
前言
封孔質(zhì)量是陽(yáng)極氧化膜的最主要性能指標(biāo)之一,直接影響其耐腐蝕性、耐磨性、耐候性[1-2]。《GB 5237.2-2008》規(guī)定,鋁合金陽(yáng)極氧化型材經(jīng)120h陳化后,其封孔失重不得高于30mg/dm2。目前,鋁材廠生產(chǎn)氧化材,因受場(chǎng)地限制,企業(yè)通常使用簽字筆劃痕法,粗略判斷封孔是否合格后入倉(cāng),陳化5天后,再隨機(jī)抽樣做封孔失重檢測(cè)。由于劃痕法往往誤差較大,一旦封孔失重檢測(cè)不合格,將導(dǎo)致退倉(cāng)、拆包、返工,常常引發(fā)投訴甚至索賠,給生產(chǎn)廠家造成重大損失。因此,生產(chǎn)廠家急切期盼一種既能縮短失重檢測(cè)的陳化時(shí)間,又能準(zhǔn)確判定合格與否的方法,來(lái)解決現(xiàn)場(chǎng)問(wèn)題和加快交貨期。為此,根據(jù)公司生產(chǎn)要求,采用標(biāo)準(zhǔn)規(guī)定的硝酸預(yù)浸磷鉻酸法《GB/T 8753.2-2005》,對(duì)相同陽(yáng)極氧化工藝生產(chǎn)條件下的同一批樣品分別陳化2h、24h、48h、72h和120h后,進(jìn)行封孔失重對(duì)比檢測(cè),從2009年元月到2011年12月,三年內(nèi)經(jīng)過(guò)大量的試驗(yàn),找到不同陳化時(shí)間與封孔失重的規(guī)律,作為提前判定封孔質(zhì)量是否合格的依據(jù)。
1.氧化型材封孔失重原理及生產(chǎn)工藝流程
1.1 封孔失重原理
未經(jīng)封孔處理的陽(yáng)極氧化膜經(jīng)硝酸預(yù)浸后,于磷鉻酸溶液中浸泡會(huì)迅速溶解,而封孔良好的氧化膜經(jīng)長(zhǎng)時(shí)間浸泡也無(wú)明顯浸蝕現(xiàn)象。
1.2 陽(yáng)極氧化生產(chǎn)工藝流程
上排→常溫脫脂除油→水洗→堿蝕→水洗→水洗→中和→水洗→水洗→陽(yáng)極氧化→水洗→水洗→水洗→(著色→二次水洗)→封孔→二次水洗→下排
1.3 對(duì)氧化膜有決定性影響的工藝參數(shù)
(1)氧化工藝:
硫酸:(170~200)g/L
鋁離子:(10~15)g/L
槽液溫度:(18~22)℃
電流密度:(1.3~1.5)A/dm2
電壓:15 V~17V
氧化速度:2.5-3min/μm
(2)封孔工藝規(guī)范:
PH值:5.5~6.0
鎳離子:(0.9~1.2)g/L
溫度:(62~65)℃
封孔速度:0.8min/μm
2.試樣來(lái)源及檢測(cè)方法
2.1 樣品來(lái)源
所有樣品來(lái)源于車(chē)間大生產(chǎn),生產(chǎn)的關(guān)鍵工藝參數(shù)如前所述。樣品封孔完成后,同一試樣經(jīng)陳化2h、24h、48h、72h及120h,分別檢測(cè)其封孔失重值。
2.2 檢測(cè)方法
3.結(jié)果與分析
3.1 不同封孔陳化時(shí)間對(duì)封孔質(zhì)量的影響
本實(shí)驗(yàn)按照國(guó)標(biāo)GB 5237.2-2008要求,采用標(biāo)準(zhǔn)GB/T 8753.2-2005硝酸預(yù)浸磷鉻酸法,對(duì)氧化型材進(jìn)行封孔失重檢測(cè)試驗(yàn)。
GB 5237.2-2008強(qiáng)制性條款規(guī)定,陳化5天,陽(yáng)極氧化膜的封孔質(zhì)量采用硝酸預(yù)浸的磷鉻酸法試驗(yàn),失重不得大于30mg/dm2,否則判為廢品。失重越小,封孔效果越好。對(duì)所有試驗(yàn)數(shù)據(jù)做篩選分類(lèi),得出試樣在不同的陳化時(shí)間內(nèi)檢測(cè)的封孔失重及在不同封孔失重范圍內(nèi)的合格率,找出符合標(biāo)準(zhǔn)GB 5237.2-2008的不同陳化時(shí)間對(duì)應(yīng)的封孔失重值。下表中不同陳化時(shí)間對(duì)應(yīng)的合格率指的是:同一批試樣經(jīng)以上不同時(shí)間陳化后,并統(tǒng)計(jì)經(jīng)陳化120h后的封孔失重試樣達(dá)到國(guó)家標(biāo)準(zhǔn)GB 5237.2-2008的數(shù)量所占比例,具體合格率見(jiàn)表1:
表1.不同陳化時(shí)間與封孔質(zhì)量及合格率的關(guān)系
Table1. The relationship between Sealing quality and yield with different aging time
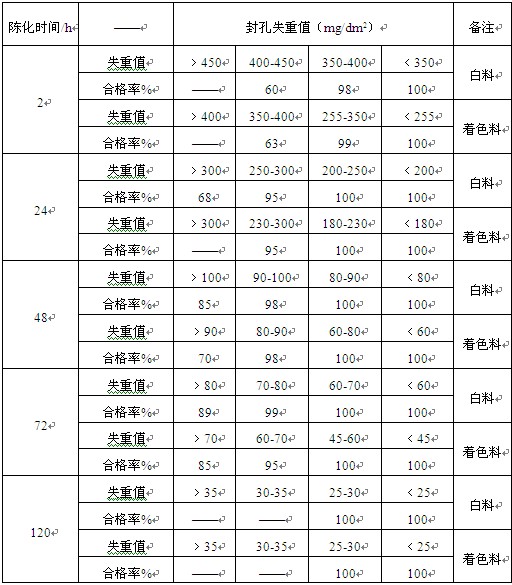
從以上表格的數(shù)據(jù)可知,要使不同陳化時(shí)間的封孔失重100%符合陳化120h的封孔失重標(biāo)準(zhǔn),其白料要求的封孔失重分別為:24h,﹤250 mg/dm2;48h,﹤90 mg/dm2;72h,﹤70 mg/dm2。對(duì)陳化時(shí)間為2h的試樣,雖然封孔失重﹤400 mg/dm2可100%滿(mǎn)足標(biāo)準(zhǔn)GB 5237.2-2008要求,但因其在此范圍內(nèi)的數(shù)值只占少數(shù),所以不用作評(píng)判標(biāo)準(zhǔn)值。為了增加準(zhǔn)確度,降低退貨率和客戶(hù)投訴的風(fēng)險(xiǎn),不同陳化時(shí)間對(duì)應(yīng)的封孔失重判定值應(yīng)取下限,取值分別為:24h,﹤230 mg/dm2;48h,﹤80 mg/dm2;72h,﹤60 mg/dm2。同理,著色型材不同陳化時(shí)間的封孔失重判定值分別為:24h,﹤200 mg/dm2;48h,﹤60 mg/dm2;72h,﹤45 mg/dm2。
為了進(jìn)一步確認(rèn)以上結(jié)論的可靠性,對(duì)2009年元月到2011年12月統(tǒng)計(jì)的所有數(shù)據(jù),通過(guò)EXCEL隨機(jī)各篩選出10組封孔失重合格數(shù)據(jù),進(jìn)行驗(yàn)證,見(jiàn)表2.
表2.不同陳化時(shí)間與封孔質(zhì)量的關(guān)系
Table2. The relationship between Sealing quality with different aging time
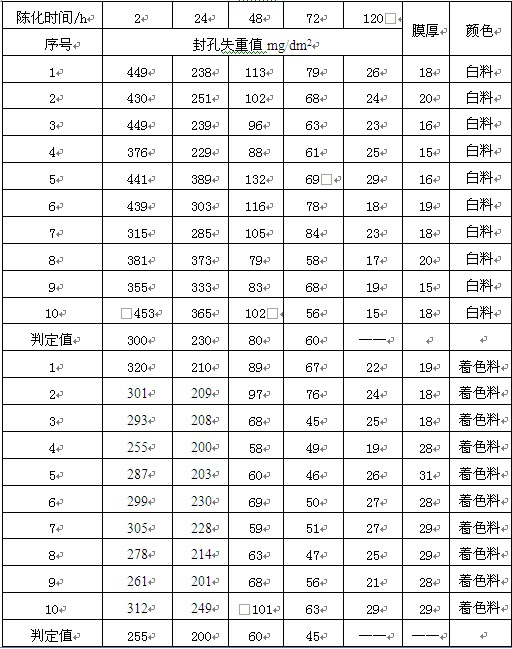
確定判定值的依據(jù)是每個(gè)陳化時(shí)間點(diǎn)對(duì)應(yīng)的一列數(shù)據(jù)中相對(duì)較小的合格數(shù)值,以滿(mǎn)足陳化120小時(shí)失重值小于30mg/dm2的要求。其表2數(shù)據(jù)正好與表1的確認(rèn)值相對(duì)應(yīng),表明以上判定值的合理性。
3.2 氧化白料和著色料封孔判定值與陳化時(shí)間的關(guān)系
氧化白料和著色料達(dá)到國(guó)標(biāo)要求的各陳化時(shí)間與封孔失重的判定值關(guān)系如下表3所示:
表3.氧化料陳化時(shí)間與封孔失重判定值的關(guān)系
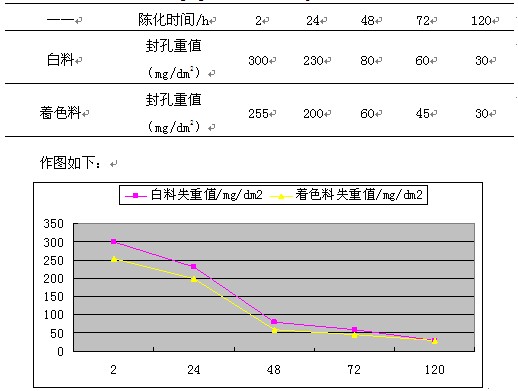
圖1. 氧化料陳化時(shí)間與封孔失重判定值的關(guān)系
Fig1. The relationship between determinate value of sealing weightlessness
with aging time of oxidized profile
由以上的數(shù)據(jù)可知,在相同的陳化時(shí)間條件下,氧化著色料的封孔失重前期值控制比白料的低。
從圖1可知,陳化時(shí)間在24h到48h之間的封孔失重變化最大,失重變化大于100 mg/dm2;在其它陳化時(shí)間內(nèi),封孔失重基本在50 mg/dm2左右。陳化48h后,隨著時(shí)間的延長(zhǎng),封孔失重的變化很小。在生產(chǎn)工藝(氧化、著色)相同時(shí),可選陳化48h的封孔失重合格判定值作為企業(yè)標(biāo)準(zhǔn)。
4. 結(jié)論
本文研究了6063鋁合金陽(yáng)極氧化材的陳化時(shí)間對(duì)封孔質(zhì)量的影響。研究發(fā)現(xiàn),陳化時(shí)間在24h~48h內(nèi)封孔失重減小速度最快。當(dāng)陳化時(shí)間分別為24h、48h、72h,氧化白料封孔失重分別不高于230 mg/dm2、80 mg/dm2、60 mg/dm2,氧化著色料不高于200 mg/dm2、60 mg/dm2、45mg/dm2時(shí),能夠確保其封孔失重滿(mǎn)足GB 5237.2-2008的要求。在以上試驗(yàn)條件下,得出的結(jié)論主要有:
1)陳化時(shí)間在24h~48h內(nèi)封孔失重減少最大。
2)陳化時(shí)間分別為24h、48h、72h時(shí),氧化白料封孔失重判定值分別不高于230 mg/dm2、80 mg/dm2、60 mg/dm2,氧化著色料封孔失重判定值分別不高于200 mg/dm2、60 mg/dm2、45 mg/dm2。此判定值滿(mǎn)足國(guó)家標(biāo)準(zhǔn)要求,可作為評(píng)判封孔失重合格的企業(yè)內(nèi)部標(biāo)準(zhǔn),以提高企業(yè)生產(chǎn)率。
3)欲保證著色料的封孔質(zhì)量達(dá)到國(guó)家標(biāo)準(zhǔn)要求,其前期封孔失重控制值必須低于相同陳化條件下白料封孔失重的判定值。
根據(jù)本研究及公司生產(chǎn)實(shí)際情況,選擇陳化48h(較國(guó)家標(biāo)準(zhǔn)提前3天)的封孔失重判定值(白料﹤80 mg/dm2、著色料﹤60 mg/dm2)作為評(píng)判標(biāo)準(zhǔn),此時(shí)可滿(mǎn)足GB5237.2-2008的標(biāo)準(zhǔn)。


