
前言
近幾年隨著國內市場對鋁型材需求量的增大,產量也是快速增長,隨之而來的是大型的鋁型材生產線孕育而生,大量的鋁型材電源被使用在同一條生產線上。怎樣才能使生產更高效、更智能化、更少的人力成本、更穩定可靠成為各大廠家的考慮重點,新型的鋁型材電源控制系統通過網絡通信的方式將所有電源都組成一個網絡便很好的滿足了這種需求。
1、鋁型材電源的介紹
鋁型材電源大致分為三種:氧化電源、著色電源、電泳電源。
三種電源都是通過電化學反應的方式來使得鋁型材經過加工后在顏色、光澤、質感以及防腐蝕和耐磨性達到不同的要求,以滿足不同環境和場合的需要。
2、鋁型材電源信號系統簡介
鋁型材電源信號系統包括內部和外部兩個部分,內部信號主要包括冷卻水溫度信號、壓力信號、流量信號、變壓器溫度信號、可控硅溫度信號、調壓器位置信號、熔斷器信號、伺服驅動器信號、變頻器信號等各種連鎖保護和故障信號、輸出電流電壓信號和來自槽端的各種信號,這些信號是控制系統需要采集并且大多數要用在內部控制邏輯當中。外部信號主要包括來自DCS的信號、來自上位機的遠程控制信號等,是外設對整流器的一些控制信號。這些信號來源不同,數量眾多,對其處理,既要保證實時性,也要滿足穩定可靠的要求,同時還要兼顧經濟和方便。這對我們的控制系統組網提出了較高的要求。
3、鋁型材電源控制系統中的主要技術
3.1 PLC技術的應用
可編程控制器(Programmable Controller)是計算機家族中的一員,是為工業控制應用而設計制造的。早期的可編程控制器稱作可編程邏輯控制器(Programmable Logic Controller),簡稱PLC,它主要用來代替繼電器實現邏輯控制。隨著技術的發展,這種裝置的功能已經大大超過了邏輯控制的范圍,因此,今天這種裝置稱作可編程控制器,簡稱PC。但是為了避免與個人計算機(Personal Computer)的簡稱混淆,所以將可編程控制器簡稱PLC。
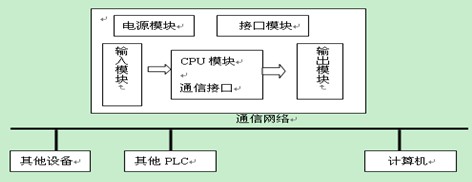
當今世界PLC分為兩個格局,第一種是歐美系,主要代表品牌有德國的西門子和美國的AB等,第二種是日系,主要代表品牌有日本的三菱、歐姆龍、富士等。本系統就用到了德國的西門子S7-200系列的PLC和日本三菱的Q系列PLC作為主要的核心控制部件。西門子的PLC以其極高的性能價格比,在國內占有很大的市場份額,在我國的各行各業都得到了廣泛的應用。S7-200小型PLC,直接應用到氧化的整流設備和控制系統上,我們在銅箔,鋁箔,電解鋁,氯堿行業,電鍍行業都用得很多。S7-200和三菱Q系列PLC都屬于模塊式PLC, CPU模塊,信號模塊,功能模塊,接口模塊,通信處理器,電源模塊和編程設備組成,各種模塊安裝在導軌上。通過CPU模塊或者通信模塊上的通信接口,PLC被連接到通信網絡上,可以與計算機,其他PLC或者通信設備通信。
其具有的特點有:
編程方法簡單易學;功能性強,性能價格比高;相應的硬件配套齊全,實用性強;可靠性高,抗干擾能力強;系統的設計,安裝,調試方便;維護工作量小,維修方便;體積小,耗能低。
PLC的應用領域包含開關量邏輯控制,運動控制,閉環過程控制,數據處理和通信聯網。對于整流機組和對應的生產線的控制,完全可以通過PLC作為控制中心來達到目的。
西門子S7-200PLC作為底層鋁型材電源的控制核心,并且分布在槽端的AB柜是通過西門子S7-200PLC自帶Modbus通訊協議進行通訊,以達到AB柜數據和控制的同步性。Modbus網絡穩定、高速、抗干擾性強為實現分布式供電打下了堅實的基礎,也是實現分布式供電的基礎。三菱Q系列PLC利用Profibus-DP現場總線對氧化電源的工作狀態、參數設定:整流設備內部控制系統中,通過其自身支持的Profibus-DP現場總線做為通訊網絡,無疑是一種即方便又實用的通訊方案,可以將設定的工作方式和參數傳送至整流設備內,只需遠程控制其啟、停,便可完成工作過程。
3.2 工業以太網技術
所謂工業以太網,一般來講是指技術上與商用以太網(即IEEE802.3標準)兼容,但在產品設計時,在材質的選用、產品的強度、適用性以及實時性、可互操作性、可靠性、抗干擾性和本質安全等方面能滿足工業現場的需要。
工業以太網技術在沒有任何標準化組織支持的情況下卻發展得非常迅速。工業以太網由于其開放性好、應用廣泛以及價格低廉等特點,不但基本壟斷了商業領域的網絡市場,而且在工業控制領域(主要是在企業管理層)也得到了大規模的應用。目前許多大公司的工業控制系統都是采用以太網來統一管理層的通信,而且各種現場總線也大多開發出以太網接口,因此可以說工業以太網已經成為工業控制領域的主要通信標準。
工業以太網具有如下特點:
(1) 應用廣泛
工業以太網是在商用以太網技術的基礎上發展而來的,它與商用以太網一樣有著廣泛的應用。采用工業以太網,可以保證有多種開發工具、開發環境可供選擇。
(2)成本低廉
由于以太網的應用最為廣泛,因此受到硬件開發與生產廠商的高度重視與廣泛支持,已有多種硬件產品可供用戶選擇,而且硬件價格也相對低廉。目前工業以太網網卡的價格只有現場總線通訊卡的1/10,而且隨著集成電路技術的發展,其價格還會進一步下降。
(3)通信速率高
目前工業以太網的通信速率為10Mb/s,100Mb/s,1000Mb/s速率的工業以太網技術也逐漸成熟,更高速的通訊速率正在研究。其速率比目前的現場總線快得多,可以滿足對帶寬有更高要求的需要。
(4)軟硬件資源豐富
由于以太網已應用多年,人們對以太網的設計、應用等方面有很多經驗,對其技術也十分熟悉。將其直接運用到工業以太網技術中,大量的軟件資源和設計經驗可以顯著降低系統的開發和培訓費用,從而可以顯著降低系統的整體成本,并大大加快系統的開發和推廣速度。
(5)可持續發展潛力大
在這信息瞬息萬變的時代,企業的生存與發展將很大程序上依賴于一個快速而有效的通信管理網絡,信息技術與通信技術的發展將更加迅速,也更加成熟,由此保證了工業以太網技術不斷地持續向前發展。
因此,如果工業控制領域采用工業以太網作為現場設備之間的通信網絡平臺,可以避免現場總線技術游離于計算機網絡技術的發展主流之外,從而使現場總線技術和一般網絡技術互相促進,共同發展,并保證技術上的可持續發展,在技術升級方面無需單獨的研究投入。這一點是任何現有現場總線技術所無法比擬的。同時機器人技術、智能技術的發展都要求通信網絡有更高的帶寬、更好的性能,通信協議有更高的靈活性。工業以太網都能很好地滿足這些要求。
工業以太網技術的發展趨勢:
由于以太網具有應用廣泛、價格低廉、通信速率高、軟硬件產品豐富、應用支持技術成熟等優點,目前它已經在工業企業綜合自動化系統中的資源管理層、執行制造層得到了廣泛應用,并呈現向下延伸直接應用于工業控制現場的趨勢。從目前國際、國內工業以太網技術的發展來看,目前工業以太網在制造執行層已得到廣泛應用,并成為事實上的標準。未來工業以太網將在工業企業綜合自動化系統中的現場設備之間的互連和信息集成中發揮越來越重要的作用。總的來說,工業以太網技術的發展趨勢將體現在以下幾個方面:
(1)實時通信技術
其中采用以太網交換技術、全雙工通信、流量控制等技術,以及確定性數據通信調度控制策略、簡化通信棧軟件層次、現場設備層網絡微網段化等針對工業過程控制的通信實時性措施,解決了以太網通信的實時性。
(2)總線供電技術
采用直流電源耦合、電源冗余管理等技術,設計了能實現網絡供電或總線供電的以太網集線器,解決了以太網總線的供電問題。
(3)遠距離傳輸技術
采用網絡分層、控制區域微網段化、網絡超小時滯中繼以及光纖等技術解決以太網的遠距離傳輸問題。
(4)網絡安全技術
采用控制區域微網段化,各控制區域通過具有網絡隔離和安全過濾的現場控制器與系統主干相連,實現各控制區域與其他區域之間的邏輯上的網絡隔離。
(5)可靠性技術
采用分散結構化設計、EMC設計、冗余、自診斷等可靠性設計技術等,提高基于以太網技術的現場設備可靠性,經實驗室EMC測試,設備可靠性符合工業現場控制要求。
3.3 現場總線
按照國際電工委員會的定義,安裝在制造或過程區域的現場裝置與控制室內的自動控制裝置之間的數字式、串行和多點通信的數據總線稱為現場總線。
現場總線技術是在80年代后期發展起來的一種先進的現場工業控制技術,它綜合了數字通信技術、計算機技術、自動控制技術、網絡技術和智能儀表等多種技術手段,從根本上突破了傳統的“點對點”式的模擬信號或數字一模擬信號控制的局限性,構成一種全分散、全數字化、智能、雙向、互連、多變量、多接點的通信與控制系統。
現場總線具有以下突出特點:開放性、互操作性、靈活的網絡拓撲結構、系統結構的高度分散性、現場設備的高度智能化、對環境的高度適應性。
現場總線是專為工業現場設計的,它可以使用雙絞線、同軸電纜、光纜、電力線和無線的方式來傳送數據,具有很強的抗干擾能力。
目前影響力和已經占有市場份額較大的總線包括:德國西門子公司推出的PROFIBUS(Process Field BUS)、德國BOSCH公司推出的CAN(Controller Area Network)、ISP 基金會和World FIP(北美)兩大集團合并成立的FF(Foudation Fieldbus) 、美國Rockwell Automation企業開創的ControlNet/DeviveNet、丹麥ProcessData公司的P-net等等。
由于整流設備的控制部分采用SIEMENS 公司S7-200系列PLC,所以現場設備層通訊無疑必選PROFIBUS-DP協議的現場總線。
3.4 串口通訊網絡
串口通訊是計算機上一種非常通用設備通信的協議,同時也是儀器儀表設備通用的通信協議。
串口通信的概念非常簡單,串口按位(bit)發送和接收字節。盡管比按字節(byte)的并行通信慢,但是串口可以在使用一根線發送數據的同時用另一根線接收數據。它很簡單并且能夠實現遠距離通信。典型地,串口用于ASCII碼字符的傳輸。通信使用3根線完成:(1)地線,(2)發送,(3)接收。由于串口通信是異步的,端口能夠在一根線上發送數據同時在另一根線上接收數據。其他線用于握手,但是不是必須的。串口通信最重要的參數是波特率、數據位、停止位和奇偶校驗。
常用的串行連接標準包括RS-232、RS-422、RS-485:
RS-232(ANSI/EIA-232標準)是IBM-PC及其兼容機上的串行連接標準。可用于許多用途,比如連接鼠標、打印機或者Modem,同時也可以接工業儀器儀表。用于驅動和連線的改進,實際應用中RS-232的傳輸長度或者速度常常超過標準的值。RS-232只限于PC串口和設備間點對點的通信。RS-232串口通信最遠距離是50英尺。
RS-422(EIA RS-422-A Standard)是Apple的Macintosh計算機的串口連接標準。RS-422使用差分信號,RS-232使用非平衡參考地的信號。差分傳輸使用兩根線發送和接收信號,對比RS-232,它能更好的抗噪聲和有更遠的傳輸距離。在工業環境中更好的抗噪性和更遠的傳輸距離是一個很大的優點。
RS-485(EIA-485標準)是RS-422的改進,因為它增加了設備的個數,從10個增加到32個,同時定義了在最大設備個數情況下的電氣特性,以保證足夠的信號電壓。有了多個設備的能力,你可以使用一個單個RS-422口建立設備網絡。出色抗噪和多設備能力,在工業應用中建立連向PC機的分布式設備網絡、其他數據收集控制器、HMI或者其他操作時,串行連接會選擇RS-485。RS-485是RS-422的超集,因此所有的RS-422設備可以被RS-485控制。RS-485可以用超過4000英尺的線進行串行通行。
利用鉑電阻或熱電偶等檢測元件,對槽體內的槽液溫度和高溫爐內的溫度進行測量,并將采集信號(13個槽體溫度)連至帶通訊功能的數顯表,不僅可以在槽溫集中控制柜面板上實時、全面的觀察到每個槽體的溫度狀態,而且還可以利用其RS485通訊口,與工控機連接,便于采集和控制溫度參數,從而實現恒溫控制。
4、鋁型材電源控制系統中網絡通信應用
鋁型材氧化車間分布式供電的全自動電源綜合控制系統的通訊網絡架構圖如下:
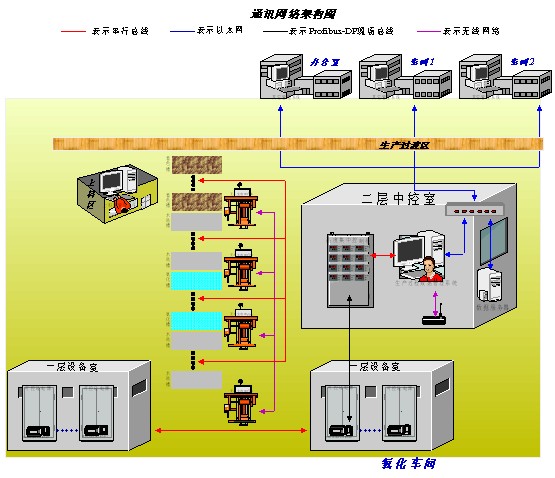
圖1 通信網絡架構圖
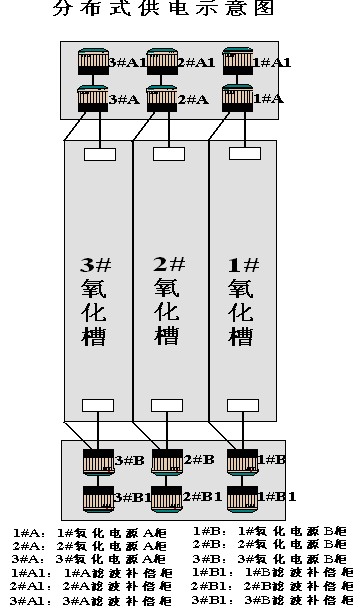
圖2 氧化槽分布式供電示意圖
在此項目中每一個氧化槽都是由AB柜分布在槽兩端同時進行供電的,A柜為主柜它通過Modbus通訊向B柜發送開機/停機、穩壓/穩流、遠控/近控等控制指令,還向B柜傳輸電壓、電流、工作時間、軟起時間、預浸時間等工作參數。同時B柜會把它的工作的電壓、電流等工況參數和工作狀態回傳給A柜,使AB柜的工作狀態始終保持在同步狀態。A柜在與B柜保持同步的同時通過Profibus DP模塊EM277把所有的氧化電源接入Profibus DP總線后向上與三菱Q系列PLC進行DP通訊把AB柜的數據和狀態都傳送給三菱Q系列PLC,同時三菱Q系列PLC還要向AB柜發送工作參數和控制指令,實現遠控臺的遠端操作。
在中控室為了和生產線進行對接和實現整個生產線的全自動化控制,三菱Q系列PLC把所有數據連接到我方的上位機并且還要與CCR上位機通過MNET/H網絡進行通訊,實現在上位機上就可以對整個氧化車間的所有設備進行全局的控制。
以下為全自動分布式供電的綜合控制系統的主要操作監控畫面:

圖3 氧化電源操作監控畫面

圖4 上位機監控畫面
5、結束語
隨著國內鋁型材行業不斷的發展,鋁型材表面處理用整流電源相關技術也得到了快速發展。鋁型材表面處理行業發展到今天,其生產的規模化,管理的現代化和智能化,以及流水線的生產,都對整流器設備提出了較高的要求,不僅僅要求整流器的輸出穩定和可靠,更要求整流器的組網方便,穩定易,擴展。隨著現代信息技術和PLC技術的不斷發展,分布式控制系統在工廠自動化和過程自動化中的應用迅速增長,現場總線技術已經大量使用。網絡通信方式的多樣化和通信速度的提高,使信息交換領域從現場設備控制層到企業管理層的不斷擴大,引起了自動化系統結構的變革。以網絡為主干的自動化分布式控制系統成為行業趨勢。作為電源生產商,結合實際經驗來研究和分析網絡通信在鋁型材整流器中的應用。
本文對鋁型材電源控制系統網絡架構的研究和討論,實現了基于RS485的MODBUS網絡為下層基礎,Profibus-DP總線為上下連接的骨干支架,以太網為上層建筑的網絡架構實現了上位機和下位機的數據交換。在用戶的實際使用過程中,證明了該網絡通信架構的實用性和合理性。