部位及其缺陷總長度,以及最終焊合部位等,這些信息對模具設計、擠壓工藝的制定同樣具有很強的指導意義。
4 結論
本文分析了頭端分層(橫向焊合)及縮尾產生的原因及不同之處,討論了不同截面型材層缺陷產生的具體影響,部分產品為保證其正常使用,必須將分層缺陷部位完全切除。引入有限元數值計算對分層進行仿真,分析其出現的位置及長度,為模具設計及擠壓工藝的制定提供依據。
1)擠壓分層缺陷從形成原因屬于橫向焊合缺陷,同縮尾、焊合線等缺陷有明顯的區別;
2)部分產品根據使用情況,分層對產品最終使用性能可以產生致命的缺陷,生產過程應進行完全切除;
3)有限元計算可以準確獲得分層長度及分層位置等相關信息,對生產具有較強的指導意義。

