
前言
鋁型材的初始表面一般存在一層自然氧化膜和其他污染物,甚至有輕微表面碰擦花等缺陷,故在進行主要陽極氧化處理之前要對型材表面做預處理。鋁型材表面預處理大致可分為:機械預處理、化學預處理和電化學預處理。而化學預處理最為常用,它也是最為經濟的鋁表面預處理工藝。
鋁合金陽極氧化前處理工藝從最傳統的堿蝕處理技術到后來酸蝕處理技術,經歷了長達百年的時間。隨著社會對環境保護意識的不斷升級,減少環境污染,提高人類健康安全的生存環境日趨重要。而傳統的堿蝕和酸蝕前處理工藝都會產生大量的廢水、廢氣、廢渣等環境污染源。
在鋁型材酸蝕處理工藝中,氟化氫銨一直作為最主要的酸蝕起砂劑而被廣泛使用,由此產生的氟化物、氮化物污染對環境帶來越來越嚴峻的考驗,而國家以及地方政府也先后出臺了各類防止環境污染、呼吁節能減排的相應政策,在這樣重重壓力之下,使得采用一種新型的無污染的表面處理技術勢在必行,而鋁合金無氟無銨“四合一”表面預處理技術順勢填補這一空缺。在2010年我司成功引入這一先進的表面預處理技術。
2 表面預處理一般工藝流程及其缺陷分析
2.1 預處理一般工藝流程
鋁合金表面前處理工藝主要分為堿蝕和酸蝕兩大類。標準的堿蝕預處理槽位布置(如圖1):

圖1 標準的堿蝕預處理槽位布置
其中5個工作槽,每個工作槽配兩個水洗槽,加流動水洗待料槽,氧化前處理需要10個槽位,1#除油槽主要是清除鋁表面的油脂和灰塵等污染物,4#堿蝕的目的是去自然氧化膜,進一步去除表面贓物,其中4#堿蝕槽為表面前處理主要工作槽。
堿蝕時主要化學反應:
Al2O3+2NaOH=2NaAlO2+H2O (1)
Al+2NaOH+2H2O=2NaAlO2+3H2↑ (2)
NaAlO2+2H2O=Al(OH)3↓+NaOH (3)
2Al(OH)3Al2O3+3H2O (4)
7#中和槽的目的是除去殘留于鋁材上的掛灰,以獲得較光亮的金屬表面,同時中和鋁材表面殘留的堿液,防止陽極氧化槽液受到污染。
酸蝕工藝是在堿蝕工藝的基礎上發展起來的,使用了近10多年時間。酸蝕表面預處理槽位是插入在原堿蝕工藝的除油槽和堿蝕槽之間。其功能是加入氟化氫銨,利用氟離子起砂、去機械紋,反應機理為:
3F-+Al3+AlF3(5)
6F-+Al3++3NH4+(NH4)3AlF6(6)
酸蝕與堿蝕的去機械紋機理不同。酸蝕是利用覆蓋理論,按反應式(5),氟鋁酸鹽難溶、氟的絡離子電負性較強,氟化物完全覆蓋機械紋。按反應式(6),機械紋溝表面被溶解,溝內近乎與藥劑隔絕,反應速度很慢,兩者的反應速度差,決定去紋較快。
2.2 缺陷分析
工藝較為復雜,槽位太多。酸堿槽液相互交叉,型材需從強酸到強堿、再從強堿到強酸進行處理,盡管中間各設置兩道水洗槽,也難免串槽,工作槽的藥劑互相消耗;
功效低,水洗槽多,用水量和藥劑消耗量大。鋁材氧化前要經過10-13個槽,總水消耗量約為10.0-15.0噸/噸型材,同時,每個工作槽都要消耗大量的化學藥劑,除用水成本外,這些廢水的處理和排放,都加大了成本的投入;
此外,除油槽、酸蝕槽、中和槽帶出來的槽液中含有氟、氨氮等有害離子,嚴重阻礙了廢水的回用與排放;同時,在生產中釋放出來的氟化氫氣體嚴重危害工人健康,腐蝕設備,污染大氣。
3 “四合一”表面預處理工藝與應用
3.1 “四合一”技術應用原理
無氟無銨四合一表面預處理槽位布置圖:
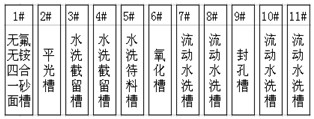
此生產過程將傳統工藝的四個工作槽合一,槽液配方選用無氟無銨的化學成分,省去了原工序中三個功能槽和六個水洗槽,大大節省了鋁料在槽位間的運轉時間,大大減少化學藥劑消耗量,降低了四分之三的廢水排放量減低勞動強度同時提高工作效率。
此外,此工藝配備藥劑回收和減少廢水排放技術方案,有效解決了鋁合金陽極氧化前處理中的氟和銨污染,實現鋁合金表面前處理的廢水大部分回收,大大減少企業治理污染量,減少排放并降低生產成本。
各工作槽原理如下:
1#四合一砂面槽集原工藝中除油、酸蝕、堿蝕、中和四個工作槽為一體,堿性槽液,功能作用為脫脂、去自然氧化膜、去紋、起砂、調整鋁合金底色、去灰;
2#平光槽主要是截留1#槽藥劑,分解沉淀氫氧化鋁和磷酸鋁,再生回收堿液,對1#槽補充液位;
3#、4#水洗截留槽也是進一步截留藥劑、分解沉淀氫氧化鋁和磷酸鋁、再生回收堿液;
4#水洗截留槽帶出的堿液與5#水洗待料槽反向補水的酸液在本槽在線中和,使處理的鋁材由堿性槽液順利過渡到酸性槽液;
5#水洗待料槽與氧化后的7#水洗槽連通,槽液為酸性。鋁材在本槽進一步中和,除灰,在酸性條件下待料,可防止腐蝕點和白斑;酸性水洗后進入6#氧化槽,節約氧化液;
6#氧化槽即為常規氧化,帶出的氧化液被7#槽截留,補充7#槽和5#槽酸液,維持5#槽酸度值。
3.2 “四合一”主槽工作機理
因整條氧化線廢水偏酸性,為減少廢水排放,中和偏酸廢水,故將其設計為堿性條件下工作。鋁材進入本槽后,按原電池原理,以純鋁相為陽極,合金相為陰極,按反應式(1)和(2)進行化學反應,用十二烷基磺酸鈉除去油污和指紋,用磷酸鹽起砂去紋,當鋁離子和磷酸根濃度超過磷酸鋁的溶解度時,將進行如下反應:
Al3++PO43-AlPO4(7)
磷酸鋁附著在鋁材表面機械紋溝底,使其近乎與槽液隔離,而溝表面反應繼續進行,迅速去除機械紋。
在表面活性劑、硫酸鹽和磷酸鹽聯合作用下,鋁材表面無灰,省去了中和槽,可直接進行陽極氧化。另外本槽添加有足量的山梨醇,充分絡合鋁離子,不分解,不沉淀,以保證槽液長期工作。
2#平光槽的化學藥劑完全由1#槽帶入,組分一樣,但濃度低很多,槽液帶入本槽后,按反應式(3)、(4)和(7)進行反應,分解出氫氧化鋁、磷酸鋁和氫氧化鈉。在堿和絡合劑濃度不高的條件下,磷酸鋁飽和析出,偏鋁酸鈉分解出氫氧化鋁沉淀和氫氧化鈉,通過抽渣系統,將2#槽沉渣磷酸鋁、氫氧化鋁抽到2#槽副槽,回收氫氧化鋁和磷酸鋁;而偏鋁酸鈉水解出來的氫氧化鈉使本槽堿濃度不斷升高再生堿液;
此外,平光槽再生的堿液,通過1#槽副槽澄清后,可以補充1#槽液位,節約60%以上堿消耗。
將“四合一”表面預處理工藝結合離心抽渣系統、藥劑回收系統、水循環凈化處理系統及反向補水中和系統形成一套完整的鋁合金無氟無銨“四合一”表面前處理及節能減排工藝。
3.3 “四合一”工藝與普通工藝應用對比
四合一工藝與普通堿蝕及普通酸蝕工藝時間比較:

從上表可以看出應用四合一工藝在工藝操作時間上得到大幅度下降,不僅從直接降低生產成本上,而且在鋁損耗、、人工及廢水處理等間接生產成本上也獲得了極大的利潤空間。
與普通酸堿蝕相比,本工藝有如下技術優勢:
第一,在藥劑方面,采用無氟無銨配方,用磷酸鹽作為主要的起砂和去機械紋主鹽,徹底解決了氟污染和氨氮超標的行業難題,確保廢水處理減少環境負擔;
第二,節約用水,減少水洗槽,由原來的六道水洗減少到二次水洗;并將前處理和氧化后的水洗槽完全截留,在線中和,節水為原來的三分之二以上;
第三,簡化槽位布局,摒棄傳統酸堿槽交叉布局,將酸蝕工藝的四個功能槽合為一個,不串槽且降低藥劑消耗;整個工藝過程依靠藥劑和配套系統的巧妙結合,將抽渣系統、藥劑回收系統、反向補水中和系統和水循環凈化處理系統合為一體,實現了鋁合金表面氧化處理無氟無銨、四槽合一、節約藥劑、回收鋁渣、減少廢水排的理想目標,達到節能、降耗、減污、增效的精益生產目的。
4 “四合一”表面預處理工藝應用效果
本文主要研究了鋁型材無氟無銨四合一表面預處理工藝,對四合一表面前處理工藝的作用機理作了分析。并通過試驗,確定了實際應用工藝操作。同時,應用該工藝可以有效解決鋁合金陽極氧化前處理中氟和銨的污染,實現藥劑回收和廢水少量排放,降低企業生產成本,減少環境污染。
無氟無銨四合一表面前處理節能減排工藝的應用,極大地改善我企表面陽極氧化預處理的環保現狀,同時也極大程度降低了生產成本。
對比推行此工藝前后一年生產周期內,以去年我企一年加工氧化型材量計算,預處理部分,使用四合一藥劑較傳統藥劑消耗量減少了38%;傳統工藝產生的含氟、氨廢渣改用用無氟無銨技術后,配套使用堿回收系統,將產生的廢渣進行回收處理后可以重復利用;此外,傳統表面預處理工藝過程廢水排放量巨大,而無氟無銨四合一處理工藝結合使用廢水循環使用系統,也大大減小廢水排放量。
在人類活動影響環境越來越嚴峻的今天,節能減排工作顯得愈加重要,尤其是對影響健康和生態平衡的工業三廢排放的控制愈加棘手。無氟無銨“四合一”表面前處理及節能減排工藝的應用,從根本上控制了氟、氨等有害化學物質的排放,同時大量減少藥劑和工業用水用量,對保護地球生態環境、節約水資源都起著不可估量的作用。


