
隨著鋁合金型材在建筑、電子、汽車和軌道交通等方面的應用日漸增加,鋁合金型材的形狀也日趨多樣化和復雜化。某些形狀的鋁型材會給擠壓生產帶來一定的困難,如圖1和圖2所示A、B兩款型材,屬于形狀不對稱且壁厚不均,不僅擠壓出料存在困難,而且鋁型材冷卻后會產生彎曲,影響鋁型材矯直質量。
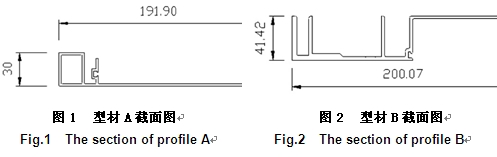
兩款形狀不對稱壁厚不均的鋁型材
1 原理
我們對類似鋁型材進行了大量的觀察,發現在目前的冷卻方式和條件下,鋁型材正常出料后在冷床上冷卻,數分鐘后就會出現型材向空心部位或壁厚較厚的部位彎曲的現象,如圖3和圖4所示。
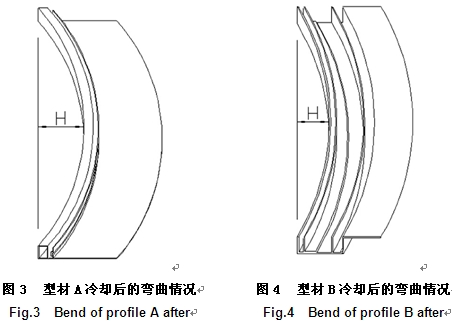
鋁型材正常出料后在冷床上冷卻后彎曲現象
這種冷卻后產生彎曲的過程,可分為以下幾個階段[1]:
(1)鋁型材薄壁部分溫度下降快,先產生收縮力,厚壁部分或空心管部分溫度下降慢,幾乎沒有收縮力;
(2)薄壁部分截面積較小,產生的收縮力較小,或被牽引機牽引力消除;
(3)鋁型材離開牽引機,溫度繼續下降;
(4)鋁型材厚壁部分或空心管部分截面積較大,隨著溫度下降逐漸產生較大收縮力,薄壁部分溫度已大幅下降,不再產生收縮力或收縮力較小;
(5)鋁型材截面上受到的收縮力大小不均,型材沿擠壓方向往厚壁部分或空心管部分彎曲。
2 試驗條件和試驗方案
根據以上的原理分析,我們設計和使用高壓氣霧噴嘴,對鋁型材A和鋁型材B在出料口進行如圖5和圖6所示的局部冷卻,使鋁型材整體冷卻速度趨于同步和均勻。具體試驗條件如表1~表3所示。
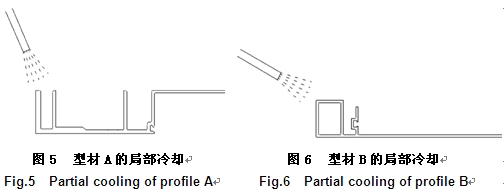
表1 試驗型材條件
Table 1 The conditions of the test profiles
|
型材 |
類型 |
總截面積 /mm2 |
空心管(厚壁)部位截面積 /mm2 |
出料溫度 /℃ |
擠壓速度 /m·min-1 |
擠壓長度 /m |
|
型材A |
空心型材 |
666.65 |
242.74 |
530~540 |
12 |
30 |
|
型材B |
實心型材 |
1134.25 |
541.93 |
530~540 |
10 |
30 |
表2 普通冷卻條件
Table 2 The conditions of the normal cooling
|
試驗對象 |
出料冷卻方式 |
風機功率/kW |
風機數量/個 |
空氣溫度/℃ |
|
型材A |
風冷 |
0.75 |
5 |
38~45 |
|
型材B |
風冷 |
0.75 |
5 |
38~45 |
表3 局部冷卻試驗條件
Table 3 The conditions of the partial cooling
|
試驗 對象 |
出料冷卻 方式 |
氣壓/MPa |
噴嘴孔徑/mm |
氣水混合比 |
水溫/℃ |
噴嘴與型材 距離/mm |
噴嘴數量/個 |
|
鋁型材A |
高壓氣霧 |
0.4 |
6 |
約5:1 |
40~45 |
200 |
1 |
|
鋁型材B |
高壓氣霧 |
0.4 |
6 |
約5:1 |
40~45 |
200 |
1 |
我們使試驗鋁型材分別在普通冷卻條件和局部冷卻條件下進行冷卻,測量鋁型材在離開牽引機進入冷床時其各部位的表面溫度,并測量鋁型材在矯直前的彎曲程度(如圖3和圖4中所示尺寸H)。
3 試驗結果及分析
3.1 表面溫度
經過普通冷卻和局部冷卻兩種條件冷卻,鋁型材在離開牽引機時其各部位表面溫度如表4所示。
表4 鋁型材離開牽引機時各部位表面溫度
Table 4 The surface temperature of each section of the profile while it left the puller
|
試驗對象 |
普通冷卻 |
局部冷卻 |
||
|
厚壁部/空心管 |
薄壁部 |
厚壁部/空心管 |
薄壁部 |
|
|
鋁型材A |
411℃ |
312℃ |
353℃ |
364℃ |
|
鋁型材B |
403℃ |
331℃ |
337℃ |
371℃ |
由表4可知,在普通冷卻條件下,A、B兩款鋁型材在離開牽引機時,其厚壁部或空心管的表面溫度都比薄壁部的要高約70~100℃。而局部冷卻的方式,雖然沒有使用滑出臺的風機冷卻,所以薄壁部的表面溫度比采用普通冷卻時的要高,但由于采用高壓氣霧噴嘴對厚壁部和空心管進行局部冷卻,所以該部位的溫度較普通冷卻要低,甚至比同條件下的薄壁部的表面溫度更低。試驗結果表面,局部冷卻的方式能夠有效調節鋁型材出料后的冷卻平衡。
其主要原因如下:
(1)普通風冷條件下,鋁型材各部位與空氣接觸的換熱系數均相等,但由于壁厚或形狀不同,各部位的散熱速度不相等,所以,厚壁部或空心管的散熱速度比薄壁部慢[2];
(2)采用局部高壓氣霧冷卻時,由于同時存在空氣和水兩種換熱介質,且水的換熱系數比空氣大,所以能提高散熱速度;
(3)高壓空氣將水霧化,增加了水和型材接觸的表面積,同時破壞了水和高溫型材接觸時產生的蒸氣膜,提高了換熱效率[3];
(4)高壓氣霧噴嘴具有較強的方向性,氣霧的夾角約為25°~30°,能夠實現局部冷卻而不影響型材其它部位。
3.2 鋁型材彎曲程度
經過普通冷卻和局部冷卻兩種條件冷卻,鋁型材矯直前的彎曲程度H的測量結果如表5所示。測量對比結果表明,在出料口進行局部冷卻能有效地減小鋁型材在冷卻過程中的彎曲程度。
表5 鋁型材的彎曲程度H
Table 5 The bend degree of the profiles
|
試驗對象 |
普通冷卻 |
局部冷卻 |
|
鋁型材A |
960mm |
246mm |
|
鋁型材B |
872mm |
197mm |
其主要原因是鋁型材在出料時,厚壁部或空心管這種較難冷卻的部位被高壓氣霧急速冷卻,產生了較強的收縮應力,薄壁部自然冷卻也產生一定的收縮應力。雖然前者比后者的收縮應力大,左右收縮應力尚存在不平衡,但由于鋁型材受到牽引機的牽引,此不平衡的收縮應力被牽引力所抵消。當鋁型材離開牽引機時,鋁型材的整體溫度已下降至350℃左右,在冷床上采用風冷所產生的收縮應力較小,左右兩邊的不平衡收縮應力也較小。因此,當鋁型材冷卻至室溫時的彎曲程度也較小。
4結論
文章介紹了鋁型材冷卻后產生彎曲原因,主要是由于鋁型材在冷卻后截面各點產生的收縮應力不平衡所致。而鋁型材截面各點的冷卻速度不均,是導致收縮應力不平衡產生的主要原因。通過制作和使用高壓氣霧噴嘴,對鋁型材進行局部冷卻,使鋁型材截面各點的冷卻速度和收縮應力趨于平衡,最終減小鋁型材冷卻后的彎曲程度,提高鋁型材的矯直質量。試驗條件為鋁型材出口溫度,擠壓速度10~12m/min,高壓氣霧氣壓約0.4MPa、氣水混合比約5:1,水溫40~45℃,噴嘴數量1個。試驗結果為鋁型材離開牽引機時其厚壁部或空心管表面溫度340~350℃,薄壁部表面溫度約370℃,冷卻后彎曲鋁型材的弧高H為200~250mm。
我們通過觀察鋁型材冷卻產生彎曲的現象,得出了產生該現象的規律及其原理,通過制作和使用專門的局部冷卻裝置,對兩款具有代表性的鋁型材進行試驗,最終得出以下結論:
(1)在普通風冷的條件下,鋁型材會向冷卻較慢的部位產生彎曲,冷卻速度差異越大,彎曲程度越高[4,5];
(2)采用高壓氣霧的冷卻方式,可有效加快鋁型材局部的冷卻;
(3)在鋁型材出料時對較難冷卻部位采用局部冷卻,使其與較易冷卻部位的冷卻速度相平衡,可減小鋁型材在冷床冷卻后的彎曲程度。

