
1 前言
1.1 太陽能光伏電池產業的發展情況
太陽能作為一種清潔的可再生能源,是未來低碳社會的理想能源之一,當下正越來越受到世界各國的重視。
我國也正在大力推進光伏新能源產業,2009年我國光伏電池總產量約占全球總產量的36%,主要集中在晶體硅電池領域。2009年11月,溫家寶總理向首都科技界發展講話,強調重點發展新能源等五大新興戰略產業。2009年來,光伏產業進入政策頒布密集期:國務院《電子信息產業調整和振興規劃(2009-2011年)》將光伏產業列為調整振興重點;財政部發布《關于加快推進太陽能光電建筑應用的實施意見》、《太陽能光電建筑應用財政補助資金管理暫行辦法》;財政部、科技部、國家能源局聯合發布《關于實施金太陽示范工程的通知》。《新源產業振興規劃》也將于近期出臺。這一系列的政策措施給中國未來的太陽能光伏產業提供了一個廣闊的發展空間。
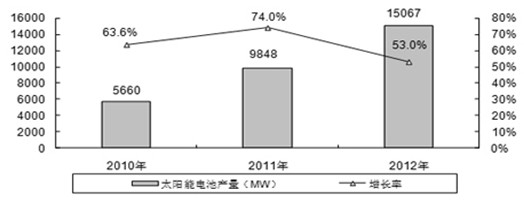
圖1 2010-2012 年中國太陽能電池產量預測
1.2 太陽能光伏電池產業鏈
光伏電池鋁型材主要用在太陽能光伏電池板上,作為其邊框并起受力支撐作用,產品主要為鋁合金邊框和支架材料,如圖2、3所示。
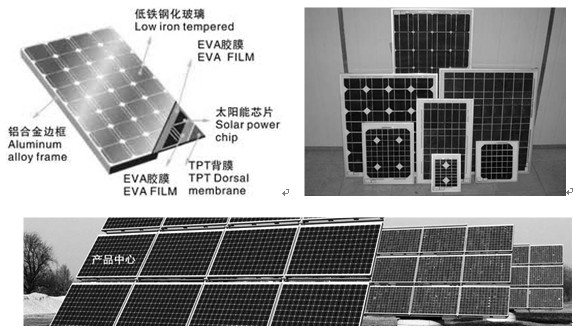
圖2 太陽能電池板的結構與組成
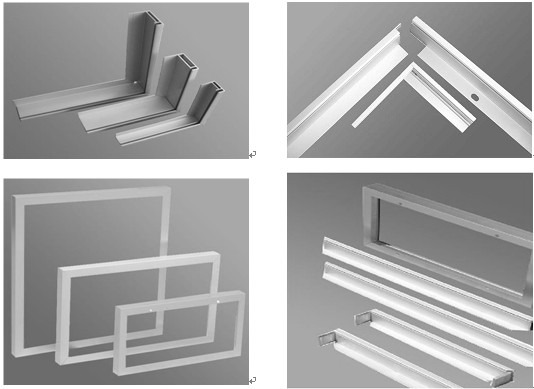
圖3 部分太陽能電池板鋁型材邊框用產品
1.3 太陽能光伏電池邊框的鋁型材生產的技術狀況
目前國內外光伏太陽能邊框型材雖然只有陽極氧化、著色及電泳二種表面處理方式,但其比建筑鋁合金型材和一般工業用鋁合金型材具有更高的質量要求,具有高尺寸精度、高力學性能、高耐蝕、高耐磨、高耐侯性以及外觀品質等特殊質量要求,
中國大陸鋁材制造業經過近20年發展,已成為全世界鋁材生產供應大國,但對太陽能電池配套用鋁型材這一高端產品開發上才剛剛起步,零缺陷產品外觀,對絕大多數鋁業來構成的開發壁壘,部分已開發并產業化單位,后工序表面處理合格率只有70%~75%。本公司在產品開發后的產業化過程中進行了設備、技術、工藝創新,使后工序產品合格率達高居同行業榜首,達95%,實現了質量與效益的雙豐收。
2 高品質光伏型材規模化生產中的配套技術
2.1多重凈化技術及鋁棒的均勻化處理保障了鋁棒的質量:
采用的凈化技術設施:熔劑覆蓋保護法、鋁液臺包內的熔體凈化(爐前凈化)、固體熔劑凈化法+惰性氣體吸附法、爐外在線精煉法(旋轉噴吹凈化法)、陶瓷過濾板過濾法。
在工業發達國家,1980年開始對6063合金擠壓型材的鑄錠進行均勻化處理,現在已經普及,但我國經過均勻化處理的還不到鑄錠總量的18%。多數擠壓廠為了節省成本,取消了這一步熱處理,從而造成我國大部分高級鋁型材市場被國外產品所占領,只有少數較大的企業對其鑄錠進行均勻化處理。
為配套此項目, 制訂嚴格的均勻化工藝及均勻化質量檢驗標準,從而使鋁材質量的突出問題---均勻性(一致性)和穩定性得以提高。
2.2模具:配套硬、軟件設施對質量的保證:
2.2.1 基于遺傳算法的擠壓模CAE系統引進與應用,從而優化設計模具結構,預測實際擠壓過程中可能出現的缺陷,在擠壓之前修改模具結構、調整工藝參數,提高試模通過率,實現“零試模”。
2.2.2 項目配套了5座氣體氮化爐,該技術大大提高了模具工作帶耐磨性提高、摩擦系數降低,使模具壽命延長。
2.2.3 項目配套了30座電磁加熱式模具快速加熱爐,其較行業普通加熱爐的優點如下:
1) 使模具加熱到400~450℃由普通爐的2.5~4小時縮短到只需30~40分鐘。
2) 模具裝卸機械化。輸入編好的程序后,即可機械化裝爐、加熱到既定溫度、自動選擇所需的模具并運送到擠壓機旁。
3) 加熱更加均勻。熱風均勻地進入每個模具所在的加熱腔(板座),消除了未熱透的冷點,確保了所有模具都得到均勻的加熱。
4) 由于裝卸模具的門很小.熱氣外逸量少,既節約了能源,又改善了工作環境。
2-4.項目配套的Romidot以色列勒米特型材斷面尺寸測量系統(斷面掃描儀及軟件系統)。鋁型材斷面全尺寸自動測量系統(斷面掃描儀)是基于軟件和二維光電掃描測量設備的集成系統,ROMIDOT儀器是基于線性CCD掃描技術進行擠出型材斷面尺寸檢測的自動化檢測儀器,解決了傳統工具對復雜尺寸不能檢測、檢測精度低和檢測效率低的不足。主要用于鋁型材生產過程中的質量控制和靜態數據統計分析,同時還用于研發部門的新產品開發和擠出模具的磨損監測。
2.3 擠壓工序
2. 3.1 設備技術改造
2.3.1.1鋁棒加熱爐
鋁棒加熱爐是整條鋁型材生產線上的能耗大戶之一,因此降低其能耗的意義重大。鋁棒加熱是型材擠壓的基礎,提高鋁棒加熱質量、加熱速度對保證擠壓制品的質量意義十分重大。降低能耗,提高成品率,對降低成本的作用非常顯著,對加強一次能源利用率,緩解目前我國電能緊張的現狀有十分重要的意義。
項目在鋁棒加熱爐上進行了如下優化:
1) 長棒加熱方式取代傳統的短棒加熱方式,擠壓前依據所需的長度進行切取,從而使工藝廢料降低。
2) 優化加熱爐的設計(包括爐內凈長、煙氣加熱噴管技術規格、鋁棒輸送輥間距,尺寸及線速度的確定)、加熱爐的熱源設計、熱工參數優化。
此鋁棒加熱爐加熱的鋁棒表面質量好,適用于高精度鋁材的加工.預加熱時間短,僅為30min~40min;熱效率提高;鋁棒前后溫差由原來的25℃降為5℃。
2.3.1.2 每臺擠壓機增設紅外溫度溫控儀。
實現型材出口溫度的在線監控,使出口溫度嚴格控制在520~540℃,從而保證充分固溶。
2.3.1.3 改造風冷淬火設備。
增加風冷風量;對T66狀態要求,采用水霧淬火與風冷淬火相結合。通過這些措施,提高了降溫速度,使決定合金力學性能的強化相得到保留。
2.3.2 時效工藝優化
鋁合金型材的時效硬化是一個相當復雜的過程,它與合金元素的組成,擠壓生產工藝的執行及時效工藝的選擇都有很大的關系。目前學者認為:時效硬化的溶質原子偏聚形成硬化區的結果。
鋁合金型材在淬火固溶時,合金中形成了空位,由于冷卻快,這些空位來不及移出,便被“固定”在晶體內,這些在過飽和固溶體處于不穩定狀態,必然向平衡態轉變,空位的存在,加速了溶質原子的擴散速度,因而加速了溶質原子的偏聚。
對于化學成分相同,擠壓工藝相同的鋁合金型材,選擇不同的時效工藝制度,其抗拉強度是有差別的。根據時效工藝制度與抗拉強度的關系曲線,從中可以得出結論。
1) 經175℃、8h熱處理后,鋁合金型材的抗拉強度較高(最高達到14H以上)。
2) 經200℃、2h,180℃、4h,時效溫度較高時,有助于強度峰值的回升,但在隨后的保溫過程中呈下降趨勢。
3) 經170℃較低溫度時效時,需要16h才能達到強度的峰值,最終趨于平穩。
以上是時效原理及時效工藝的利弊。下面從時效制度的作用機理來選擇時效工藝制度。
第一、在時效溫度較高時,由于原子擴散容易,組織的固溶處理較快,所以達到峰值的時候較短,但在后續熱處理中,隨著時間的延續,合金組織軟化,出現“過時效”現象,因此,強度指標呈下降趨勢。
第二,在時效爐溫度較低時,由于原子能力擴散能力限制,固液處理緩慢,雖然隨著保溫時間的加長,材料強度指標有回升趨勢,但終因溫度影響,為能達到理想的處理效果。
針對光伏太陽能鋁合金型材,合金牌號:6060供應狀態T66(水冷淬火+人工時效,力學性能比T6略高)的要去,決定采用175℃、8h的時效工藝制度。經現場多批次抽查,硬度全部合格。
2.4 采用不對稱波電解著色技術
光伏型材市場需求只有白色和黑色兩種。其中黑色包括“氧化黑色”、“有光電泳黑色”,“透明消光黑色”。由于黑色產品光伏市場需求旺盛,但普通的錫-鎳鹽著黑色著色時間長(氧化膜厚度為15~25um時著色時間長達20~30min),不僅對陽極氧化膜的性能有所損傷,而且工序處理能力低,不能滿足大批量集中處理的需求,生產效率及交貨的及時性受到制約。不對稱波電解著色技術改造項目正是基于改善普通錫-鎳鹽著色工藝的不足及填補工業規模化應用處于空白狀態而進行的改造項目。
不對波電解著色系統,是可調不對稱波形電源輸出系統,對著色電源整流系統增加一個同步變壓器,利用控制可控硅的導通角,實現交流輸出波形的正半周與負半周大小不同,產生不對稱的著色波形輸出,并保證正負電壓差在0.5-2V可調,保證著色效率的同時兼顧色彩的表現。
技術優勢:A.該著色方法可在10分鐘內著出真黑色,提高了生產效率60%以上,解決行業生產中對深色系著色效率低的問題。B.實行此項目可豐富公司的產品結構,提高公司產品附加值與市場競爭力。
2.5 透明消光電泳型材生產線技術
透明消光電泳生產工藝環保,產品具有超強的耐候性能和優越的抗酸堿性能,克服了透明有光電泳遮蓋能力差的缺點,具備防止光污染的特質,是鋁合金型材加工技術的新方向。
由于產品質量性能卓越,外觀視覺效果柔和,質感細膩,色澤莊重典雅,更加符合國際尖端潮流的審美觀點,產品具有巨大的市場竟爭力,市場前景廣闊。
采用關西涂料的黑色消光電泳產品完全達到光伏型材的質量要求,這不僅拓寬了光伏型材產品種類,同時表面處理合格率達99%,大大高于有光電泳料。
2.5.1 技術特點:
以調整電泳槽液成份及相關工藝為主,以調整陽極氧化電解著色膜光澤度為輔,形成獨特的光澤度控制技術。Gs(60)可低至5~25GU,且可按要求調節
免干電泳技術:本項目研究開發出免干電泳技術,避免工件入槽前需保證完全干燥無水這一普通消光電泳的苛刻要求,實現可掛水入槽的方式,從而極大地提高生產效率。
可將固化前的干燥與固化工序融合,縮短干燥時間,采用兩段控溫方式在固化爐內干燥與固化既節約空間,又大大提高規模化產業水平的改進。
2.5.2 產品性能指標:
產品質量達到日本標準JIS H8602-1992《鋁合金型材陽極氧化電泳復合膜》的要求。
鉛筆硬度達到5H以上
附著力達到100/100
CASS試驗(48h)達到10級
耐堿性和耐鹽酸性均達到10級
2.6 中溫封孔
光伏太陽能鋁合金封孔型材因其氧化膜最低厚度≥15um,還應具備抗熱裂性,故選擇中溫封孔工藝。
太陽能鋁型材不同于普通的建筑鋁型材,一個附加的產品要求是每根型材都需要貼復合膜保護,并且要求所貼復合膜既粘合牢固,又要求待復合膜撕開后太陽能鋁型材表面不存在粘膠現象。對采用中溫封孔工藝的廠家時常是一個頭痛的問題。封孔需要“陳化”,現行的中溫封孔工藝使得廠家不得不采取延長貼膜前的停放時間來緩解粘膠問題,這需要車間有足夠的空間與周轉車輛。對電解黑色氧化料脫膠現象更嚴重。因此開發新型的中溫封孔才能從根本上解決問題。
通過大量的配方實驗研究,開發出中溫封孔抑灰劑產品,從而放寬了中溫封孔上限溫度,以強化水合封孔功能來縮短“陳化”時間,新型中溫封孔工藝克服了貼膜脫膠缺陷,使得陽極氧化產品下排后就能及時貼膜包裝、而不會產生脫膠現象。
A.新型中溫封孔工藝
溫度:50℃~60℃
PH值:5.7±0.2
時間:1mm/min,溫度越高,時間越短,封孔質量越好。
中溫封孔完畢后,經過二道水洗,吊入高溫去離子水槽浸泡10~15min,去離子水溫度75℃,PH值5~7,為后工序覆膜打下基礎。
B.新型中溫封孔的技術優勢
1 * GB3 ①能適應增強封孔效果的高溫度要求而無掛灰;
2 * GB3 ②由于封孔后無需“陳化”而封孔質量檢測合格,失重試驗在10~18mg/dm2,,優于國家標準。
3 * GB3 ③不僅滿足了即時包裝貼膜的需要,而且增強了產品的抗腐蝕性、耐候性。
2.7 T66供應狀態的工藝技術的開發
6063與6060合金目前國應用的供應狀態只有T5與T6,而太陽能電池框架用鋁型材要求力學性能更高,部分產品要求T66供應狀態。
而在國內外標準中,T66供應狀態雖力學性能要求明確,但處理過程沒有明確說明。T66供應狀態的工藝控制,國外企業將作為企業的技術秘密,國內企業較少采取,工藝控制技術不成熟。
本公司通過特殊工藝的控制以得到比T6狀態具有更高力學性能水平6XXX系合金的T66供應狀態。
2.8 “零缺陷產品外觀” 實現的具體措施
在生產的各工序環節進行設備、制造工藝的技術改造,同時在生產流程及產品質量上推行精益化生產管理,使外觀缺降率由15%降至3%。具體措施和技術方案為:
|
控制工序 |
主要外觀缺陷類別 |
措施 |
技術方案 |
|
模具 |
色帶、焊合線、條紋 |
1.優化結構設計 2.工作帶的拋光與氮化 |
1.基于遺傳算法的擠壓模CAE系統的應用。 2.氣體氮化技術對模具工作帶進行氮化。 |
|
鑄棒質量與擠壓工藝 |
夾渣、毛刺 |
熔鑄過程中鋁溶體的凈化。 擠壓工藝 |
鑄造過程中運用在線除氣裝置。 增加鋁棒壓余厚度(規范見附表)。 規范盛錠筒的清缸次數為每10支棒清一次。 4.規范鋁棒加熱爐溫度設定 |
|
擠壓車間氧化車間與中轉運輸 |
擦、碰傷 |
1.精益化生產管理。 2.工裝設備改善。 |
1.完成全自動低壓路軌運輸車技術改造。 2.立式氧化自動上排裝置。 3.下排分料與升降裝置。 |
|
表面處理 |
塵點、顆粒 |
以立式掛料使型材的表面處于垂立狀態。 |
投資立式氧化線用于太陽能電池邊框用鋁型材的生產。 |
3 總結
我國以及全世界太陽能光伏電池的快速發展帶來對高性能鋁型材邊框的巨大需求,太陽能電池邊框用鋁型材的高尺寸精度、高力學性能、高耐蝕、高耐磨、高耐侯性以及外觀品質等質量要求,對我國鋁型材制造業目前來說形成技術障礙,成品率低下是產業規模化生產的瓶頸,通過介紹高品質光伏型材規模化生產中的配套技術,為太陽能產業的關鍵配套材料的國產化、突破該領域的技術瓶頸提供借鑒。太陽能光伏電池發展極其迅速,對邊框用鋁型材的需求量每年增長極快,只有解決產品質量難以保證、成品率低下的產業瓶頸,才能實現了太陽能產業的關鍵配套材料的國產化。

