
工程料大蓋板鋁型材模具優化設計(如圖五所示)
基本擠壓參數:擠壓機噸位2500T,擠壓筒直徑¢236mm,擠壓系數27。大型扁寬壁板鋁型材模具設計實例
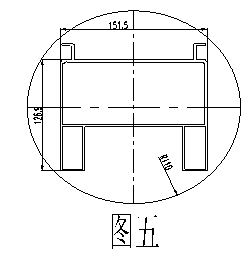
模具設計難點分析:該鋁型材的幾何尺寸較大,壁厚較薄,由于受到擠壓筒直徑的限制,分流孔在設計時需要大角度寬展擴孔,同時,由于受到分流孔進料直徑的限制,兩個小模芯的供料較難平衡,致使小模芯左右受力不平衡,在受力不均的情況下,容易發生偏壁。
由于鋁型材的形位公差要求嚴格,因此,在模具設計時如果采用普通的六孔或八孔的方案的話,模具在擠壓過程中很容易發生偏壁,扭擰,斜角等問題,且很難進行修模矯正。為了有效避免上述缺陷的產生,我們在設計模具時采取導流板兩次分流的模具結構,組裝圖如圖六所示,導流板如圖七所示,上模分流孔如圖八所示。
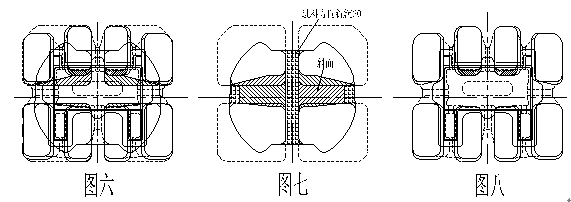
為了使鋁型材成型良好,首先必須要保證模具型腔的各個部位的供料均勻充分,同時還要使兩個小模芯在左右方向上的受力得到有效平衡,避免模芯變形而造成的偏壁,因此在進行模具設計時,我們始終以"平衡"作為設計的宗旨,包括供料平衡,流速平衡和受力平衡。
由于鋁型材上下部分不對稱,在設計導流板的進料孔時,必須充分考慮上下部分的分料比例,根據經驗公式計算,導流板上下分流孔的進料面積比設計為1:1.18。為了使鋁型材遠離擠壓中心的邊緣部分供料充分,導流板的分流橋采用斜面向外過渡,減小邊緣部分的金屬流動阻力。按此方案制成的模具上機后出料平穩,料頭整齊,各處壁厚均勻,僅下部中間的中橫處出料略快,兩個小模芯位置出現輕微收口,在經過修模調整后,生產出的鋁型材成型狀況非常理想,完全滿足客戶要求。


