
1 概述
電解著色是鋁型材表面進行著色處理的一種技術,是在鋁型材表面陽極氧化之后,電泳或封孔之前,對需要著色的鋁型材進行的一道工序,其原理是通過電化學作用使著色溶液的重金屬離子沉積在陽極氧化膜孔的底部,通過光的干涉作用形成各種顏色。不同的槽體溶液及工藝方法,鋁型材電解著出的色彩效果也不一樣,所要求的著色電源提供的電流或電壓的大小、波形及工作時間長短也不同。為滿足人們追求不同的種類、色彩的需要,目前在生產使用的著色電源種類也繁多,鋁型材電解著色的方法主要分為交流著色和特種波形著色兩大類。
交流著色方法又分為完全交流著色和直流-交流著色兩種,適應的工藝是錫鹽和鎳錫混鹽為主。交流著色方法又稱淺田法,完全交流著色方法是日本早期的最主要的著色方法,由于著色電源直接采用電網交流頻率,簡單、易行,目前也是我國最廣泛采用的著色方法。直流-交流著色方法真正意義上來說也屬于交流著色,最大的特點是,進行交流著色之前有一段時間的直流處理,在著色槽中處于陽極進行電解,其目的是使不同部位氧化膜進行均勻化處理,同時改變膜孔結構,防止著色后氧化膜開裂。然后再進行完全交流著色,這樣可以得到較均勻的顏色,特別是著淺色優勢明顯。我國早期引進的歐洲國家生產的著色電源,例如:意大利ELCA、德國及西班牙生產的著色電源均為此類。
特種波形著色分為住化法、均勻化和多波形等,多用于鎳鹽著色工藝。日本在特種波形著色方面的研究和工業應用令人矚目,在著色波形、槽液控制設備和操作工藝等方面做了相當細致的研究。其中,均勻化著色方法具有著色均勻,著色時間短,自動化程度高等特點,已在世界上有超過一百多條線使用。該著色技術要求對槽液雜質的控制較為嚴格。
2 均勻化著色電源研究
均勻化著色是一種定電流密度控制的直流脈沖電解著色技術。鋁經過陽極氧化后先作為陽極處理(稱之為P處理),然后作為陰極按60~1800次/min通以正負脈沖電壓,正負脈沖電壓的時間比ta/tc為0.005~0.30(稱之為C處理)。均勻化著色電源輸出電流波形如圖1所示:
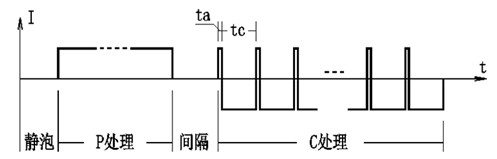
圖1 鋁材表面均勻化著色電源輸出電流波形
在P處理過程中,電流密度的范圍應在300A/m2以內,比較合適的使用范圍是5~50A/m2;通電時間范圍應在2分鐘之內,比較合適的使用范圍是20~50s。P處理的作用主要是使鋁基層和氧化膜多孔層之間致密的氧化鋁層(阻擋層)成長,厚度增加,氧化膜均勻化,可改善電解著色時顏色的附著性,還能防止發生著色時氧化膜的剝落現象。
在C處理過程中,電流密度的范圍應在100A/m2以內,比較合適的使用范圍是5~50A/m2;電流周期頻率范圍為1~30Hz,比較好的使用范圍是2~20Hz;電流的正負占空比(ta/tc)范圍為0.005~0.30,使用比較理想的范圍是0.01~0.25。在C處理過程中,正向電流的主要作用是能有效地抑制繼續進行的電解著色中多孔性的氧化膜溶解產生的老化現象及金屬氫氧化物的析出現象,防止發生剝落現象對氧化膜造成破壞,使電解著色能夠穩定持續進行,從而獲得濃厚、附著性好的著色氧化膜。
著色電源主回路見圖2所示。在變壓器降壓,全控橋整流后,再利用麥克墨萊電路控制電流的輸出方向,可實現正、負波形的輸出。其控制原理是:調節三相全控整流橋電流輸出來控制電源輸出電流的大小,通過控制麥克墨萊電路中四個半導體元件的導通和關斷來滿足輸出波形的要求。
圖2 鋁材表面均勻化著色電源主回路原理框圖
整流控制電路的傳遞函數模型如圖3所示。PI調節的放大倍數K取值對控制系統影響較大,從系統仿真結果可看出,PI調節的放大倍數K取值越大,系統響應越快,但是K值太大,系統將波動,K取值小時,系統過度平滑,但時間較長。因此選取合適的K值可使整流控制系統達到較理想的效果。
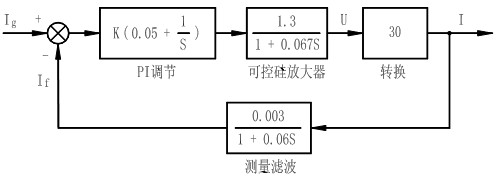
圖3 整流控制電路傳遞函數模型

圖4 整流控制電路階躍輸出仿真波形
圖5是整流控制電路K=30實際輸出的響應波形,由于錄波的采樣器件轉換比值選取較大,在0點附近存在死區和滯后轉換,當整流輸出穩定后,轉換到錄波器的電壓只有0.06V,所以顯示波形有些滯后。輸出波形與圖3-3(a)的仿真波形相似,PI調節的放大倍數K選取30較為合適。
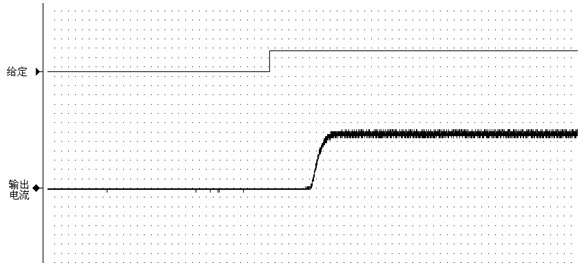
圖5 整流控制電路實際輸出階躍波形
圖6是樣機在電阻負載下輸出的電流、電壓的波形全過程,圖中P處理時間是3s,輸出電流是750 A,電壓30V;間隔時間是10s;C處理時間是5s,輸出電流是1000 A,電壓±40V,正向脈沖寬度為20ms,周期為200 ms,與設置值完全符合。圖7是圖6中C處理放大后的波形。
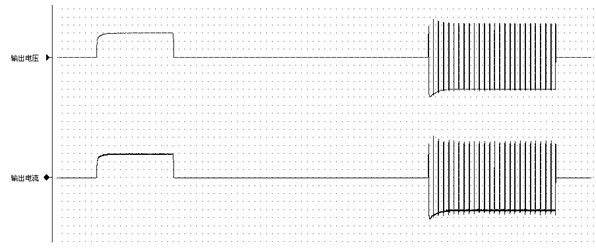
圖6 樣機在電阻負載下輸出的電流、電壓波形
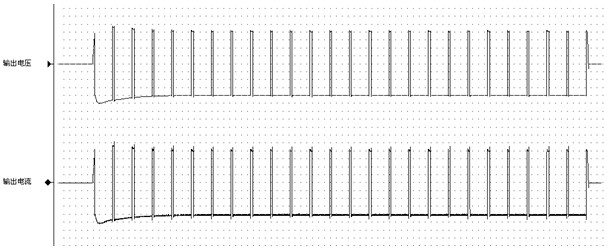
圖7 經放大后的C處理環節波形
為了便于參數設置和用戶使用,電源設備配置了智能觸摸屏作為人機界面,具有操作方便、指示清晰、顯示內容豐富等優點。
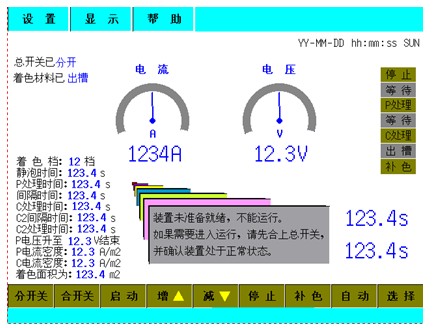
圖8 鋁材表面均勻化著色電源的人機界面
3 均勻化著色方法應用舉例
我公司是國內唯一的均勻化著色電源制造商,為國內某鋁材廠設計制造的均勻化著色電源的主要參數和主要功能如下:
電壓及范圍:三相、頻率50Hz、380V±20%
額定輸出電壓:±30V~±80V
額定輸出電流:1000A~4000A
最小輸出電流:額定輸出電流的10%輸出電流精度:±3%以下
輸出電流紋波:7%以下(在額定電流的30%~100%內)
入槽靜泡時間:可在10~3000s內設定
P處理時間:可在0~3000s內設定
P處理與C處理間隔時間:可在10~3000s內設定
C處理時間:可在0~3000s內設定
C處理時脈沖周期:20ms~300ms內設定
C處理時正脈沖寬度:10ms~100ms內設定
能滿足二次C處理的要求
能滿足補色(即再進行C處理)的要求
有必要的保護措施
著色電源可設置的波形見圖9和圖10所示。
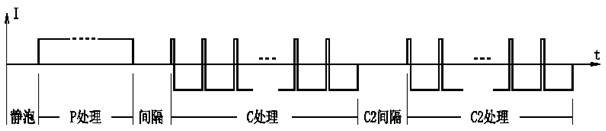
圖9 可設置的輸出波形
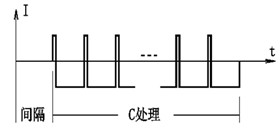
圖10 在補色狀態下輸出的波形
現場投運時時的波形見圖11和圖12。由于電解槽的極化效應,在正負轉換的瞬間會出現較大的電流尖峰。
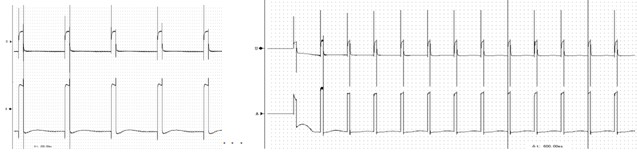
圖11 輸出3000A時的波形 圖12 輸出2000A時的波形
現場實測結果:上料面積100m2, 20μm黑中帶紅,著色時間440秒。
4 結束語
簡要介紹了鋁型材電解著色技術和特點,重點闡述了均勻化著色電源的主回路結構、控制模型、控制參數和樣機試驗結果,并給出了現場應用的實際波形和實際著色效果。我國鋁型材表面處理技術通過引進、消化、吸收,目前與國外相比沒有本質的差別。但是從工藝水平、裝備條件、技術管理、環保考慮、品質指標和產品質量等方面與國外先進水平比較仍有不少差距。本文主要介紹了均勻化著色電源的開發研制和現場投運情況,旨在共同分享技術研發的成果,促進行業技術和工藝進步。經過現場的應用及檢驗,我公司自主研制的均勻化著色電源能完全滿足均勻化著色工藝的要求,大幅度降低了設備采購成本,達到了取代同類進口產品,滿足市場需求的目的。