
一 引言
隨著鋁型材行業的高速發展,各種各樣的型材產品出現在人們的視野,那么應對不同的鋁型材要求就需有一款適合它的設計,擠壓模具空刀就是其中的重要部分。模具型孔空刀和出料口斜度加工是緊密結合在一起的,這個取決于我司所使用的是瑞士夏米爾電火花機床,該設備功能較為先進,其中U6606和U6607(平動代碼)平動功能在型孔空刀、出料口斜度和出口工作帶加工精度方面起到重要作用。
二 鋁材擠壓模具型孔空刀的加工工藝
1.之前的出料口斜度加工工藝
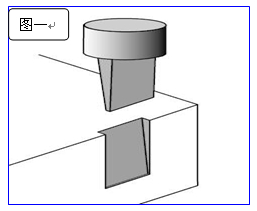
1.1 傳統的斜度加工就是準備角度為15?、20?、25?幾種刀具,按圖紙要求,將石墨電極相應部位銑為帶錐度的斜度電極,然后機床Z軸是自上而下加工,從而實現模具出料口斜度(圖一),這種加工工藝用時較長,加工精度不理想。
1.2 用角度為5?、4?、2?幾種刀具,CAM編程序,沿著型孔生成刀路,使用加工中心立式銑床直接將模具出料口斜度和型孔空刀一起銑削出來,這樣的加工工藝成本較高,CNC工序的工作量過大。
1.3 現在的擠壓模具出料口斜度是由夏米爾電火花機床去完成,該設備功能十分齊全,就單一的石墨電極,通過編寫程序,不僅僅可以完成模具出料口斜度,連模具型孔工作帶粗、精加工都可以一起完成。
1.4 模具出料口斜度通常按2.5~3?加工,例如圓管、方管、扁條或常規的型材出料口斜度就是3?,而帶有毛條位、穿膠位、螺絲位和舌位的模具為了保證模具支撐強度,需要通過計算才可能確定斜度值。當斜度值小于2.5?時,就要將石墨電極影響強度的部分銑掉,再進行局部斜度加工,保留模具薄弱處的支撐。
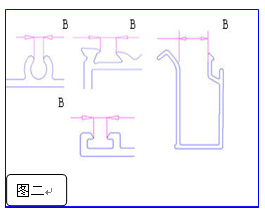
如圖二所示,帶有毛條位、穿膠位、螺絲位和舌位的鋁型材圖中的B值是計算斜度的條件之一,通常模具(2000T)毛條位、穿膠位、螺絲位的支撐大于25mm即可,從設計圖上可知B值,有了以上兩個數值就可以計算加工的度數。
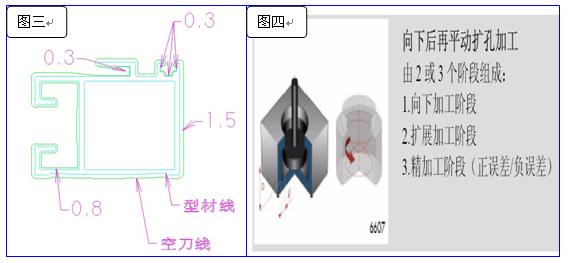
2.從圖三中可以清楚看到型孔空刀的放量分布,常規的型孔空刀放量值為1.5mm,0.8mm,0.5mm,0.3mm。通常一般的直邊的空刀做1.5mm,而懸壁、舌位會做0.5~0.8mm,而毛條位、穿膠位、螺絲位部分只會做0.3mm。空刀放量需要足夠的經驗,鋁型材的端點,不同放量的過渡位是重點。
3.夏米爾電火花機的平動功能的優勢
3.1 為了模具型孔空刀和出口工作帶的質量,傳統加工模式分別采用粗、精加工,再加斜度幾乎每件模具都要分3次加工,甚至更多次加工才可以完成。
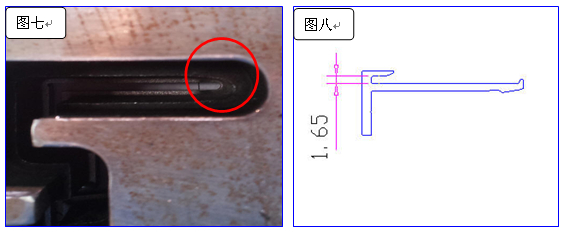
3.2 夏米爾電火花機U6607平動功能,只要一條程序就會執行粗加工、斜度和精加工三步(圖四),如方管,扁條那樣簡單的模具,只要一次加工就可以完成。但是,為了規范操作及保證型孔空刀和出口工作帶的加工精度,夏米爾電火花機加工工藝分為粗加工和精加工兩個步驟,絕大部分的模具都可以完成,有小部分模具因為壁厚相差懸殊,工作帶之間的差值較大,則會選擇二次精加工,從而保證質量要求。
三 隨著目標產量的提升,鋁型材擠壓工藝與設計理念的不斷優化,模具的型孔空刀加工工藝也應對問題點進行了優化
1.圖五中可以看出早期生產的鋁擠壓模具返修方案為型孔空刀加大,原因是擠速不理想,對單機產能有一定的影響。圖六可以看到型材產品的持續生產過程中出現刮傷的缺陷,因為刮傷處的型孔空刀只有0.3mm,擠壓生產過程中,鋁制品的高溫環境下產生的晶粒或殘料填滿了型孔空刀,造成堵塞而刮傷型材。另外如果出料口斜度面太過粗糙,或者有雜質也會造成鋁型材刮傷的情況。

2.足夠的型孔空刀利于供料,但切勿盲目加大。每款鋁型材的設計理念都會考慮最優的供料,以及模具產品的后期使用。如果鋁型材空刀加大欠合理,那么模具產品就難于持續使用,也就不能實現它的最大價值。如圖七可以看出,型孔端點是模具最薄弱的地方,此處的型孔空刀不選擇做1.5mm,而是做0.8mm,這樣減少模具端點工作帶坍塌和裂角的機率。圖八可以看此類鋁型材不僅不能做0.3mm,只能選擇做0.15mm,避免模具支撐容易塑性變形而失效報廢。
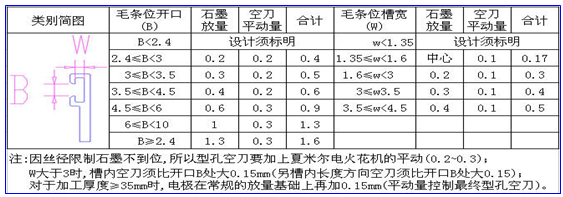
3.根據生產中反映的實際情況和收集的數據,并將典型的鋁型材做試驗,最終在型孔空刀工藝方面作了調整。從圖九中的數據顯示,細化各區間的數值,幾乎所有(設計標示的特殊型材外)型孔空刀較小的部分都相應加大。而且還加入了石墨電極在電蝕加工中的微損耗量,當模具加工深度≥30mm時,石墨電極毛條位端點會在常規放量的基礎上增加0.15mm,以確保型孔端點的空刀。
四 結束語
型孔空刀的加工工藝多種多樣,我們結合自身的實際情況,將設計的理念更好地體現出來,提供更優質的模具產品,并更好地服務擠壓車間。在鋁型材整套的生產體系里面,各分廠的工藝是獨立而相互緊密聯系的,模具這塊會隨著大環境的變化而不斷地自我完善。


