
本人通過二十幾年從事鋁型材生產、技術、質量管理工作的實踐,逐漸認識到熔鑄生產的鑄棒質量是決定鋁型材內在(成分、組織、性能)質量和外在(表面、顏色、氧化膜透明度、涂層的附著力)質量的基礎條件。下面淺談6063鋁合金化學成分的控制。
1 6063鋁合金概述
6063鋁合金是美國于1954年7月1日向國際標準化組織ISO注冊的,數字形式為6063,字母形式為AlMgSiO.5。由于6063鋁合金具有:室溫延伸率δ≥8%,高溫塑性變形能力更好,能夠生產出結構復雜、大型薄壁中空擠壓型材;淬火敏感性低,可以在擠壓機上熱擠壓后(500—560℃),通過風冷進行淬火,然后再經人工時效,達到中等強度,бb≥160Mpa,可滿足建筑型材需要,有利于實現T5狀態大規模工業化生產;在可熱處理強化的鋁硅合金中是唯一沒有應力腐蝕的合金,抗腐蝕性能好,制作門窗、幕墻可以使用幾十年;陽極氧化,電解著色,電泳涂漆、粉未噴涂,氟碳漆噴涂性能良好,生產出的鋁型材美觀,豪華、大方,為設計師提供廣闊空間,裝點華廈;抗沖擊性能好,尤其是對裂紋的敏感性低,很適合于建筑門、窗、幕墻的加工和使用等上述良好的綜合性能,一問世就廣泛地應用制造建筑型材,幾十年占據統治地位,久興不衰。
眾所周知,合金的化學成分及其相適應的熱處理工藝決定了合金的組織,合金的組織決定了合金的性能。可見,6063合金化學成分是其諸多綜合性能的基礎,是十分重要的。所以,在GB5237-2008《鋁合金建筑型材》國家標準中,合金化學成分是強制性條款,具有嚴肅的法律效力,不允許企業與顧客進行協商決定。。
我國的GB/T3190《變形鋁及鋁合金化學成分》標準等同采用ISO標準規定,,6063合金化學成分如表1所示。
表 1
|
Mg |
Si |
Fe |
Cu |
Mn |
Cr |
Ti |
Zn |
Al |
|
GB/T3190-1996 |
0.45/0.90 |
0.20/0.60 |
0.35 |
0.10 |
余量 |
但是,由于國家標準規定的6063合金化學成分太寬,因此,各型材生產廠都制定相應的企業標準。我公司的企業標準如表2所示。
表 2
|
Mg |
Si |
Fe |
Cu |
Mn |
Cr |
Ti |
Zn |
Al |
|
Q/DP.ZJ-01-2008 |
0.48/0.78 |
0.32/0.52 |
0.30 |
0.08 |
0.04 |
余量 |
企業標準準規定的6063合金化學成分也較寬,實際上,生產執行內控標準(后面詳述)。
2 各組成元素在6063合金中的作用
2.1Al:基體,是該合金綜合性能的基本保證
2.2合金元素:Mg、Si
a. Mg和Si生成Mg2Si是該合金中的主要強化相,Mg2Si在合金中的含量多少以及在固溶體中的溶解度大小及分布形態是產生熱處理強化的決定因素。
b. Mg2Si中的Mg:Si=24.3×2/28.1×1=1.73
c.當Mg:Si>1.73時,Mg過剩
表3:過剩Mg對6063合金不同溫度下Mg2Si相在鋁基體中溶解度的影響
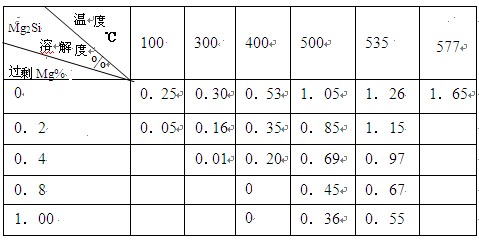
從上表可見:隨著過剩Mg量的增加,Mg2Si相在鋁中的溶解度明顯下降,從而降低了淬火時效強化效果,削弱了合金化效果,使機械強度下降,成形性能降低。
d.當Mg:Si<1.73時,Si過剩,表4:過剩硅對6063合金力學性能的影響
|
合金試樣 |
組成(%) |
相組織(%) |
力學性能(N/mm2) |
||||
|
Mg |
Si |
Fe |
Mg2Si |
過剩Si |
б6 |
бpo2 |
|
|
1# |
0.50 |
0.35 |
0.16 |
0.79 |
0.01 |
218 |
|
|
2# |
0.50 |
0.43 |
0.16 |
0.79 |
0.08 |
235 |
213 |
|
3# |
0.50 |
0.48 |
0.24 |
0.79 |
0.13 |
250 |
227 |
從上表可見,隨著過剩Si的增加,在Mg2Si含量不變的情況下,合金的力學性能有明顯增加,過剩Si顯著提高了自然時效效果,并且強度和自然時效速度隨著過剩Si是增加而增加,但是,成形性,焊接性能降低。
采用過剩Si的成分時,Si優先與Fe、Mn生成?相(MnFe)3Si12Al15,有利于消除有害雜質鐵的影響,并確保Mg2Si強化相的形成。但是,當過剩Si超過0.2%時,會對氧化膜有“灰化”的影響。
2.3雜質:(∑<1%)
a.Fe:在Si貧乏情況下,生成尖狀或棒狀FeAl3化合物,是堅硬質點,擠壓生產時易產生外觀缺陷,陽極氧化時,其電極電位與鋁不同,破壞氧化膜的連續性和均勻性,氧化膜透明性差;在過剩Si情況下,優先生成脆的針狀化合物?相,在擠壓時,產生型材開裂;
b. Cu:對增加合金力學性能和表面光度有利,但降低耐腐蝕性,含量多時造成氧化膜偏黑;
c.Mn:少時有利消除AL5FeSi有害影響,減輕擠壓紋;多時,氧化膜呈棕黃色;
d.Zn:使合金結晶粗大,氧化后產生閃亮的梨皮狀斑點,Zn>0.04%,使型材產生嚴重腐蝕,形成鋅花缺陷;
e.Ti:生成TiAL3、TiB2有細化晶粒的作用,但Ti>0.1%時,影響著色色調,嚴重時,甚至導致不能著色。
3 化學成分的內控標準
企業標準是公司驗收產品的準則;內控標準是生產產品的指導準則,超出內控標準屬于違反工藝紀律。經過多年實踐考驗,我公司6063合金化學成分基本控制在內控標準的范圍內。6063鋁合金型材化學成分的內控標準應遵循以下原則:
3.16063鋁合金的Mg:Si
1994年以前,鋁型材多為光亮型材,并且著色較多,此時Mg:Si控制在1.3-1.6之間,1994年以后,由于著色型材較少,并且表面比較柔和的亞光,砂面型材倍受消費者青睞,此時Mg:Si控制在 1.2-1.3(銀白);1.3-1.6(著色);隨著人們對過剩Si強化效果的認識加深,為提高鋁型材的強度,而將Mg:Si控制在1.15-1.3;2004年生產隔熱型材后,為防止復合時槽口基材產生裂紋,Mg:Si控制在 1.3-1.5。
3.26063鋁合金的Mg2Si
雖然Mg、Si是形成Mg2Si強化相的元素,但其電極電位與基體Al仍然不同,含量高了,會影響型材氧化膜的連續性,均勻性及透明度;強化相Mg2Si在淬火時不能完全固溶到鋁基體中,而在堿腐蝕時,Mg2Si又優先析出,形成組織條紋缺陷,因此,經過失敗的教訓后,我們將Mg+Si的含量由原來1.0-1.2%改為<1%(0.8-0.9%)的低Mg、Si控制。因為,當Mg2Si含量小于0.65%,強度劇減;當Mg2Si含量大于0.9%,延伸率下降;Mg2Si在500℃的最大溶解度為1.05,所以,在過剩硅的條件下,Mg2Si含量為Mg含量的1.58倍,當Mg含量控制在0.52-0.55%時,Mg2Si含量為0.82—0.87%。
3.36063鋁合金的過剩Si
在本文之1.2.2合金元素:Mg、Si條款中,已闡述了過剩Mg、過剩Si 對6063鋁合金的性能的影響,在此不贅述。
現在,各鋁型材生產廠都采用過剩Si的6063合金化學成分的控制。目前,計算6063合金中的過剩Si含量有兩個經驗公式:
(1)過剩Si%=合金中:Si%-Mg2Si中Si%-β相(MnFe)3Si12Al15中Si%
(2)過剩Si%=合金中:
Si%-Mg2Si中Si%-Si%固溶量,其中Mg2Si中Si%=合金中Mg%/1.73
β相(MnFe)3Si12Al15中Si%=合金中(Fe+Mn)%/4
Si%固溶量=0.05%
最佳過剩Si%應控制在:合金的:Fe%:過剩Si%=2—3,即在6063合金中Fe%=0.2%時,最佳過剩Si%=0.06%—0.10%。
筆者認為過剩Si含量經驗公式(2)在6063合金中Fe%較低時適用,在6063合金中Fe%較高時不適用。例如:一個朋友給我打電話:他們廠買的6063鑄棒含0.42%的Si,0.53%的Mg,0.35%的Fe(合格)。盡管嚴格控制擠壓、時效的工藝,型材HW在4—6之間而報廢。經復驗Fe的含量為0.56%(不合格)。如果按公式(2)計算,過剩Si%=0.064%,型材硬度應該合格;如果按公式(1)計算,過剩Si%=-0.026%,因為,合金中的Si優先與Mn、Fe生成β相,導致沒有足夠的Si與Mg生成Mg2Si強化相,致使Mg2Si含量低,并形成過剩Mg狀態,影響Mg2Si在鋁基體中的固溶,影響時效強化效果,所以,型材硬度不合格;經過多年的實踐統計,6063鋁合金化學成分,Mg含量控制在0.52-0.55%,Mg2Si含量為0.82—0.87%,隔熱型材Mg含量控制在0.50-0.53%,Mg2Si含量為0.79—0.84%,Si含量控制在0.4-0.46%,隔熱型材Si含量控制在0.38-0.42%,當Fe+Mn含量為0.24時,過剩Si含量為0.02—0.1%,以確保鋁型材的綜合性能。
4 生產過程中化學成分控制的措施
4.1原輔材料采購在合格供方名單中采購,應具有質量保證書或合格證,進廠原輔材料應進行檢驗或驗證,合格后方能投入生產;
4.2加強配料計算,防止出現計算錯誤;
4.3嚴肅稱料,運料,投料,防止看錯配料單,稱錯磅,搬錯料,現場混料,或錯投料;
4.4熔煉過程應嚴肅操作工藝紀律,嚴格按工藝規程操作,熔煉時防止加鎂溫度過高或過低,防止加鎂方法不正確,鎂在液面燃燒;鐵質工具應噴涂料,防止增鐵;防止熔煉時間過長,使金屬燒損嚴重;加強攪拌,防止鋁液成分不均勻;加強爐前,爐后化學成分分析,防止誤操作或錯發化驗報告。
5 鑄棒外包過程的控制
本文論述了6063鋁合金化學成分對生產優質鋁型材的重要性,并從控制6063鋁合金中的各組成元素、Mg:Si、Mg2Si、過剩Si的含量,闡述6063鋁合金化學成分控制的基本原則、措施以及對鑄棒外包方的控制。隨著改革的深入,經濟的發展,有些電解鋁廠建設一些鋁合金化爐和鑄棒澆注設備,利用電解鋁熔液經合金化后,生產、銷售6063鋁合金鑄棒,這種深加工節省能源,并且,電解鋁廠的設備、技術、檢測保障能力較強,鑄棒質量好,價格便宜,很受鋁型材廠的歡迎;但是,有的工廠,雖然也利用電解鋁熔液經合金化后,生產、銷售6063鋁合金鑄棒,由于其設備、技術、檢測保障能力較差,合金精煉不充分,晶粒細化不徹底,致使鑄棒質量較差;甚至,個別廠家,利用雜鋁重熔,粗制濫造,化學成分、低倍組織不合格,但是,價格便宜,也有市場。使得鑄棒市場魚目混珠,非常混亂。
GB/T19001_2008《質量管理體系要求 》標準中特別強調:“針對組織所選擇的任何影響產品符合要求的外包過程,組織應確保對其實施控制。對此類外包過程控制的類型和程度應在質量管理體系中加以規定。”大多數企業對鑄棒外包方按采購合格供方以其合法資質進行選擇和評價,對其控制程度是不夠的。鑄棒質量是決定鋁型材內在(成分、組織、性能)質量和外在(表面、顏色、氧化膜透明度、涂層的附著力)質量的基礎條件。我公司將鑄棒外包過程控制確定為A類,要求鑄棒外包方按我公司鑄棒生產、質量控制要求進行生產和檢驗,必要時,公司對鑄棒外包方實施第二方審核,以確保鑄棒質量合格。
綜上所述,6063合金化學成分是其諸多綜合性能的基礎,是十分重要的。鑄棒質量是決定鋁型材內在(成分、組織、性能)質量和外在(表面、顏色、氧化膜透明度、涂層的附著力)質量的基礎條件。只要我們嚴格按內控標準控制化學成分,并把好熔煉關,澆注關,就一定會生產出優質的鑄棒,為生產優質鋁型材打下堅實的基礎。
由于水平有限,不妥之處,,懇請各位專家指正。
