
“一模多孔”俗稱“多孔模”,也稱為一模多出,一個模具同時擠出多根鋁型材,是一項提高生產效率、縮短交貨期的關鍵生產技術,多孔模的生產過程包含了模具設計、模具加工、模具維修、擠壓生產等主要生產環節,其中多孔模擠壓生產是本文重點論述的內容。對于多孔模擠壓的技術發展、生產效率合理性評定、成本核算、交貨周期等有著不同的論述和優缺觀點,但就多孔模擠壓技術來說,對鋁型材行業的技術發展帶來了革命性的提升。
一、多孔模擠壓工藝設計
1、設定模溫
1.1 多孔模上機模具溫度應確保在460~480℃之間。模具加溫時間以模具是否“透心”為原則,一般加溫時間不超過12小時,以6±2小時為最佳控制時間。
模具不透心(不夠溫)對于表面毛刺、分色、亮帶、出料快慢不一、塞模等有著很大的影響因素,此為生產多孔模時控制模具溫度的重點。
1.2 對于較復雜及6孔以上的多孔模,模墊和模套要一起加溫,溫度控制在300~400℃之間。如因模墊、模套不加溫上機,模墊、套會加速吸收模具熱量,造成模具本身失熱不均衡,特別是剛開始擠壓時,影響尤其明顯,而且對表面有高要求的氧化料時影響更大,如造成表面線紋、紋粗、分色、亮帶等。
2、設定鋁棒溫
多孔模棒溫的控制以“滿足出棒溫度且鋁棒透心”為原則來設定棒溫。在保證鋁棒透心的情況下,根據平、分流模來設定具體的棒溫。
2.1 棒溫設定的分區加溫及曲線規則
2.1.1如果要獲得穩定的透心棒溫,假設某型號設計出棒溫度為440℃,那么實際經驗建議棒爐一至五區的溫度設定應為440℃—460℃—480℃—440℃—400℃。(其中一區為出棒區,五區為進棒區)
2.1.2 鋁棒爐加溫總體需要符合以下曲線規律:
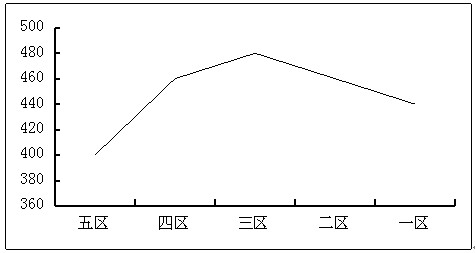
2.1.3 棒溫設定在符合曲線規律的情況下,滿足透心原則,可根據模具復雜情況以及現場實際生產狀況適時調整。并非僅限于固定的溫度設定值。
2.2 生產過程中棒溫控制原則
2.2.1 平模:初始棒溫(第一支棒)420~440℃。分流模:初始棒溫(第一支棒)440~460℃。非常復雜的分流模或大而薄形狀復雜的高難度平模則需要460~480℃的初始棒溫,甚至更高。
2.2.2 棒溫控制:采用階梯式降溫法
2.2.2.1 平模:對于普通的較簡單的型材,每支棒降10~15℃,直至棒溫降至390~410℃(厚料要適當控制在400~420℃,以確保出料口溫);對于特殊的形狀復雜、難度高的,棒溫最低420℃。
2.2.2.2 分流模:對于普通的較簡單的型材,每支棒降10~15℃,直至棒溫降至最低410~430℃;對于特殊的形狀復雜、難度很高的(如壁厚薄、帶螺絲孔),直至棒溫降至420~440℃。每次降低棒溫,要提高擠壓速度。保持擠壓機壓力低于最大壓力以保證出料平穩快速。
2.2.2.3 擠到最后3支棒時應將棒溫提高至初始溫度(相應的適當降低擠壓速度)以確保生產下一套模時棒溫達到生產工藝要求。
2.2.2.4 第1支棒用短棒擠壓,起速不能過快。
3、出料口溫度:
一般情況下出料口溫度應控制在520~570℃之間,出料口溫度過低易產生硬度不夠現象,過高則型材會產生過燒,且伴隨有拉爛、劏模、塞模現象。
4、盛錠筒溫:一般情況下盛錠筒溫度可控制在415±10℃。
5、鋁材擠壓速度設定:
擠壓速度設定以無產生任何質量問題的情況下在最短時間內完成擠壓過程為目的。擠壓各項參數設置以下圖為示例:
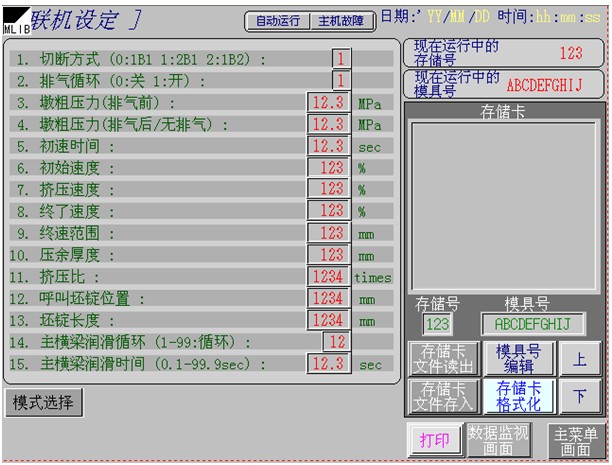
5.1 擠壓過程速度設置三階段
5.1.1 初始速度:初始速度的設定根據棒溫、出料口溫以及何種表面處理來設定。例如多孔噴涂、粉料,表面要求不高,那么初始速度一般情況下要快速擠壓,即初始速度>擠壓速度。如果是高表面要求的氧化料,可采用正常擠壓速度出料。
5.1.2 擠壓速度:擠壓速度即初始速度后的正常擠壓速度,此擠壓速度為保證型材表面無質量問題的前提下,符合出料口溫度范圍內的相對最大化擠壓速度。特別是在擠壓比較大的情況下,如果初始速度設定較快,那么初始時間后的出料口溫度會快速上升,在正常擠壓過程中會造成出料口溫度短時間內超過標準出料口溫度范圍值,型材產生拉爛、過燒等現象,組織晶體發生異變,影響型材的各項力學性能,同時廢料也會增多,影響成品率。因此,擠壓速度的設定以出料口溫度及型材表面質量為主要設置依據。
5.1.3 終了速度:此速度為擠壓末段減緩高度擠壓所做的緩沖設置,一方面由高速擠壓減緩為慢速擠壓,順暢完成整支棒的擠壓過程,另一方面也可以控制在擠壓至末段時由于棒溫過高所產生的表面問題,通過加長“終速范圍”來控制。
擠壓速度設置三階段是相輔相成的密切關聯關系,針對不同類別、不同表面要求型材擠壓都不是一成不變的,需要機手開機時適時調整,多孔模擠壓過程才能順利進行,否則擠壓速度過慢或者過導致出料口溫度過高,拉爛、劏模、塞模、廢料增多都是與多孔模設計初衷背道而馳的,是需要經驗積累,不斷實操提升的過程。
6、冷卻方式:一般情況下采用風冷、水冷、噴霧
二、多孔模生產工裝設備
多孔模擠壓對相關設備要求是非常高的,且設備之間的密切配合程度決定了生產過程順暢程度,也是能否發揮多孔模擠壓效率的關鍵因素之一。
1、主機:原裝進口日本宇部擠壓機
2、輔助設備:意大利考邁托輔助設備
2.1.1 長錠棒爐及熱剪機
2.1.2 雙牽引系統及飛鋸
2.1.3 矯直機
2.1.4 成品鋸
3.先進主副設備的優勢分析
3.1 先進的主機帶來了強大而穩定的擠壓力,在擠壓過程中穩定輸出的擠壓力不僅是順暢出料的基本保證,也是保證型材合格的前提。在某些類別品種中,較大擠壓力的設備為多孔模提供了基本的推動力,不會因為設備壓力不足,壓不出或者壓力不夠出料不順影響生產效率,甚至影響到模具是否能合格生產。
先進主機程序細節運用與優化,內置程序復雜而操作簡便,不僅能使操作者上手快,而且在實際操作中的靈活運用,在軟件上提供了巨大支撐,無形中降低了難度系數。
3.2 系統的輔助設備為整個擠壓過程提供了后期整體系統服務,且設備間的連續配合支持度大幅提高,設備兼容性高,減少了設備交叉故障率,為多孔模生產提供了最基礎的設備支持。
三、多孔模生產的質量管控
多孔模技術之所以在行業內有發展前景,各企業間競相設計、實驗,無非其在生產中相對單孔模有巨大的效率優勢,特別是對于客戶批量下單且交貨周期短的情況下,優勢更加明顯。但是,多孔模由于一出多支料,在控制坯料質量方面需要有更好的管控方式。
3.1 出料長短不齊
此問題在所有的多孔模生產中都會遇到,而且是不可避免的,出料長短不齊不僅造成無法順利牽引,而且坯料之間相互碰觸造成碰傷、擦花非常嚴重,不僅氧化料無法生產,甚至部分噴涂、粉料也因涂層太薄無法生產。
解決此問題主要有三大要點:第一、模具出料必須將長短控制在0.5m以內,快慢相差太多,無法牽引,而且要將出料快的修在模具上方;第二、最好是能調節牽引力大小、設置夾鉗高度的雙牽引設備;第三、在模具上方使用外置壓縮空氣冷卻模具,通過局部模溫調節出料快慢。
3.2 出料口處間隔坯料方式
由于是一出多孔,坯料有上下、左右位置,如果出料不能合理分隔,將會造成坯料之間碰劃傷嚴重,報廢量大,且對后續的拉直工作造成很大困難。
如果只是普通的噴涂、粉料,最節約成本的材料就是用高純度石墨條上下、中間分隔,出料后再平行擺開,便于牽引機夾料。石墨條不僅可以重復使用,而且不會對坯料造成擦傷。
對于高表面要求的氧化料、光面料、有色料等,石墨條會造成坯料表面有石墨痕,氧化后無法去除,因此,建議采用高溫PBO墊條,上下、中間分隔坯料。
3.3 多孔模生產的細節操作控制
3.3.1 良好的按章操作以及長期培訓應用于實踐操作所養成的素養是多孔模生產的基本人員素質。遵守基本的工藝守則以及靈活變通的實操經驗是提升多孔模生產的前提條件。
3.3.2 善于應用輔助工夾具,對于出料及冷床坯料質量控制都會起到良好的輔助作用。
3.3.3 熟練的拉直技巧能發揮先進設備的優勢,對于多孔模而言,單位時間內出料數量多,矯直機同時拉多支料的功能及技術也會大大提高工作效率。
結束語
闡述“一模多孔”擠壓生產過程控制中的工藝設計與操作,輔助裝備及質量管控等要點。多孔模擠壓雖然在設計上是一項先進技術理念,但是將設計成功運用在實際生產中需要多方面配合開展,人的因素、設備因素、模具因素等都會成為制約多孔模擠壓技術成功與否的影響要素,且不同企業間由于技術側重點、設計理念、設備差異等方面的特殊性,其多孔模擠壓控制要點也不能雷同比較,只有按照本企業各生產要素間的比較優勢進行充分融合,那么多孔模擠壓技術可以因廠而異,取得同步發展。

