
1.前言
長期以來,鉻酸鹽鈍化因操作簡單、成本低廉、質量可靠,廣泛使用于鋁型材生產企業的表面處理。但六價鉻具有毒性且易致癌,隨著人們對環保意識的增強,鉻酸鹽的應用將受到嚴格的限制。歐美國家從70年代開始就進行了無鉻替代的研究,并且越來越多的行業被禁止在前處理步驟中使用有鉻工藝。
鉻酸鹽已被美國等環保協會列為極毒品,2000年歐洲議會通過ELVs法規定每輛汽車用于零部件表面防護處理的六價鉻用量不得超過2g,歐盟ROHS限制包括Cr6+在內的六種成分在電氣電子設備的使用。歐洲在2016年底將全面禁止六家鉻在建材行業中的使用。
國內許多地方政府考慮到傳統的鉻酸鹽鈍化中六價鉻和三價鉻的環境危害性,以及治理和監管的困難,紛紛出臺了嚴格限制采用傳統的含鉻鈍化工藝的環境政策。鋁型材生產企業在保證產品質量和市場競爭力的前提下,如何積極和科學應對國家地方環境保護法律法規,在保證噴涂產品質量性能的條件下,經濟合理地采用無鉻鈍化噴涂前處理工藝,順應社會發展潮流,保護環境造福子孫后代,是值得鋁型材行業共同探討和思考的問題。
2.幾種常見的無鉻表面處理技術
2.1鋯鈦類處理
鋯鈦處理體系從20世紀80年代開始發展,是目前為數不多的得到工業化應用的工藝之一。它最早用于易拉罐的表面處理,后來逐漸擴展到汽車、電子、航空、建筑型材等行業。這種工藝的處理液主要由含鈦、鋯、鉿的金屬鹽,氟化物,硝酸鹽和有機添加劑組成,通過浸漬、噴淋的方式形成轉化膜。
2.2 硅烷處理
在硅烷分子中同時存在親有機和親無機的兩種官能團,通過硅烷偶聯劑就可以把有機材料和無機材料這兩種性質差異很大的材料牢固結合在一起。對于鋁合金而言,硅烷可與基底鋁合金形成極強的Me─O─Si鍵,而硅烷的有機部分又可與表面涂層形成化學鍵結合。因此,硅烷處理可大大提高表面涂層與基體鋁合金的結合力,從而提高鋁合金的耐蝕性。
2.3鉬酸鹽化學轉化膜
鋁合金表面的鉬酸鹽轉化膜可通過兩個階段形成:首先是鉬酸根離子在鋁合金表面吸附,吸附的鉬酸根離子發生了兩種不同的反應,一種是與金屬/溶液界面處的H+結合,形成鉬酸,進一步發生水解反應,形成MoO3沉積在鋁合金的表面,然后形成內層的MoO(OH)2;另一部分吸附的鉬酸根離子在酸性條件下具有弱氧化性,在鋁表面發生還原反應,還原產物MoO2與 MoO(OH)2 共同構成了轉化膜,轉化膜使鋁合金表面的耐蝕性得到了加強。
無鉻表面處理技術還有高錳酸鹽轉化膜法、鈷鹽轉化膜法、鋰鹽轉化膜法、有機酸轉化膜法等等,目前鋯鈦體系、硅烷處理等已經在工業上使用,隨著環保要求的進一步加強,各項技術的進一步發展,無鉻表面處理的工業化應用會更加廣泛。目前,在鋁型材生產企業中,使用較多的是鋯鈦系和硅烷體系的無鉻轉化膜噴涂前處理技術,我公司采用的是某國際著名表面處理供應商提供的鋯鈦系無鉻前處理產品。
3.鋯鈦系無鉻產品的原理
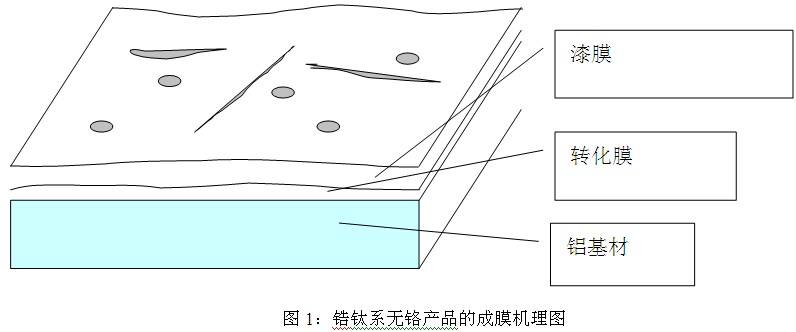
鋯鈦系無鉻轉化膜與傳統的鉻化處理相比較,轉化膜的厚度要薄一些,裸膜的耐蝕性相應也要差一些。但是無鉻轉化膜緊密而且沒有裂紋,附著性與較厚的鉻化膜比較顯得更加好一些。因此在靜電噴涂或液體噴涂之后,有利于保持噴涂層的最佳耐蝕性,也就是說,漆膜結合后的總體性能來看,兩種化學轉化處理沒有差別。
鋯鈦系無鉻產品的成膜機理如下圖:
4.我公司的無鉻前處理噴涂生產工藝
我公司的無鉻前處理噴涂生產線是立式生產線,相較臥式前處理生產線,由于掛料鏈速的限制,除油槽除油時間一般在1-6min,而臥式生產線的除油時間可達到5-15min,除油不良會直接影響無鉻轉化工序的順利實施,加上無鉻轉化工序本身的敏感性,為確保最終產品質量的穩定性,在整個原材料——生產過程——最終產品的流程中,必須加強監管,確保各項指標在規定的范圍內,我公司在原材料控制、生產過程質量監控、成品質量檢驗三個方面強化管理、狠抓落實,實現了無鉻前處理立式噴涂線的正常運轉,產品質量穩定,無相關客戶投訴。
4.1生產工藝流程圖
自來水洗——預脫脂——脫脂——自來水洗——純水洗——無鉻轉化——自來水洗——自來水洗——純水洗——烘干——靜電噴涂——固化——下架
4.2原材料檢驗
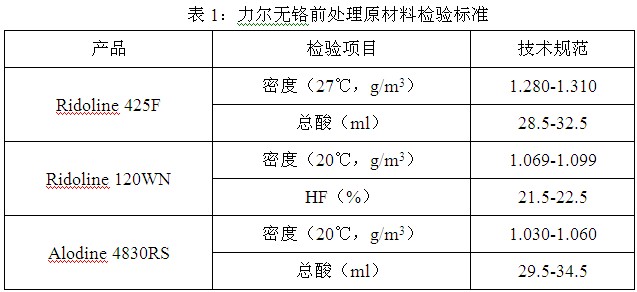
4.2.1嚴格控制前處理所用原材料
經與供貨廠家協調溝通,嚴格按照原材料檢驗標準對前處理所用藥品進行檢驗,對于不符合技術規范的原材料,一律禁止用于生產線,由采購人員聯系供貨商進行退換貨,檢測中心與生產車間緊密配合,在源頭上控制產品質量。
4.2.2嚴格控制上料時的基材質量
對有手套印、時效油斑或石墨印的型材上掛前采用砂布打磨處理,避免出現局部除油不干凈。
4.3生產過程質量監控
4.3.1檢測中心加大各槽液的檢驗頻率
對于預脫脂槽和脫脂槽的游離酸及鋁離子每4小時測一次,確保達到完備的除油效果;對于無鉻轉化槽的游離酸、PH值、電導率每4小時檢測一次,確保無鉻轉化膜的成形;對于脫脂后與無鉻轉化后的純水洗PH值和電導率,均采用每4小時檢測一次的頻率,確保水洗的效果。脫脂槽的刻蝕量要達到1g/㎡以上,無鉻轉化的膜重控制在20-150 g/㎡,檢測頻次均為每天一次。
4.3.2生產線工藝員加強監控
生產線工藝員加強對鏈速、各槽液的PH值、電導率的實時監控,對于出現的工藝參數異常,及時做出調整,結合檢測中心的檢驗結果,根據現場的實際經驗,使各工藝參數控制在合理的范圍內,確保生產工藝的穩定性。
4.3.3與供應商密切合作
邀請無鉻前處理藥品供應商與粉末供應商到現場指導,針對實際生產中存在的問題,綜合多方力量,查找對策,尋找出系統性解決方案。
4.3.4綜合協調控制
對人、機、料、法、環、測的綜合協調控制,提高人員積極性、改良設備性能、加強原材料檢驗、嚴格工藝控制參數、改善現場環境、提高檢驗的效率與效果,實現了生產過程的連續大批量穩定生產。
4.4成品質量檢驗
對于成品質量檢驗,質量部門對下架產品加大抽檢頻度,避免出現批量質量事故,采用了多種檢測方式,如劃格、折彎、敲擊等,對于有異常的產品,及時追溯前面的生產過程;每班均抽樣進行涂層常規性能檢測,如附著力、沸水附著力、沖擊、杯突等;日常檢測采用了高壓水煮2小時候劃格,用膠帶粘貼,無脫落,比GB 5237.4-2008及Qualicoat標準都加嚴了要求;對無鉻粉末噴涂成品按照GB/T 10125規定進行1000H乙酸鹽霧試驗,結果為合格,按照GB/T 1740規定進行 1000H的耐濕熱性試驗,結果為合格,按照GB/T 1865-1997規定進行1000H的氙燈照射加速老化試驗,結果也為合格。
5.結論
本文結合力爾公司使用的鋯鈦系無鉻前處理噴涂生產工藝,介紹了無鉻前處理噴涂型材生產過程中的原材料控制、生產過程控制、成品質量控制,通過這一整套的質量控制體系,保證了無鉻前處理噴涂產品的質量穩定性。無鉻工藝在國外穩定應用了十多年,其噴涂后的性能和有鉻相當。由于國內外的環保壓力逐漸增大,特別是國內連續發生的惡性污染事故,將加大政府對工業污染的控制力度,有鉻工藝的綜合使用成本會逐漸上升,無鉻工藝將會逐漸成為新的前處理方式,使用無鉻工藝的前處理方式,需要加強原材料控制、生產過程控制及成品質量檢驗,由于目前還沒有專門針對無鉻轉化處理涂層的技術標準,各種檢測方法或標準要求有待行業內進一步研究與探討。


