
1 國內外相關產品標準中對預處理的規定
1、GB/T 23443-2009《建筑裝飾用鋁單板》、GB/T 23444-2009《金屬及金屬復合材料吊頂板》、GB/T 22412-2008《普通裝飾用鋁塑復合板》、JG/T ×××-××××《建筑幕墻用鋁蜂窩板》、JG/T ×××-××××《普通裝飾用鋁蜂窩板》五標準中對涂層性能有要求,但對預處理未作要求。
2、GB/T 17748-2008《建筑幕墻用鋁塑復合板》中提到鋁材應進行預處理,但無具體要求。
3、GB 5237.4-2008和GB 5237.5-2008中規定型材的預處理應符合GB/T 8013.3-2007中第5章的規定執行。GB/T 8013.3-2007中對無鉻化學轉化預處理、鉻酸鹽或磷鉻酸鹽化學轉化預處理、陽極氧化預處理都有所規定,其中對無鉻化學轉化預處理未提出具體的指標要求,而對于鉻酸鹽轉化膜和磷鉻酸鹽轉化膜的單位面積膜層質量、陽極氧化預處理膜的膜層厚度有具體的指標要求。
4、AAMA 2604-05、AAMA 2605-05中對產品的化學轉化預處理有規定,并對鉻酸鹽轉化膜的單位面積膜層質量提出了具體的指標要求。
5、Qualicoat中對鉻酸鹽化學轉化預處理、磷鉻酸鹽化學轉化預處理、陽極氧化預處理都有所規定,而且對于鉻酸鹽轉化膜和磷鉻酸鹽轉化膜的單位面積膜層質量、陽極氧化預處理膜的膜層厚度有具體的指標要求。同時還規定預處理過程中的酸洗(或堿洗)工序中應有一定的鋁耗,要求刻蝕量至少為1g/m2,在海邊使用產品的預處理,其刻蝕量至少為2g/m2。
6、BS EN 12206:2004中對鉻酸鹽化學轉化預處理和磷鉻酸鹽化學轉化預處理有規定,并對鉻酸鹽轉化膜和磷鉻酸鹽轉化膜的單位面積膜層質量提出了具體的指標要求。
目前國內外標準中對于無鉻轉化處理膜一般都未規定膜層厚度,但對于鉻化膜、磷-鉻化膜和陽極氧化膜的厚度,在有些國內外標準中還是有規定的,表1中列出了國內外各標準中對鉻化膜、磷-鉻化膜和陽極氧化膜厚度的規定。
表1
|
標準或規范 |
鉻化膜的厚度,g/m2 |
磷-鉻化膜的厚度,g/m2 |
陽極氧化膜厚度,μm |
|
GB/T 23443-2009 |
- |
- |
- |
|
GB/T 23444-2009 |
- |
- |
- |
|
GB/T 22412-2008 |
- |
- |
- |
|
JG/T ×××《建筑幕墻用鋁蜂窩板》 |
- |
- |
- |
|
JG/T ×××《普通裝飾用鋁蜂窩板》 |
- |
- |
- |
|
GB/T 17748-2008 |
- |
- |
- |
|
GB 5237.4-2008和GB 5237.5-2008 |
0.4~1.0 |
0.4~1.2 |
3~8 |
|
Qualicoat:2009 |
0.6~1.2 |
0.6~1.5 |
3~8 |
|
BS EN 12206:2004 |
0.4~1.0 |
0.4~1.2 |
|
|
AAMA 2604-05 |
≥0.323 |
- |
- |
|
AAMA 2605-05 |
≥0.341 |
- |
- |
2 預處理的作用
噴涂前的預處理工序是鋁合金型材有機聚合物噴涂生產中必不可少的工序,它對于鋁及鋁合金有機聚合物噴涂產品有至關重要的作用,它可以提高噴涂產品的最終性能,主要表現為以下兩點:
(1)增加有機涂層與底材之間的附著性,確保涂層與底材牢固粘結。
(2)起保護作用,增強噴涂產品的耐腐蝕性能,確保產品在實際使用過程中不容易被腐蝕,提高抗涂層下絲狀腐蝕性能。
3 預處理的種類
美國ASTM D1730-67“噴漆用鋁及鋁合金預處理標準”中列出了四種預處理方式:
A類為溶劑清洗處理,其方法包括人工擦洗或浸漬、溶劑噴淋、蒸汽脫脂處理等;
B類為化學處理,其方法包括堿洗、硫酸-鉻酸蝕洗、晶態磷化處理、非晶態磷化處理、碳酸鹽-鉻酸鹽處理和鉻化處理等;
C類為陽極氧化處理,其方法包括硫酸陽極氧化處理和鉻酸陽極氧化處理等;
D類為機械處理,其方法包括手動或電動金屬刷或其他打磨處理、噴砂處理等。
在這四類預處理方式中,A類溶劑清洗處理、B類的堿洗和硫酸-鉻酸蝕洗、D類機械處理可作為清洗處理的方法,根據產品的最終使用條件不同,在這些清洗處理之后通常應進行化學轉化處理,B類的晶態磷化處理、非晶態磷化處理、碳酸鹽-鉻酸鹽處理、鉻化處理和C類陽極氧化處理是化學轉化處理的方法,可在鋁材表面生成一層具有保護作用和增加漆膜附著性的轉化膜。
對于建筑用鋁及鋁合金有機聚合物噴涂產品的預處理通常應進行化學轉化處理,因此我們習慣于按轉化處理的種類來劃分預處理種類,目前預處理種類主要可以分為以下幾大類:
1、鉻酸鹽預處理,其中包括鉻酸鹽處理(通常稱為鉻化處理)和鉻酸鹽-磷酸鹽處理(通常稱為磷-鉻化處理);
2、陽極氧化預處理;
3、其他無鉻化預處理,其中包括鈦-鋯體系無鉻化預處理、稀土(鈰)體系預處理、硅烷體系預處理鉬酸鹽化學轉化處理、鈷鹽轉化處理、鋰鹽轉化處理和高錳酸鹽化學轉化處理等處理方式。
4 預處理工藝
4.1 鉻酸鹽預處理工藝
鉻酸鹽預處理工藝在GB/T 17460-1998《化學轉化膜鋁及鋁合金上漂洗和不漂洗鉻酸鹽轉化膜》(該標準修改采用ISO 10546:1993)中已有規定,鉻酸鹽預處理工藝是鋁及鋁合金噴涂產品中最常用的一種化學轉化處理工藝,目前鉻酸鹽預處理工藝仍然是建筑用鋁型材噴涂處理中主要的預處理工藝,鉻酸鹽預處理工藝成熟,操作比較簡便,易于控制,采用鉻酸鹽預處理工藝的噴涂產品性能優良,涂層附著性和產品的耐腐蝕性佳。
(1)鉻酸鹽處理典型工藝流程
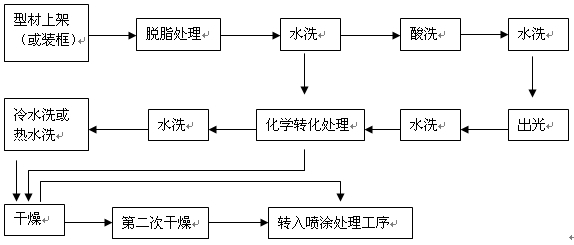
(2)工件表面要求及清洗處理
工件在鉻化處理或磷-鉻化處理前必須清洗,必要時還應進行酸洗,以確保待處理工件表面應清潔,基本無氧化物、金屬切屑、磨塵、油、脂、潤滑劑、手汗等不利于噴涂處理的污物。
(3)鉻酸鹽處理工藝要求
非鋁金屬材料不得與鋁及鋁合金材料在同一鉻化處理溶液或磷-鉻化處理溶液中處理,以免原電池腐蝕。
鉻化處理或磷-鉻化處理通常采用浸漬(攪拌或不攪拌)、噴淋、涂抹等技術實現。鉻化處理溶液或磷-鉻化處理溶液通常是酸性的,含有六價鉻和/或三價鉻的鹽,以及對轉化膜外觀和硬度產生影響的其他一些組分。因此,轉化膜類型和顏色決定于鉻化處理溶液或磷-鉻化處理溶液的組成,但它們也受溶液pH值、溫度、處理時間、溶液攪拌以及被處理合金的特性和表面狀況的影響。
鉻化處理或磷-鉻化處理最后一道水洗應在電導率低于30μm/cm(20℃時)的去離子水中漂洗。如果在鉻化處理或磷-鉻化處理最后一道水洗為熱水漂洗,則漂洗的時間應盡可能短,以防止六價鉻溶解。轉化處理后工件的干燥溫度是需要控制的工藝參數,在工件表面測量的干燥溫度不能太高,以免過度脫水。對于鉻酸鹽膜(不含磷酸鹽)的干燥溫度不應超過65℃;對于鉻酸鹽-磷酸鹽膜的干燥溫度不應超過85℃;對于采用兩次干燥的工藝,第一次干燥的溫度應不超過65℃,第二次干燥的溫度通常為100℃~110℃。
鉻化處理或磷-鉻化處理后的工件存放時間一般不應超過16h,通常在預處理之后應立即進行噴涂處理,否則將可能影響噴涂膜的附著性。
(4)單位面積膜層質量及其檢測方法
轉化膜的厚度對于轉化膜的用途及性能是有重要影響的,是在有機聚合物噴涂生產過程應加以控制的指標,由于轉化膜的厚度通常都比較小,因此通常是采用單位面積膜層質量來考察轉化膜的厚度。
采用鉻化處理可以獲得多種類型、不同用途的膜層,從膜層厚度上大致可分為三類:
第一類是耐蝕性最好的棕色厚膜;
第二類是適用于作為有機涂層底層的黃色中等厚度的膜(黃色膜顏色包括從彩虹淡黃色到金黃色);
第三類是導電性能最好的無色薄膜。
采用磷-鉻化處理可以獲得顏色從無色到綠色的膜層。膜層的顏色及其均勻性,因合金種類、工件表面狀況而異。表面的彩虹色和區域間顏色深淺存在差異是正常的。
表2列出了通常情況下,不同單位面積膜層質量所對應的膜層的顏色以及膜層的防腐性能。
表2
|
膜層種類 |
單位面積膜層質量,g/m2 |
顏色 |
防腐性能 |
|
鉻酸鹽膜(鉻化膜) |
0.05~0.2 |
無色 |
微弱的耐腐蝕性,絕緣性能差 |
|
0.2~1.3 |
黃色 |
中等耐腐蝕性,通常可用于涂層的底層 |
|
|
1.3~3 |
棕色 |
耐腐蝕性最好,通常直接作為裝飾膜層使用 |
|
|
鉻酸鹽-磷酸鹽膜(磷-鉻化膜) |
0.05~0.2 |
無色 |
中等耐腐蝕性,通常可用于涂層的底層 |
|
0.2~2 |
淡綠色 |
||
|
2~5 |
綠色 |
①、我國GB 5237.4-2008、GB 5237.5-2008和英國BS EN 12206:2004中規定:
A、鉻酸鹽膜(鉻化膜)單位面積膜層質量為0.4~1.0g/m2,
B、鉻酸鹽-磷酸鹽膜(磷-鉻化膜)單位面積膜層質量為0.4~1.2g/m2。
②、Qualicoat中規定:
A、鉻酸鹽膜(鉻化膜)單位面積膜層質量為0.6~1.2g/m2,
B、鉻酸鹽-磷酸鹽膜(磷-鉻化膜)單位面積膜層質量為0.6~1.5g/m2。
單位面積膜層質量可按GB/T 9792《金屬材料上的轉化膜 單位面積上膜層質量的測定重量法》中規定的相關方法進行檢測,新鮮轉化膜的具體檢測方法如下:
風干試樣(面積為A),用分析天平稱量,精確到0.1mg(質量為m1)。將試樣浸于(1+1)硝酸溶液中,在室溫下保持1min。取出試樣立即在潔凈的流動水中漂洗,然后用蒸餾水中漂洗,迅速干燥,再稱量(質量為m2)。
單位面積膜層質量計算公式如下:
mA=10×(m1-m2)/A
式中:
mA——單位面積膜層質量,單位為克每平方米(g/m2);
m1——有轉化膜的試樣的質量,單位為毫克(mg);
m2——溶解退膜之后的試樣的質量,單位為毫克(mg);
A——試樣覆膜表面的面積,單位為每平方厘米(cm2)
4.2 陽極氧化預處理工藝
陽極氧化預處理工藝目前我國應用還比較少,在我國GB/T 8013.3-2007和歐洲規范Qualicoat中對硫酸陽極氧化預處理工藝進行了相關規定,采用硫酸陽極氧化預處理工藝生產的噴涂產品,其耐沖擊性、抗杯突性和抗彎曲性相對差一些,但產品的膜下絲狀腐蝕性能優良,可以說是目前幾類比較常見的預處理工藝中,耐膜下絲狀腐蝕性能最好的一種有機聚合物噴涂預處理工藝。以下就硫酸陽極氧化預處理工藝進行介紹。
(1)鋁型材陽極氧化預處理典型工藝流程
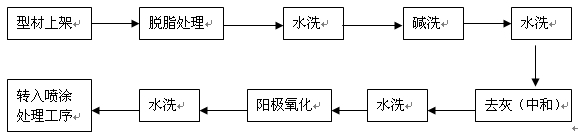
(2)工件表面要求及清洗處理
工件在陽極氧化處理前必須清洗,以除去可能對陽極氧化處理帶來不利影響的各種雜質,確保待處理工件表面的清潔。
(3)陽極氧化預處理工藝要求
進行陽極氧化預處理應選擇合適的陽極氧化工藝條件,通常可按以下工藝條件進行陽極氧化處理:
硫酸濃度: 180~220g/L;
鋁離子含量: 5~15g/L;
陽極氧化溫度: (20℃~30℃)±1℃;
電流密度: 0.8~2.0A/dm2。
為了確保槽液均勻,在陽極氧化處理過程中,槽液應進行攪拌。陽極氧化處理后,工件應在電導率低于30μm/cm(20℃時)的去離子水中清洗;為了確保去除陽極氧化膜中的酸液,清洗時間必須充分。
制備的陽極氧化膜的厚度應控制在3~8μm。陽極氧化處理后的工件存放時間一般不應超過16h,通常在預處理之后應立即進行噴涂處理,否則將可能影響噴涂膜的附著性。
4.3 鈦-鋯體系無鉻預處理工藝
由于全球環保意識的加強,無鉻化學轉化技術的開發有很大的進展,目前已開發出多種體系的無鉻轉化技術,其中鈦-鋯體系無鉻轉化技術工業實踐時間最長,工藝也相對比較成熟。
(1)鈦-鋯體系無鉻處理典型工藝流程

(2)工件表面要求及清洗處理
工件在鈦-鋯體系無鉻處理前必須清洗,必要時還應進行酸洗,以確保待處理工件表面清潔,基本無氧化物、金屬切屑、磨塵、油、脂、潤滑劑、手汗等不利于噴涂處理的污物。
(3)鈦-鋯體系無鉻處理工藝要求
鈦-鋯體系無鉻處理工藝因各預處理液供應商的配方不同而異,其轉化膜顏色通常為無色或淡藍色,目前各國標準都沒有具體規定無鉻化學轉化處理膜的厚度,各生產廠家都是根據預處理液供應商提供的技術要求來控制轉化膜的厚度。鈦-鋯體系無鉻轉化膜厚度通常比鉻酸鹽轉化膜的厚度低,有些預處理液供應商要求鈦-鋯體系無鉻處理液生成的轉化膜單位面積膜層質量只需0.03~0.18g/m2即可。
鈦-鋯體系無鉻處理通常采用浸漬(攪拌或不攪拌)、噴淋等技術實現。無鉻化學轉化處理的化學氧化能力遠低于鉻酸鹽轉化處理,因此化學前處理的選擇應該更加嚴格,要求表面潔凈程度更高以解決表面的可能污染,并防止金屬鋁的表面預先生成某些不溶性化合物。為了實現這一要求,通常在化學轉化處理之前應至少進行兩道水洗,并且在化學轉化處理之前的最后一道水洗應采用電導率低于30μm/cm(20℃時)的去離子水(有些槽液供應商推薦去離子水的電導率應低于50μm/cm)漂洗。鈦-鋯體系無鉻轉化處理之后的最后一道水洗也應在電導率低于30μm/cm(20℃時)的去離子水中漂洗。鈦-鋯體系無鉻處理后的工件存放時間一般不應超過16h,通常在預處理之后應立即進行噴涂處理,否則將可能影響噴涂膜的附著性dalilvcai.com。
5 預處理工藝有關環保方面的思考
眾所周知,六價鉻的環境危害極其嚴重,六價鉻對皮膚有嚴重的刺激性,能造成皮膚潰瘍,長期攝入將引起扁平上皮癌、肉瘤、乳腺癌等多種疾病。六價鉻不容易分解處理,在生物體和人體內積聚,其危害的潛伏期很長,是一種毒性極強的致癌物。由于傳統的鉻酸鹽轉化處理技術生成的轉化膜含有六價鉻,各國政府制定了一系列政策在某些領域限制采用此種工藝,其中最具影響的是:2003年2月13日,歐盟通過的“關于在電氣電子設備中限制使用六價鉻等6種有毒有害物質的RoHS指令”,這一指令主要是針對電氣電子設備產品。在其他領域,例如航空航天、建筑鋁合金門窗幕墻領域,目前還沒有見國外相關政策報道。但是從這一系列的環保政策中,我們可以看到各國政府對六價鉻造成環境污染的重視,含六價鉻的預處理工藝慢慢被淘汰將可能成為一種趨勢。國外早已經在開發研究無鉻化學轉化技術,并已經應用于工業化生產,據有關資料介紹,歐洲目前在室外使用的鋁材有機聚合物噴涂方面,無鉻化處理的比例約占30%左右,與十年前比較,采用無鉻處理技術的比例有所提高。
國內許多地方政府考慮到傳統的鉻酸鹽轉化處理工藝中六價鉻的環境危害性,以及治理和監管的困難,紛紛出臺嚴格限制采用傳統的鉻酸鹽轉化處理工藝的環境政策。而目前我國無鉻化學轉化處理工藝的應用比例還很低,實際上還處于試驗、中試或范圍不大的工業應用階段,據報道還不斷出現質量紛爭。為此,鋁材生產企業應在保證噴涂產品質量的前提下,關注無鉻預處理工藝技術的發展,分析研究應用無鉻預處理工藝技術的可行性,盡快解決鉻酸鹽處理工藝中六價鉻對環境造成污染的問題,大瀝鋁材網。
為了盡早解決六價鉻對環境污染的問題,我們除了自己應積極的進行試驗研究之外,還應關注外國的發展,借鑒國外的經驗與技術。有機聚合物噴涂前的無鉻化學轉化處理工藝,目前國外的主要研究方向和工業化應用方面,大體為鈦-鋯體系、稀土體系和有機硅烷體系三方面。鈦-鋯體系的無鉻化學轉化處理工藝,國外已經在工業上推廣應用多年,尤其在歐洲的鋁罐、室內散熱器和某些鋁輪轂等方面已經廣泛使用,但在建筑鋁門窗涂裝前的化學轉化處理中應用的還不是很多。
鈦-鋯體系無鉻化學轉化處理,應該說是目前國際上比較成熟的無鉻轉化處理工藝,但鈦-鋯系處理后表面沒有明顯的顏色區分,給生產帶來一定的不便。
近年,美國的一些研究院校和國內的一些大學正在研究有機硅烷表面處理工藝,并已取得實質性的進展。有機硅烷處理工藝或許是值得我們期待的另一個發展方向dalilvcai.com。
總結:本文介紹了鋁及鋁合金有機聚合物噴涂產品預處理的作用和種類,并分別介紹了鉻酸鹽預處理工藝、陽極氧化預處理工藝和鈦-鋯體系無鉻預處理工藝等技術的相關內容,本文最后對預處理工藝有關環保方面的問題進行了思考,建議各生產企業應關注無鉻預處理工藝技術的發展,分析研究應用無鉻預處理工藝技術的可行性,盡快解決鉻酸鹽處理工藝中六價鉻對環境造成污染的問題。


