
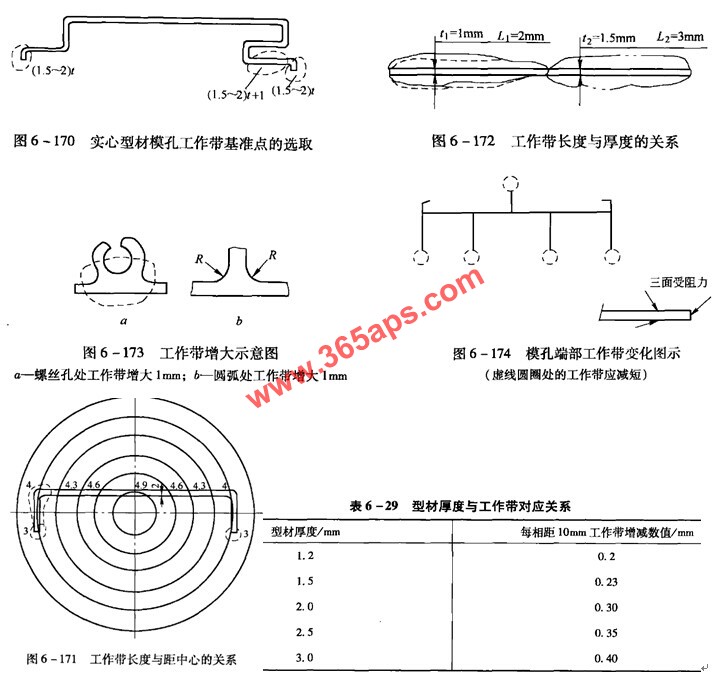
1)設計擠壓模具工作帶時,首先以整個鋁型材斷面最難擠出(成形)部分為基準點,取該工作帶長度為成品厚度的1. 5~2倍,以圖6-170中的型材為例,該型材的壁厚為t,由于其寬度較大,兩端出料較難(見虛線部分),故以此處作為設計工作帶的基準點,取L=(1. 5~2)t。
2)與基準點相鄰部位的工作帶長度較基準點工作帶長lmm,見圖6一170。
3)鋁合金型材厚度相同部位,如其距離擠壓筒中心的距離相等,那么,工作帶的長度應相等。
4)由模具中心算起,每遠離中心10~則其工作帶應相應減少如表6 - 29示出的數值,見圖6一171。
5)其他情況相同時,工作帶的長度與該處的厚度成正比,見圖6一172。
t1=lmm處工作帶長L1 = 2mm, t2=1. 5mm處的工作帶長度
6)鋁型材螺孔處工作帶應增加lmm(圖6一173x),型材兩邊交接處有圓弧R的地方工作帶應增大lmm(圖6一173b)。
7)型材模孔的端部,因三面受阻,金屬流速較慢,故此處的工作帶應減少lmm,見圖6一174的圓圈處。
2)與基準點相鄰部位的工作帶長度較基準點工作帶長lmm,見圖6一170。
3)鋁合金型材厚度相同部位,如其距離擠壓筒中心的距離相等,那么,工作帶的長度應相等。
4)由模具中心算起,每遠離中心10~則其工作帶應相應減少如表6 - 29示出的數值,見圖6一171。
5)其他情況相同時,工作帶的長度與該處的厚度成正比,見圖6一172。
t1=lmm處工作帶長L1 = 2mm, t2=1. 5mm處的工作帶長度
6)鋁型材螺孔處工作帶應增加lmm(圖6一173x),型材兩邊交接處有圓弧R的地方工作帶應增大lmm(圖6一173b)。
7)型材模孔的端部,因三面受阻,金屬流速較慢,故此處的工作帶應減少lmm,見圖6一174的圓圈處。


