
一、前言
隨著國內鋁型材行業的不斷發展,市場競爭越來越激烈,鋁型材生產廠家對產品質量控制、節能降耗、提高生產效率、生產信息化等愈加重視。國內有很多已經使用多年的手動臥式氧化生產線,在生產管理、產品質量控制、節能降耗等方面有諸多可改進的空間。本文提供一種氧化電源自動控制的方法,幫助企業實現氧化膜厚度的精確控制,達到規范生產、節能降耗的目的。
二、國內臥式氧化線現狀
目前國內的鋁型材氧化生產線以臥式手動生產線居多,行車以及電源完全由人工操作控制,甚至一些廠家的槽溫都是由人工控制的。由于生產人員技術水平、基本素質方面的差異,生產效率及產品質量很難得到保證。
生產信息傳遞如何傳遞在生產中非常關鍵,一些廠家的做法是由上料區員工填寫每掛型材的面積、膜厚等數據并將信息單提交給電源操作工;有些廠家由于管理不夠嚴格,沒有信息單的傳遞,依靠電源操作工根據型材規格、支數、長度來計算型材面積;更多的廠家完全憑操作工經驗來確定氧化時間和氧化電流。在一些鋁材廠,生產一線的員工為了縮短氧化時間、提高產量,將電流密度設置得過高,不僅燒料現象時常發生,氧化膜的質量可能也滿足不了相關標準的要求。
生產操作過程不規范、信息傳遞不能準確及時,都給企業管理和效益帶來很大的影響。如何走出當前困境、提高產品競爭力,是這些企業應該重點考慮的問題。
三、氧化過程的自動控制
3.1 氧化膜精確控制方法
氧化膜的膜厚與一定的氧化時間內通過的電量成正比,與電壓沒有直接關系。穩壓模式下,電流密度會隨著氧化時間的延長而下降,很難控制氧化膜厚。氧化膜太薄,可能會造成產品不合格,影響后續的著色工藝;氧化膜太厚,造成電能的浪費。因此要實現膜厚的精確控制,氧化電源應該采用穩流控制方式。
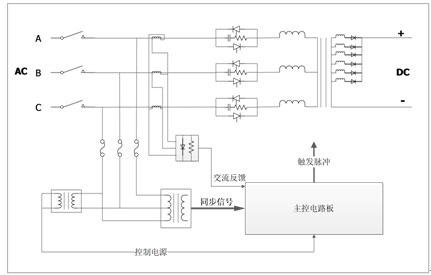
需要指出的是,國內有許多電源設備制造廠為節省材料成本或技術水平方面的原因,電源設備輸出電流在交流側用互感器檢測,如下圖所示。因為直流輸出電流與交流輸入電流是非線性關系,這種設計方法原理上是錯誤的,因而在生產實踐中只能定電壓運行,無法實現氧化膜厚度的精確控制。目前市場上還存在許多這種類型的產品,應該盡快淘汰。
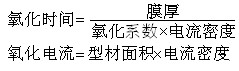
從公式中可以看出,只要知道面積和膜厚就可以計算出氧化時間和電流,公式中氧化系數和電流密度由操作人員確定。
對于面積100m2的型材,氧化膜厚比標準膜厚每多1μm,則至少多耗9度電(這里只考慮電源直流側的電能消耗)。
在槽液管理及氧化前處理合理規范的前提下,只要保證面積、膜厚數據正確無誤,就可以實現氧化膜的精細控制。
3.2 控制方案
控制方案實現的主要目標有兩個:
1.聯網獲取氧化生產時需要的關鍵數據:型材規格、長度、支數、膜厚
2.自動計算氧化電流、氧化時間,在操作人員選定梁號后將數據寫入氧化電源控制器并啟動電源。
控制部分除了需要合適的硬件支持外,還需要有軟件提供通信功能、用戶操作界面等,這里將控制軟件命名為ALPro。ALPro與ERP中的數據庫通信,實時獲取生產信息;與電源通訊,獲取電源狀態、控制電源運行。
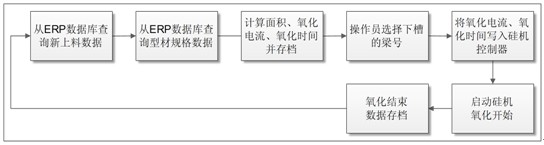
ALPro系統流程圖
3.3 聯網獲取生產信息
從上料區獲取的生產信息單中應包含每一掛料的型材規格等關鍵信息,面積的計算用計算機來完成再合適不過了。一些企業由于自身ERP系統的不完善,操作工計算型材面積時需要先輸入型材規格號查詢型材的周長,然后根據長度、支數算出實際面積。人工計算的方法不僅速度慢、影響工作效率,而且出錯率高、數據準確率低。
在完善企業ERP系統的同時,電源控制計算機需要同ERP通信以獲取必要的生產信息。電源控制計算機軟件ALPro連接ERP系統中的數據庫服務器,定時查詢生產表中的新記錄,獲取最新上料的大梁上型材的規格、支數、長度、膜厚信息,然后自動計算型材面積、氧化電流、氧化時間,并將計算結果與大梁號保存下來,等待氧化過程的到來。
ERP系統除了需要用戶及時更新型材規格數據信息外,還要求上料區操作員能準確的錄入型材長度、支數信息。如果ERP訂單系統功能足夠完整,則操作員可以只需錄入型材上料支數,其他信息從訂單系統中自動獲取。
3.4 電源的自動控制
目前舊式的氧化電源大部分都采用模擬控制的方式,電源的輸出電流、工作時間由遠控臺(箱)上的電位器和時間繼電器控制,電流反饋信號使用的是交流側進線電流,無法保證直流輸出實際電流的穩定性;新式的氧化電源采用PLC和觸摸屏控制,操控簡單準確,電流反饋信號使用霍爾變送器,保證達到0.5級的測量精度。
這2種電源實現計算機控制的方法有較大差異,下面分別加以說明。
1.模擬控制的電源在進行計算機控制時,需要添加模擬量、開關量采集卡,模擬量采集卡用于采集電源輸出的電壓電流、控制電源的輸出電流;開關量卡用于采集電源的運行、故障信號以及提供電源開機信號。這種模擬控制電源即便采用計算機控制,仍然不能準確測量直流輸出電流,對氧化膜的控制也就無法做到精準了。
2.PLC控制的電源在進行計算機控制時,只需添加串口卡,通過串行通訊的方式獲取電源運行狀態、控制電源運行參數。這種基于數字通訊的控制方式非常簡單、數據傳輸不會出現偏差,非常適合于氧化膜的精確控制。
當行車操作工將型材放入氧化槽后,電源操作工從ALPro軟件中選取槽中對應的大梁號后就可以看到大梁上型材的膜厚、面積、氧化電流、氧化時間信息,確認無誤后,點擊“開機”按鈕,氧化電源開始工作。氧化時間到后,對應氧化電源自動停機。
電源的控制可以和行車實現聯動,計算機收到型材放入氧化槽到位信號后自動啟動電源,進入氧化過程。
四、應用案例
某鋁型材廠原來采用的電源是PLC+觸摸屏控制,鋁型材面積由電源操作工手動計算。生產過程中由于操作工還需要測量膜厚、控制電源、檢查梁號,工作非常繁忙,往往來不及計算型材面積,采用穩壓模式控制電源,根據經驗決定氧化時間。上述不合理的情況導致無法保證氧化膜厚度,氧化電源不能發揮最優效率。
改造后系統結構如下:
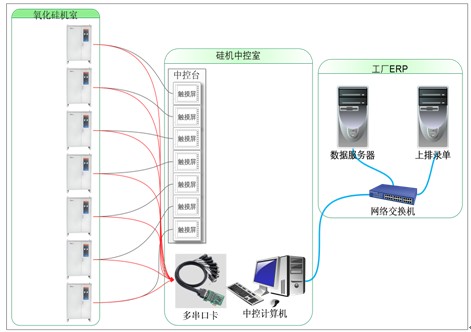
電源控制計算機連接到ERP所在的局域網絡。電源使用的是西門子S7-200 PLC,采用RS485通訊電纜連接到計算機上的多串口卡。電源中控臺與中控計算機是兩套獨立的系統,可同時操作,保證在計算機故障時仍然可以進行氧化生產工作。
生產線經過改造后,生產信息能夠實現自動交換,電源采用穩流方式控制,膜厚控制精準,同時也減輕了電源操作工的工作量,降低了不合格品率,提高了電源利用率,為企業帶來一定的經濟效益。
五、結束語
簡要敘述了目前在鋁型材行業臥式手動氧化生產線存在的問題,提供了一種實現氧化膜厚度精確自動控制的方法,并給出了一個具體的改造案列。實現了電源自動控制后,不僅能夠實現氧化膜厚的精確控制、減少不必要的電能損耗,還可以大大提高產品合格率,最終能幫助企業提高生產效益、規范生產流程、實現生產過程信息化,因此這種臥氧線改造的方法是值得企業考慮采納的。本文只探討了手動臥氧線氧化過程的自動控制,行車控制自動化、生產信息化等方面仍然有許多值得研究的地方。


