
1 引言
工業爐窯是指加熱或熔化金屬或非金屬的裝置,加熱或熔化金屬的裝置稱為工業爐,加熱或熔化非金屬的裝置稱為爐窯。工業爐窯是工業加熱的關鍵設備,廣泛應用于國民經濟的各行各業,量大面廣,品種多,同時工業爐窯又是高能耗裝備。
工業爐窯是陶瓷、冶金、建材、石化等過程工業中至關重要的熱工裝備,也是能源消耗和環境污染的主要源頭。目前,全國工業爐窯年總能耗約占全國總能耗的1/4,占工業總能耗的60%。
我國大部分工業爐窯在爐型結構、燃燒系統、熱能利用、絕熱材料、熱工檢測、環境保護以及控制系統等方面技術水平比較滯后,由此而造成產品綜合能耗高、環境污染較嚴重、產品存在質量缺陷等諸多問題。因此在工業爐窯制造行業中,大力進行工業爐窯節能減排共性技術研究與應用具有重大意義。
工業爐窯既是燃燒設備又是傳熱設備,顯然,燃燒和傳熱對熱利用起至關重要的作用。爐窯的熱工過程包括內部熱交換,外部熱交換,燃燒過程和窯內氣體流動過程。燃燒過程直接影響到產品的產量、質量和燃料消耗。提高爐窯熱工性能的前提條件是改進燃燒過程并提高燃燒效率。其實質是燃燒技術的應用,因此應分析、掌握爐窯燃燒的特點,合理組織氣體的流動過程和燃料燃燒過程。
近10年來,我國工業爐窯的生產和節能技術進步成績顯著,但與國際水平相比仍有差距。我國工業爐窯的熱效率平均為30%左右,而國際水平則為50%以上。由此可見,我國工業爐窯的節能潛力很大,必須大力推廣生產上行之有效的成熟技術。
在工業爐窯燃燒技術節能方面有高溫空氣燃燒技術、富氧燃燒技術等。通過將這些先進技術應用于工業爐窯中,可顯著提高燃燒熱效率,取得一定的節能降耗效果。
蓄熱式燒嘴成對布置,相對的兩個燒嘴為一組(A、B燒嘴)。從鼓風機出來的常溫空氣由換向閥切換進蓄熱式燒嘴A后,在流過蓄熱式燒嘴A陶瓷小球蓄熱體時被加熱,常溫空氣被加熱到接近爐膛溫度(一般為爐膛溫度的80%~90%)。被加熱后的高溫空氣進入爐膛后,卷吸周圍爐內的煙氣形成一股含氧量大大低于21%的稀薄貧氧高溫氣流,貧氧高溫空氣與注入的燃料混合,實現燃料在貧氧狀態下燃燒;與此同時,爐膛內的熱煙氣經過蓄熱式燒嘴B排出,高溫熱煙氣通過蓄熱式燒嘴B時將顯熱儲存在蓄熱式燒嘴B內的蓄熱體內,然后以低于150℃的低溫煙氣經過換向閥排出。當蓄熱體儲存的熱量達到飽和時進行換向,蓄熱式燒嘴A和B變換燃燒和蓄熱工作狀態,如此周而復始,從而達到節能和降低NOX排放量等目的。
工業爐窯技術總體發展趨勢為:[1]
(1)調整燃料結構。盡管煤炭在相當階段內仍是我國的主力能源,但其既污染嚴重,又不利于實施高溫空氣燃燒技術。所以用煤制發生爐煤氣等取代煤作為燃料,是我國工業爐節能發展的戰略性方向。
(2)進一步開發、完善先進的燃燒技術,提高工業爐窯燃燒性能。大力完善和推廣包括高溫空氣燃燒技術在內的先進燃燒技術仍是當前和今后我國工業爐窯節能降耗的發展方向。
2 高溫空氣燃燒技術[2][3][4][5][6]
由工業爐窯排出的高溫廢氣中回收廢熱,是減少燃料消耗的重要手段之一。日本等國開發出的HTAC技術,往往要求應用于燃燒高發熱值燃料,如天然氣和焦爐煤氣的爐窯上。但在中國的大多數鋼鐵企業內,用于各生產環節的熱工爐窯多數使用廠內的煉鐵高爐煤氣、煉鋼轉爐煤氣、發生爐煤氣和混合煤氣。為了充分利用鋼廠內部副產的這些中低熱值的燃料,并改進這些燃料在不同爐窯中應用時的熱工條件,上世紀90年代,國內一些企業將陶瓷球式的蓄熱換向燃燒技術應用于鋼(坯)材加熱爐窯的改造,并獲得較好的節能效果。但這種陶瓷球式的蓄熱換向系統,存在設備過于龐大、熱回收率不夠高、燃燒火焰局部溫度過高引起NOx排放量增大等不足。
上世紀90年代末,北京神霧公司對蜂窩體蓄熱和低氧氣氛下的燃燒技術進行了系統的調查研究,并在北京組織了一次高溫低氧空氣燃燒技術的學術講座,邀請了日美學者吉田邦夫、保田力、古普塔、長古川敏明和日本鋼管現場工程技術人員參與技術交流和討論。報告者介紹了HTAC的工作原理和在日本一些爐窯上的應用效果。討論中發現,HTAC在日本工業企業中使用時要求較清潔的高熱值氣體燃料,只能應用于燃燒天然氣和焦爐煤氣的爐窯上。因此,在多數中國企業加熱爐窯上應用HTAC技術,還有待進行新的相關技術開發。
北京神霧公司隨后投入人力物力對燃燒中低發熱值燃料的加熱爐窯廢氣熱回收采用新型蓄熱換向的相關技術和裝備,以及在不同爐窯內的燃燒控制技術,進行了研究和開發。這些研究和開發取得了重大進展,迄今已有400臺爐窯和燃燒裝置(包括5臺國外冶金企業的爐窯)采用神霧公司開發的HTAC技術和裝備進行了改造,很多燃燒低熱值燃料的爐窯上采用了空氣和煤氣同時預熱的系統。平均節能效率達到了30%,同時大大降低了CO2等的排放。
圖1為單一空氣預熱的HTAC系統工作原理的示意圖。
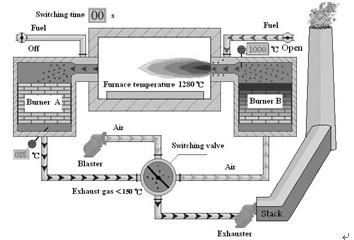
圖1 HTAC 系統的蓄熱式熱回收和燃燒過程的工作原理
風機鼓入的常溫空氣經由換向閥進入圖1右側的蓄熱室,在通過蓄熱體時被加熱到1000℃以上,預熱后的高溫空氣由噴嘴噴入爐膛的燃燒產物中,具有一定噴吹速度和方向的熱空氣流股先與燃燒產物混合,而受到稀釋。在燃燒區域,噴入的燃料與稀釋后的空氣(含氧量大大低于21%)進行燃燒。這種燃燒過程可以顯著改善火焰組織和爐膛內的溫度分布,提高燃燒產物的傳熱性能,降低NOx的產生量。JIFMA(日本燃燒協會)報導說:HTAC方法在各種爐窯上使用時,可以節能30%,并將NOx的排出量降到100ppm以下。
高溫空氣燃燒技術的誕生使得工業爐窯內部溫度分布均勻化問題、溫度的自動控制手段問題、強化傳熱問題、火焰燃燒范圍的擴展問題及火焰燃燒機理的改變等問題有了新的解決措施。
采用高溫空氣燃燒技術的爐窯因降低排煙溫度,燃料能量利用率接近90%,與煙氣不回收的爐窯相比可節能60%,減少60%溫室氣體CO2的排放量;與常規煙氣回收的爐窯相比可節能30%~40%,減少溫室氣體CO2排放量30%~40%。因而具有良好的節能減排效果。
此外,采用高溫空氣燃燒技術的爐窯還有其他一些優點:在高溫加熱爐中可以使用低熱值燃料(如高爐煤氣、發生爐煤氣等);貧氧燃燒,有利于在窯內產生還原氣氛,滿足某些特殊工業爐窯的需要;被加熱產品質量提高;相同生產率的爐窯尺寸減少,節約投資等。
結合我國的實際情況,HTAC是21世紀我國工業爐窯燃燒領域研究開發的方向之一。
3 空氣、煤氣雙蓄熱燃燒技術在熔鋁爐上的應用
3.1 國內熔鋁爐能耗狀況
鋁加工熔煉生產是鋁加工行業能源及材料消耗最大的生產環節。熔化速率、噸鋁能耗是熔爐兩個最基本的能力指標。
在國內鋁冶煉及鋁加工行業的熔鋁爐,使用傳統的燃燒技術其熱量單耗一般在72萬大卡/噸鋁左右(折合天然氣84立方,柴油73公斤,發生爐煤氣580立方,焦爐煤氣180立方);在國外,熱量單耗一般低于53萬大卡/噸鋁。因此,國內熔鋁爐的節能潛力很大。
鋁熔煉技術的實質就是要通過合理的爐型設計及燃燒配置,實現以最小的能源消耗獲取最大的鋁熔化速率,從而達到熔爐設備利用率、能源利用率、材料利用率最優化的目的。
合理的配置及使用蓄熱式燒嘴技術,熔爐熱效率可提高到65%以上。
空氣、發生爐煤氣雙蓄熱式燃燒系統在冶金行業已經得到廣泛推廣應用,其節能效果顯著。空氣單蓄熱式燃燒系統在有色冶金行業已開始推廣應用,其節能效果也得到認可。北京神霧公司率先將空氣、發生爐煤氣雙蓄熱式燃燒系統應用于熔鋁爐,與山東富海實業股份有限公司合作,建成國內第一座雙蓄熱式熔鋁爐。從目前的應用情況來看,節能效果顯著。
|
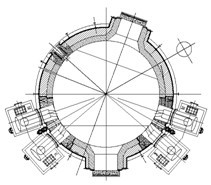
3.2 16噸熔鋁爐及雙蓄熱式燃燒器技術性能 熔化爐爐膛溫度:1100°C; 鋁液溫度:720°C~780℃ 燃 料:發生爐煤氣 低位發熱值:(1250~1450)×4.18kJ/Nm3 爐膛尺寸:φ4300mm?2066mm 熔池深度:650mm 熔體溫差:≤±5℃ 最大燃料消耗量:1600m3/h(970.92×104kJ/h) 裝料方式:揭蓋式頂加料 熔化速率:4t/h; 能耗:209.25×104kJ/t·Al(345m3/h) 燃料節省率:40%(與普通燃燒系統相比,計算值) 雙蓄熱式熔化爐結構見圖2。 |
圖2 雙蓄熱式熔化爐結構 |
3.3 空氣 、煤氣雙蓄熱燃燒系統
采用蓄熱式高溫空氣燃燒技術(HTAC),將空氣、煤氣溫度同時預熱到比爐膛溫度低50~150℃,大約在800℃左右,排煙溫度<150℃,可最大限度地利用煙氣余熱,降低燃耗,提高熔化爐的熱效率;同時可降低CO2和NOx的排放量。
燃燒器采用陶瓷小球作蓄熱體,空氣蓄熱室和煤氣蓄熱室采用分離結構,空、煤氣沒有互竄的危險。還原性氣氛有利于防止氧化燒損;雙蓄熱式燃燒器結構緊湊,火焰燃燒性能較好,每個燃燒器前設置空氣調節閥門和煤氣調節閥門,可以調節單個燒嘴負荷,也可以關閉單個燒嘴;使加熱溫度的調節和控制靈活、方便。雙蓄熱式燃燒器結構見圖3。
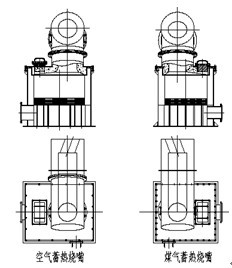
圖3 雙蓄熱式燃燒器結構
3.4 應用狀況和效益分析
空氣、煤氣雙蓄熱式燃燒器技術首次應用在熔鋁爐上并獲成功,填補了在熔鋁爐上使用發生爐煤氣雙蓄熱式燃燒技術的空白,是一項革命性的新嘗試。
3.4.1 經濟效益分析
熔鋁爐采用空氣、煤氣雙預熱(空氣預熱溫度900°C,煤氣預熱溫度900°C);運行中實測燃料噸鋁消耗量210.38×104kJ/t·Al ;煙氣中氧濃度低,鋁的氧化燒損率小。如果每立方米煤氣的綜合成本按0.283元/ m3計算。則噸鋁燃料費用為98.1元。
表1 不同燃料、不同形式熔鋁爐經濟指標對照
|
項目 指標 |
0#柴油 (單蓄熱式) |
廢柴油 (非蓄熱式) |
冷煤氣 (雙蓄熱式) |
熱煤氣 (非蓄熱式) |
天然氣 (單蓄熱式) |
|
熱值 |
4.2687×104kJ/kg |
4.158×104kJ/kg |
5231.25-6068.25kJ/Nm3 |
5231.25-6068.25kJ/Nm3 |
3.55725×104kJ/ Nm3 |
|
成品能耗 |
50-60kg/T.Al |
80-90kg/T.Al |
110-130kg.煤/T.Al |
180-210kg.煤/T.Al |
80-90 Nm3/ T.Al |
|
燃料單價 |
5.8元/kg |
3.8元/kg |
1元/kg(各地煤價相差較大以本地到貨價為準) |
1元/kg |
2.6元/ Nm3 |
|
燃料成本 |
290-340元/噸.成品 |
304-342元/噸.成品 |
110-130元/噸.成品 |
180-210元/噸.成品 |
208-234元/噸.成品 |
冷煤氣雙蓄熱式燃燒系統,由于其排煙溫度<150℃,從而使得其后續的煙塵凈化系統更為簡便易行。從燃料成本看,冷煤氣雙蓄熱式燃燒系統,大大降低了鋁加工產品的加工成本,使得鋁加工產品的市場競爭力大為提高。
3.4.2 環保效益分析
雙預熱蓄熱式熔鋁爐采用潔凈煤氣作燃料。潔凈煤氣成分參數見下表。
表2 潔凈煤氣主要指標
|
煤氣成份 |
CO |
H2 |
CH4 |
CO2 |
N2 |
O2 |
H2S |
焦油、輕油、灰塵等雜質 |
|
% |
25~30 |
0~14 |
2~3 |
4~5 |
45~50 |
0.2~0.8 |
0.05 |
≤50㎎/Nm3 |
雙蓄熱式熔鋁爐因采用潔凈煤氣作燃料,每年減少粉塵排放70噸,減少SO2排放28噸。燒嘴采用局部煙氣再循環技術,NOX排放也有所降低。
傳統的熔鋁爐燃燒系統均采用非蓄熱式或單蓄熱式。非蓄熱式熔鋁爐其排煙溫度在500~1000℃之間,不但浪費大量的能源,還增加了SO2、NOX等酸性氣體的排放,同時增加了其后續的環保治理難度;單蓄熱式熔鋁爐由于燃料未經預熱,蓄熱室的進氣量與排氣量存在不平衡,需增加輔助排煙管道,從而使總體排煙溫度升高,也相應地浪費了一部分能源,增加了其后續的環保治理難度。
4 高溫空氣燃燒技術的最新研究進展[7]
4.1 蓄熱式輻射管
目前中國90%的熱處理爐均采用電能加熱,熱利用效率只有29%,遠低于40~50%的國際水平。在當前電能供應較緊的情況下,采用燃氣配以高溫空氣燃燒技術被認為是改善中國熱處理工業能源結構的有效途徑。為適應這一形勢,神霧公司近期開發出一種采用HTAC技術的W-型輻射燃燒管(圖4)。這種W-型輻射燃燒管已應用于天津一家鋼鐵公司內小時處理量為35噸鍍鋅彩板的無氧化退火爐。用戶報告稱,采用圖4所示W-型輻射燃燒管后,熱處理爐的熱效率達到80%以上,與原用電加熱方式比較,可節能30~40%,爐膛內溫度的不均勻性減少到≤10℃,燃燒廢氣排放溫度≤150℃。
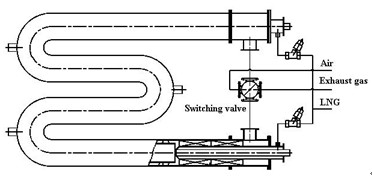
圖4 神霧公司熱處理爐用W-型蓄熱式燃燒輻射管結構示意圖
4.2 蓄熱式煤基直接還原轉底爐
HTAC燒嘴的另一個有應用前景的爐窯是用于煤基直接還原轉底爐。
在轉底爐內爐料加熱升溫和還原反應要吸收大量熱量,工藝爐溫要求1300℃以上,國外同類爐子均采用高熱值煤氣(天然氣)做燃料,國內條件難以滿足。
神霧公司采用自有的蓄熱式燒嘴燃燒技術,利用從爐子排出的廢氣預熱助燃空氣,可使燒低熱值煤氣的實際爐溫達到1400℃以上,使滿足工藝要求爐溫的問題得到解決。且廢氣溫度可降到200℃以下,實現了廢氣余熱的極限回收。
圖5所示為神霧公司開發的煤基直接還原轉底爐燃燒系統工作原理示意圖[8]。圖5(a)為爐體結構和燃燒系統工作方式的示意圖,圖5(b)為模擬分析爐內反應過程所作的氣相流場計算結果。在轉底爐內采用HTAC燒嘴除可以提供良好的爐內熱工和還原過程所需的條件外,礦石的還原過程還可以通過不同爐段燃燒條件的調節進行控制。這種燃燒技術所創造的節能條件,有可能大大增加轉底爐在紅土鎳礦、釩鈦磁鐵礦、含鋅粉塵、冶金渣等直接還原生產的經濟可行性。
|
|
|
|
(a)燃燒系統 |
(b) 流場計算 |
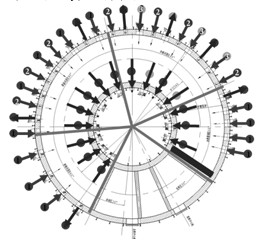
圖5 神霧公司煤基直接還原的轉底爐燃燒系統工作原理示意圖
1– 煤氣進入; 2–空氣進入; 3–備用空氣進入; - 煙氣排出
4.3 蓄熱式熔煉爐
目前,實現渣鐵熔分的工藝主要是埋弧爐熔煉工藝,而埋弧爐熔煉工藝需要消耗大量的電。在礦山附近,由于工業基礎較差,缺乏電力供應,使用埋弧爐熔煉工藝受到了制約。同時,如果建電廠,耗費巨大。因此,為了完善轉底爐—熔煉爐工藝,神霧公司研究開發了蓄熱式熔煉爐工藝。工藝流程見圖6。
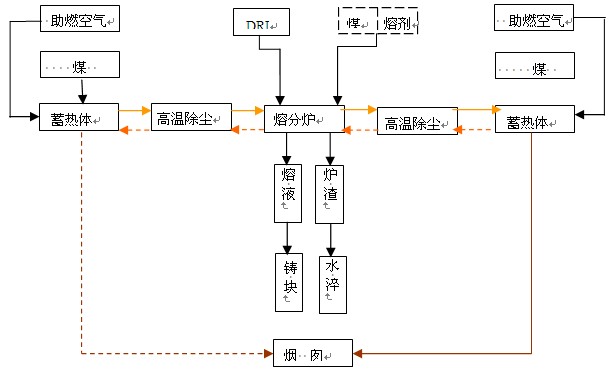
圖6 神霧公司蓄熱式熔煉爐工藝流程
4.4 蓄熱式玻璃爐窯
玻璃是我國建材工業的主要產品,它是以熔窯為主進行生產的能耗較高的產業,它的生產和發展都受到能源供應的制約。另外,產品質量好壞和企業經濟效益高低都與爐窯技術水平有著直接的關系。玻璃工業能耗主要為熔窯消耗,浮法工藝的玻璃廠能耗的80%是熔窯燃料消耗。國內平板玻璃熔窯能耗高,節能潛力也很大。
我國玻璃工業產能已連續多年高居世界首位。我國玻璃工業熔窯節能潛力是很大的。大力提倡玻璃熔窯節能,是我國玻璃爐窯科學工作者和企業的共同責任。玻璃爐窯節能新技術的開發和推廣,將引領玻璃工業完成“工業企業普遍節能20%”的節能減排目標,具有良好的社會效益和經濟效益。
目前,工業發達國家玻璃熔窯的熱效率一般在30%~40%,我國玻璃熔窯的熱效率平均只有25%~35%。燃料在玻璃制造成本中,已超過1/3的比重,能源價格的不斷攀升,已經在嚴重影響著行業的經濟效益。因此,利用發生爐煤氣代替目前的主要燃料重油、天然氣等有很大的市場應用前景。
圖7是神霧公司發明的低熱值燃料玻璃爐窯節能燃燒裝置的結構原理圖。
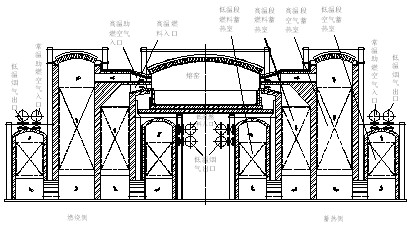
圖7 神霧公司低熱值燃料玻璃爐窯節能燃燒裝置結構原理圖
5 結論
當前,能源的應用日趨緊張,而能源的價格不斷上漲,節能降耗已越來越成為國際國內爐窯技術的發展方向,它不僅可以降低成本,更能增加企業經濟效益。中國工業領域面臨的重大挑戰之一是要求大幅降低能耗和減少污染物排放。高溫空氣燃燒技術(HTAC)為中國企業內大量的燃燒爐窯的節能提供了一個機會。本文重點闡述了雙蓄熱式熔鋁爐的技術性能、實施措施及其技術特點;并對雙蓄熱式熔鋁爐的技術經濟效益和環保效益進行了評述。實踐表明,采用空氣、發生爐煤氣雙蓄熱式燃燒系統的熔鋁爐具有高效、節能和低污染等優越性,是對傳統熔鋁爐的改進,具有廣闊的開發和推廣應用前景。HTAC技術在新的工業領域應用的開發研究受到重視,在新型輻射管、煤基直接還原轉底爐、熔煉爐及玻璃爐窯等的開發應用上已取得進展。北京神霧公司在系統研究的基礎上開發出空氣、煤氣雙預熱的燃燒系統,并將空氣、發生爐煤氣雙蓄熱式燃燒器技術成功應用在熔鋁爐上。應用實踐表明,發生爐煤氣雙蓄熱式燃燒技術是成熟的。北京神霧公司研制開發的組合式雙蓄熱式燃燒系統能夠實現發生爐煤氣雙預熱,節能效果顯著,同時減少氧化燒損,提高產品加熱質量,提高加熱效率,減少CO2和NOx污染物排放。該技術具有廣闊的市場應用前景。
高溫空氣燃燒技術作為一項節能降耗新技術,可以廣泛應用于工業爐窯,并可顯著改善各工業行業的能源結構和效率。
