
以DQ912鋁型材擠壓模具設計為例,如圖所示。這是一個電視機生產線上用的鋁型材,型材DQ912實際上是兩個簡單型材的組合,上模由三個芯子構成,外形形狀不規則,上模與下模通過止口和銷釘定位,使型孔配合后型孔壁厚均勻。模芯如何加工成型和如何保證芯子與型孔加工位置度是模具加工關鍵。
同普通模具一樣,型孔公差為-0.05mm,則模芯尺寸公差為十0. 05mm,且開口位置度為0. 02mm,表面粗糙度Ra0.8以上,在型孔和模芯的位置度應在0.02mm以下才能滿足要求。
普通分流模具,通常以上模配合下模手工修銼模芯,然后按線電火花加工模芯上的絲孔或開口,這種加工方法只適用于外形形狀規則,無精確位置要求的開口的模芯的簡單加工。這一
工藝生產效率較高,但存在著積累誤差較大,模芯與型孔的形位精度差,上下模無互換性的缺點。
復雜鋁型材模具DQ912,模芯多,形狀不規則,芯子上開口位置要求精確,以往對這類復雜鋁型材模具曾采用過套打加工的方法。但是,由于加工形位誤差靠導柱控制,所以加工工序煩瑣,積累誤差較大,且在電火花機床上套打時,受加工條件的限制,加工排屑困難,易燒損電極,加工效率低。采用上述加工方法顯然不能達到技術要求。
引進的電加工設備功能齊全,具有加工精度高、定位準確等性能。因此便產生了分體成型加工工藝。這一工藝具有加工尺寸精度高、形位精度好、模具可互換等優點。
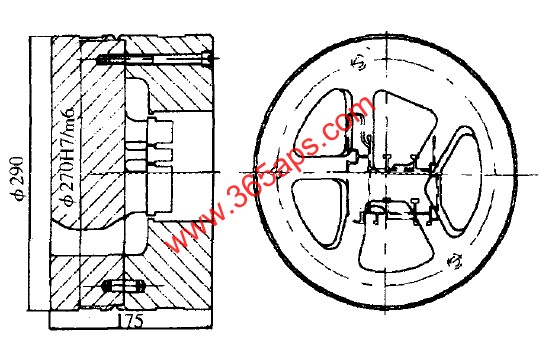 圖為:電視機生產線用鋁型材模具設計
圖為:電視機生產線用鋁型材模具設計
同普通模具一樣,型孔公差為-0.05mm,則模芯尺寸公差為十0. 05mm,且開口位置度為0. 02mm,表面粗糙度Ra0.8以上,在型孔和模芯的位置度應在0.02mm以下才能滿足要求。
普通分流模具,通常以上模配合下模手工修銼模芯,然后按線電火花加工模芯上的絲孔或開口,這種加工方法只適用于外形形狀規則,無精確位置要求的開口的模芯的簡單加工。這一
工藝生產效率較高,但存在著積累誤差較大,模芯與型孔的形位精度差,上下模無互換性的缺點。
復雜鋁型材模具DQ912,模芯多,形狀不規則,芯子上開口位置要求精確,以往對這類復雜鋁型材模具曾采用過套打加工的方法。但是,由于加工形位誤差靠導柱控制,所以加工工序煩瑣,積累誤差較大,且在電火花機床上套打時,受加工條件的限制,加工排屑困難,易燒損電極,加工效率低。采用上述加工方法顯然不能達到技術要求。
引進的電加工設備功能齊全,具有加工精度高、定位準確等性能。因此便產生了分體成型加工工藝。這一工藝具有加工尺寸精度高、形位精度好、模具可互換等優點。
圖為:電視機生產線用鋁型材模具設計

