
太陽能鋁型材表成陽極氧化膜中溫封孔技術是指將陽極氧化膜在中等溫度的封孔介質中進行封孔處理的方法
鋁合金陽極氧化膜高溫封孔和低溫封孔都存在一些缺點。例:高溫封孔的封孔溫度能耗大,封孔時間長、封孔品質差等缺點。低封孔具有封孔速度快、品質好、不加溫等優點而被廣泛采用,但在實際生產中槽液不易控制,使用壽命短(指符合磷—鉻酸蝕失重小于30Mg/dm2槽液的壽命),槽液中含有重金屬氟離子,廢水處理難度大不利環保,并常常出現掛灰、偏色、超失重、爆膜等缺點。國內外研究者紛紛將注意力轉移到中溫封孔的研究上。
所謂中溫封孔是指:封孔劑的工藝溫度控制在60℃-80℃便能達到品質要求。中溫封孔克服了高溫、低溫封孔的許多缺點,是目前鋁型材生產的關鍵工藝改良方向,雖說取得了一定的成功,但仍然存在能耗和槽液易揮發的缺點。
1 前言
為了獲得較好的耐腐蝕性,一般的鋁合金陽極氧化膜要經過封孔處理。封孔工藝分為常溫封孔(低溫封孔)、中溫封孔、沸純水封孔、高溫水蒸氣封孔等。相對于其他幾種封孔工藝,中溫封孔具有無氟、封孔速度快、不變色、成本低等優點,在行業中被大規模使用。
根據國家標準GB5237.2-2008的要求,型材封孔完畢120h后封孔失重不得大于30mg/dm2。太陽能鋁型材膜厚要求較高(≥15µm),經過普通中溫封孔處理后,一般要經過120h陳化后才能使封孔失重合格,很難滿足交貨期要求。特別在干燥天氣條件下(本公司倉庫12月、1月相對濕度為40-60%),在GB5237.2-2008規定的陳化時間(120h)后封孔失重依然難以保證合格。
為了探究干燥環境下普通中溫封孔工藝能否保證封孔質量,本文先通過試驗對比了不同封孔劑的封孔效果。為了克服干燥環境的影響,縮短陳化時間,提高封孔質量,本公司對中溫封孔工藝進行改進,即增加熱純水洗處理,本文接著通過正交試驗確定熱純水洗的最佳條件。
2 試驗部分
2.1 試驗1
2.1.1 材料:基材為本公司生產的合金牌號為6063的光伏型材,封孔劑分別選取本公司目前使用的封孔劑A和市面上知名品牌的封孔劑HY、封孔劑HH。
2.1.2 工藝流程:除油—水洗—堿蝕—兩次水洗—中和—兩次水洗—陽極氧化—兩次水洗—中溫封孔—兩次水洗。
2.1.3 關鍵工序的太陽能陽極氧化工藝參數
2.1.3.1 陽極氧化:游離硫酸170g/L,鋁離子13.0g/ L,槽液溫度18℃,電流密度1.3A/dm2,氧化膜厚為18µm。
2.1.3.2 中溫封孔:鎳離子為1.2g/L,PH值為5.7,溫度為55℃,時間為1µm/min。
2.1.4 試驗方法:將生產線上經過陽極氧化的一根型材,截取長度為5cm的試樣18塊,分別置于3種不同的封孔溶液中做中溫封孔試驗。
2.1.5 中溫封孔試驗
為了客觀比較,封孔劑A、HY和HH統一按照2.1.3.2的工藝條件配制成3種封孔溶液。將上述18塊型材分成3組,每組6塊,分別放入3種不同的封孔液中封孔18min。封孔完成后,自來水洗兩次,自然晾干。
2.1.4 封孔失重測試
型材封孔完畢后,將樣品存放在本公司倉庫中(相對濕度為40-60%)。每組試樣分別經過陳化2h、72h、120h后按GB/T8753.2-2005硝酸預浸磷鉻酸法測試封孔失重。
2.2 試驗2
2.2.1 工藝流程:按2.1.2工藝流程,最后增加一道熱純水洗。
2.2.2 試驗方法:將生產線上經過陽極氧化和中溫封孔后的型材清洗干凈,截取長度為5cm的試樣9塊,分別置于不同溫度的熱純水中,每隔一段時間取出一塊。
2.2.3 正交試驗:以熱純水處理的溫度、時間作為工藝參數,對每一參數選取三個不同的水平,做正交試驗,確定熱純水處理的最優參數。封孔完畢2h后做封孔測試。
3 結果與討論
3.1 不同封孔劑的封孔效果對比
在干燥環境下,經過不同封孔液處理后,在不同的陳化時間測得的封孔失重數據如下表:
表1
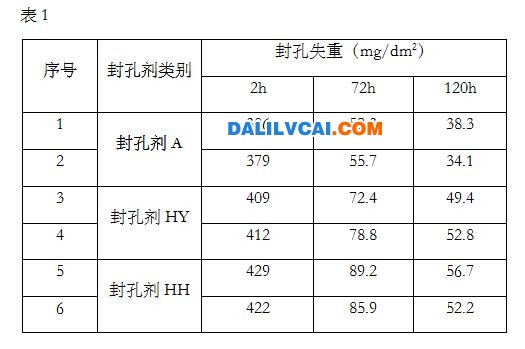
通過表1可以看出,在干燥環境下(相對濕度為40%-60%),120h陳化后, 三種封孔液處理過的試樣的封孔失重都達不到要求。中溫封孔完畢后,型材一般要放置一段時間,利用空氣中的水分進行陳化,而干燥環境減緩了陳化的速度。可見,在干燥環境下,普通中溫封孔工藝并不能很好地保證高膜厚氧化型材(如光伏氧化型材)的封孔質量。
3.2 熱純水處理的工藝條件
以熱純水處理的溫度、時間作為工藝參數,對每一參數選取三個不同的水平,做正交試驗。
表2 水平因素表

表3 正交試驗及結果

圖為:太陽能鋁型材熱純水處理的工藝正交試驗及結果
從表1中可以看出,未經熱純水處理的試樣,封孔完畢2h后的封孔失重為386-429mg/dm2。而從表3看,經過熱純水處理后,基本不經過陳化,封孔失重也可以大大降低。
通過正交試驗可以看出,溫度因素選水平3,時間因素選水平3時,得到的試樣為試樣9,其封孔失重最小,但外觀起灰,而且時間長達16min,效率不高。而溫度因素選水平2,時間因素選水平2時,得到的試樣為試樣5,其封孔失重與試樣9接近,而且外觀不起灰。所以,我們確定熱純水處理選用的最佳工藝參數為:溫度70℃,時間12min。
4 結論
本文通過試驗對比了不同廠家中溫封孔劑的封孔效果,同時介紹了本公司太陽能鋁材陽極氧化中溫封孔工藝的改進方法,即采取在中溫封孔后增加熱純水洗處理的方法,提高了封孔質量,縮短了交貨期。
4.1 在干燥環境下,普通中溫封孔工藝不能很好地保證高膜厚氧化型材(如光伏氧化型材)的封孔質量。
4.2 采取在中溫封孔后增加熱純水洗處理的方法,可以加速陳化,提高封孔質量,縮短交貨期。
4.3 熱純水處理的最佳工藝參數為:溫度70℃,時間12min。


