
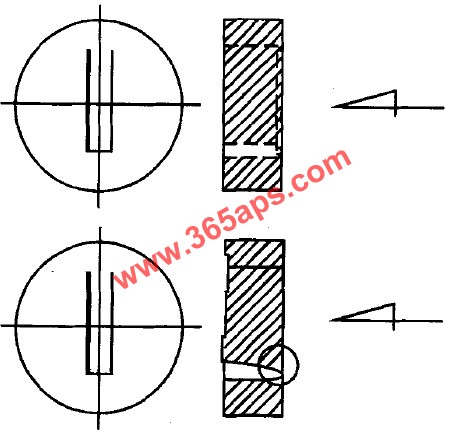
壓塌是鋁型材擠壓模具在擠壓使用過程中,受自身溫度、鑄棒溫度和擠壓溫度的影響,機(jī)械性能降低,懸臂部位產(chǎn)生的下塌變形。有兩種情形:一是彈性變形,即在壓力的作用下,懸臂部位下塌的撓度在模具設(shè)計(jì)數(shù)值范圍內(nèi),撤去壓力后,其能恢復(fù)原來的狀態(tài)。這種狀態(tài)在開始擠壓時出現(xiàn)。二是不能恢復(fù)的下塌變形,如圖所示,隨著擠壓鑄棒的增多,懸臂根部產(chǎn)生疲勞,下塌部位超出了擠壓模具設(shè)計(jì)時的撓度計(jì)算數(shù)值,此種狀況是不能恢復(fù)的。當(dāng)模具被清理完后,就會看到這種狀況。這倆種狀況的危害,造成了鋁型材斷面的變形、壁厚不符圖紙、模具很難修復(fù)、影響鋁型材產(chǎn)量和交貨期。
當(dāng)我們拿到一個新的鋁型材斷面,我們首先要看一看其有沒有大的懸臂,也就是危險斷面。如果鋁型材斷面存在較大的懸臂,就要按公式進(jìn)行“舌比”的計(jì)算。可以將“舌比”分為三個類型:
R<3左右時;
R=3以上時;
R>3以上時。
根據(jù)這個數(shù)值的計(jì)算,擠壓設(shè)計(jì)者就可以采取不同的模具結(jié)構(gòu)方式來進(jìn)行設(shè)計(jì)工作了。
當(dāng)我們拿到一個新的鋁型材斷面,我們首先要看一看其有沒有大的懸臂,也就是危險斷面。如果鋁型材斷面存在較大的懸臂,就要按公式進(jìn)行“舌比”的計(jì)算。可以將“舌比”分為三個類型:
R<3左右時;
R=3以上時;
R>3以上時。
根據(jù)這個數(shù)值的計(jì)算,擠壓設(shè)計(jì)者就可以采取不同的模具結(jié)構(gòu)方式來進(jìn)行設(shè)計(jì)工作了。


