
鋁型材擠壓基本參數:
鋁擠壓機噸位為5000噸,擠壓筒直徑¢364mm,棒徑¢355mm,擠壓系數17,模具直徑:¢530mm.
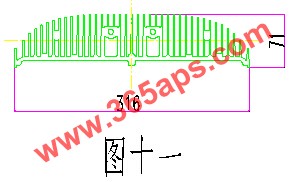
鋁擠壓難點分析:這個散熱器鋁型材幾何尺寸較大,并且有多處裝配位,在散熱器齒上還分布有六個較小的空腔。從技術角度看該散熱器鋁材生產難度很大,主要問題可能出現“偏齒”現象,在樂呵呵才生產過程中,一旦發生偏齒現象,這套擠壓模具將很容易報廢。所以在該擠壓模具設計過程中要解決的核心問題是齒的受力平衡問題。
為了解決偏齒問題,我們在5000噸鋁擠壓機上采用九個分流孔的擠壓模具設計方案。為了降低擠壓力,該方案同樣采用了“前導孔”的結構設計,如圖12所示。

分流孔的布局以及鋁型材在擠壓模具中的擺放位置來看,每個小公頭在各個方向上均有不同的分流孔為其供料,使小公頭在各個方向上的受力得到平衡和抵消。避免了公頭偏壁現象,同時,各個散熱齒在不同方向上的受力也通過分流孔得到平衡,避免了偏齒現象的發生。通過生產實踐證明,該鋁型材模具上機后出料平穩,料頭整齊,各個散熱齒的壁厚均勻,成型情況良好,生產出的鋁型材產品完全能夠滿足客戶的要求。


