
1 前言
鋁材固化爐使鋁材加熱、與氟碳涂層和烘干的生產工藝。節能環保是當前各行業的研究熱點,特別在能耗較高的鋁型材加工行業,更是得到廣泛關注。鋁型材氟碳噴涂用固化爐是該生產線中最耗能的設備之一,同時,噴漆型材進入固化爐時,由于油漆未干前有較多氣體溢出,使得車間工作環境充斥著刺激性的油漆氣味。因此,對固化爐尾氣進行回收和燃燒再利用,可以有效改善車間的工作環境和降低固化爐能耗。
固化爐是鋁型材氟碳噴涂工藝比較關鍵的設備,漆膜質量與固化爐的溫度有很重要的關系。 在粉末固化爐的加熱方式上可分為兩大類:一類為熱風循環類的,二類為紅外輻射加熱方式。 熱風循環加熱式可分直接加熱和間接加熱兩種。直接加熱的采用的熱源有兩種,電加熱螺旋翅片式和燃氣式直接加熱方式兩種。
我們經過查閱大量的資料和深入研究,在專家的指導下經歷多次試驗,最終將固化爐改進方案應用于生產實踐中,取得了良好的效果。下面針對鋁型材氟碳噴漆用固化爐采用的節能減排實施方案作一簡要介紹。
2 固化爐工藝的控制
在氟碳噴涂產品生產過程中,經前處理和噴漆工藝后,產品需經固化爐烘烤,使表面漆膜有效附著于鋁型材表面后,產品才能達到規定指標要求,滿足客戶的需求。
固化爐一般采用直通隧道式熱風循環烘道,主要由烘干室爐體、加熱器、空氣幕、熱風循環固化設備和溫度控制系統等組成。烘干室爐體由骨架(槽軌)和護壁(護板)構成的箱式封閉空間結構,烘干室的加熱系統一般由空氣加熱器、風機、調節閥、風管和空氣過濾器等部件組成。
固化爐的部分工藝參數如下表-1所示:
表-1固化爐的部分工藝參數

如表-1所示,固化爐爐溫一般控制在190℃~240℃之間,我們控制的熱風循環烘干室的加熱段的溫度大約是220℃,保溫段的溫度控制在215℃左右,固化保溫段的時間控制是該過程的關鍵,一般是20min,最后出口段的溫度控制在大概210℃,溫度由爐前至爐尾依次降低,最終溫度不得低于200℃,但是由于產品氟碳漆類型和漆層厚度的不同,溫度略有變化,要根據具體的氟碳漆類型和漆層厚度調整到適當的溫度。
3 固化爐的改造設計
下圖是鋁加工行業中常用的舊式固化爐示意圖:
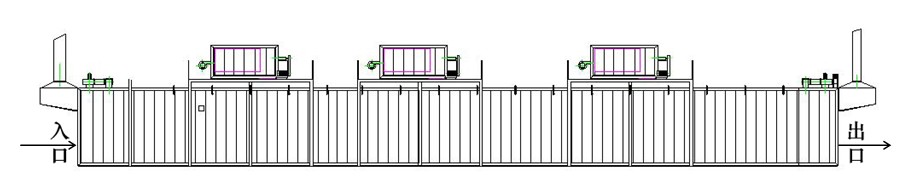
圖-1氟碳噴涂用舊式固化爐結構示意圖
如圖-1所示,舊式固化爐進出口雖然有廢氣收集裝置,但是其中大部分油漆分子還是直接排入車間外的大氣中,由于廢氣中含有經高溫處理時,從油漆中揮發出來的高溫有機物氣體及一些固體小顆粒,直接處理比較困難,成本較高。有的工廠甚至連兩端的抽風罩還沒有安裝,從固化爐出來的油漆分子直接進入車間,爐內飄散出來的油漆分子彌散在車間的空氣中,影響車間的空氣質量,同時在進出口端還有一定的熱量散發出來,不僅造成熱量損失,也使車間溫度較高,員工工作環境受到一定的影響。
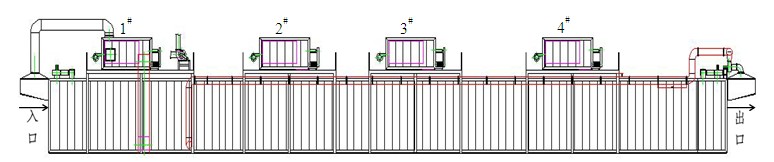
圖-2改造后氟碳噴涂用新式固化爐結構示意圖
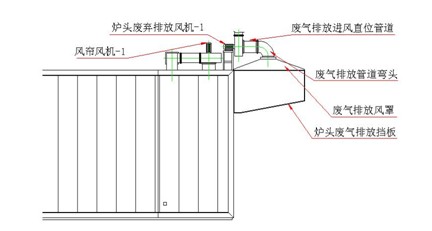
圖-3氟碳噴涂用新式固化爐進出口端抽風裝置示意圖
圖-2為改造后的新式固化爐,如圖所示,1#裝置是烘道口廢氣燃燒及余熱利用裝置,2#、3#、4#裝置是規格相同的燃燒加熱器,每個都有閥門控制進氣量大小,2#、3#和4#燃燒加熱器間距為19.0m。
圖-3為固化爐進出口端抽風裝置示意圖,從圖中可以看到,新式固化爐在原有的進出口安裝有廢氣排放擋板和廢氣排風罩,其中排風罩的橫截面積為3.8m2,排風罩與爐端廢氣排風機相連,將飄散的油漆分子和未完全燃燒的煙氣重新抽至廢氣燃燒裝置中進行再次燃燒加熱。
為了進一步維護車間工作環境,我們在固化爐出口端的風冷處,安裝了兩排玻璃擋板,玻璃板之間為兩排風扇,共計16個,風機從下往上部吹,頂部安裝有一抽風罩,將固化處理后的熱型材產品表面散發出的少量油漆分子再次收集,防止污染車間工作環境。
4 固化爐的廢氣燃燒處理裝置
以下是新式固化爐安裝的尾氣收集和廢氣燃燒及余熱利用裝置示意圖:
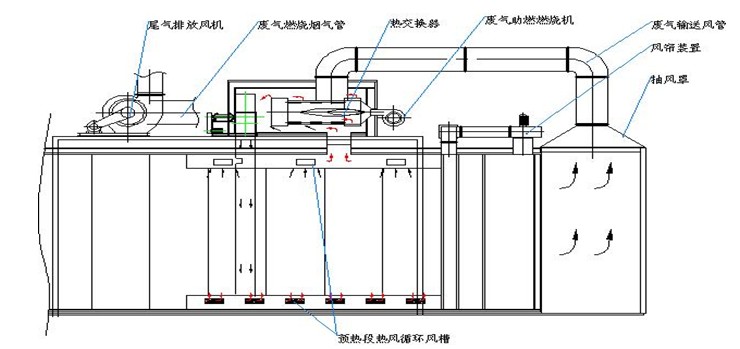
圖-4 烘道口廢氣燃燒及余熱利用原理示意圖
如圖-4烘道口廢氣燃燒及余熱利用原理示意圖所示,抽風罩將固化爐進出口的廢氣收集,抽送的廢氣集中到烘道口廢氣燃燒裝置中,通過廢氣助燃燃燒機,將可燃性的油漆分子再次燃燒,助燃燃燒機采用的是天然氣,產生的熱量通過套管式熱交換器,燃燒后的熱煙氣與熱風循環空氣處于相對隔離狀態,熱風循環通過預熱段熱風循環風槽,將熱交換后溫度達100℃左右的熱空氣由風機管道輸送到烘干室爐體底部,對剛進入爐內的噴漆型材進行預熱,傳導交換熱后的燃燒廢氣再由廢氣燃燒煙氣管排出,最后產生的尾氣經過噴淋處理后排放,沒有刺激性氣味飄出,達到《大氣污染物排放限值》(DB44/27-2001)的排放要求,給車間帶來一個比較清潔、舒適的環境。
5 固化爐改造前后對比分析
通過鋁熔煉爐的用能設備能效測試報告,可以得出,改造后的固化爐不僅降低了能耗-,而且在環境方面也有所改善,取得的效果明顯。表-2為固化爐改造前后的能耗及廢氣處理統計對比表。
表-2固化爐改造前后節能及車間環境對比

注:測試以一個固化周期作為計算依據
(1)由表-2可知,改造后固化爐的單位產品天然氣耗是30.09m3/t,而我們測得的舊式固化爐的單位產品天然氣耗為33.97 m3/t,依此數據計算,單位產品節能率為11.42%,按該條新氟碳線產能900~1000噸/月,年產10000噸計算,每年僅天然氣節省的成本就達幾十萬元。
(2)在環保方面,固化爐改造后使車間環境得到極大改善,大大減少了車間刺激性的油漆氣味。
6 結 論
本文扼要介紹鋁型材氟碳噴漆用固化爐技術創新改造,對固化爐廢氣進行收集并燃燒處理,不僅凈化了工作環境,而且廢氣燃燒產生的熱量可再循環利用,取得了較好的節能減排效果。這種固化爐廢氣收集再燃燒裝置的使用不僅降低了排出尾氣溫度,便于尾氣處理,極大的改善了車間環境,而且再次充分利用了尾氣余熱,節能降耗效果可觀,取得了較好的經濟效益和環境效益。
通過對該固化爐尾氣回收及節能裝置技術改造,解決了目前氟碳噴漆生產線中固化爐兩端溢出的廢氣處理難的問題,同時將收集未完全燃燒額尾氣再次燃燒利用,并將產生的大部分熱量返回到烘干室循環加熱,取得較好的節能效果。本固化爐尾氣回收及節能技術改造,在固化爐的技術改造中可供同行參考。


