
隨著我國大規模的基建投資和工業化的高速發展,鋁型材作為建筑領域和工業領域里重要的應用材料,全行業的產量及消費量也迅猛增長,使我國一躍成為世界最大的鋁型材生產基地和消費市場。而產品在市場上的競爭則異常激烈,利潤尤其是建筑型材利潤不斷下滑。迫使鋁型材企業在擴展傳統的建筑鋁型材市場的同時,向應用更廣、附加值更高的工業用鋁型材市場進軍,以實現產品結構和技術含量的升級.只有迅速提升自身綜合實力,企業才能躋身同行業前列。
鋁型材擠壓生產過程中,模具是保證產品成形,具有正確形狀、尺寸和精度的基本工具。合理的模具結構是實現擠壓工藝過程的基礎,獲得所需形狀、尺寸精度、性能、及產品表面質量合格的重要保證。由于模具原因導致個別產品不能按時交貨是長期困擾鋁型材生產企業的難題之一,特別是對于一些擠壓難度大的型材,模具結構設計的合理與否則成了能否順利擠出合格產品的關鍵。在生產實踐中,我們通過不斷的更新模具設計理念,采用國內外先進的制模設備和加工技術,優化模具結構,降低擠壓力,使產品的交貨期明顯縮短,擠壓速度和型材的表面質量也得到了顯著提高。下面通過幾個具體生產實例,來談談我們的一點淺見。
1. 工業用換熱器鋁材(如圖一所示)
基本參數:鋁材擠壓機噸位1650t,擠壓筒直徑?185mm,擠壓系數19
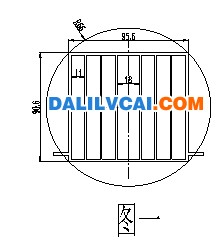
圖為:工業用換熱器鋁材截面圖
難點分析:由于型材模芯被腔筋分割成七個小模芯,而且腔筋的長度達90毫米,壁厚也較薄,因此模具中間的腔筋供料極其困難,同時,由于七個小模芯的寬度較小,模芯的強度大大降低,模芯容易發生嚴重的偏移,甚至斷裂報廢。
這類換熱器型材,一直是很難擠壓的產品,傳統的模具設計方案一般是采用上中下三個分流孔供料,如圖二所示,或者采用圖三的分流孔布局方案。但是,這兩種方案都存在難以克服的缺陷,圖二的方案雖然保證了各條腔筋的供料,但是由于模橋的跨度較大,中間的分流孔直沖模芯的面積也較大,從而導致模具的整體剛度較差,在擠壓過程中,模芯會發生嚴重變形,偏壁嚴重,起波浪,成型差,整體的模具壽命極低。
圖三所示的設計方案,雖然模具的整體剛性得到一定程度的提高,但是供料不均勻,兩側最邊緣的腔筋難以供料,只能通過打通兩側的模芯來實現供料(如圖四a處所示),因此,這種方案同樣會大大降低模芯的強度,成型很差,模具的壽命也很低,無法滿足生產要求。
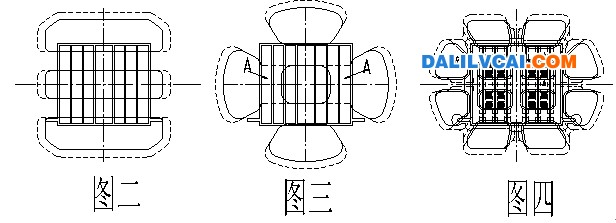
圖為:工業用換熱器鋁材模具設計方案圖
在進行模具設計的過程中,我們提出了新的模具設計方案,如圖四所示,新方案模具采用十二個分流孔供料,增加了分流橋的數量,大大減小了單個模橋的跨度,減小了單個分流孔的進料面積和單個分流橋的寬度,使分流橋在整體模具供料布局中呈網格狀分布,這種類似于“蜂巢”的網格結構大大增強了模具的整體剛度。減小了模具的彈性變形,同時也使型材的各個部位的供料更趨均勻合理,分流孔供料時的金屬流對模芯產生的作用力相互得到有效平衡,模芯的彈性變形現象得到了極大的改善。同時,為了有效減小擠壓力,在設計時減薄了上模的厚度并設計了減壓角。實踐證明:采用此方案制成的模具上機后的出料效果非常理想,滿足了客戶對尺寸精度的要求,模具壽命也大大提高。
2. 工程料大蓋板鋁材模具設計優化案例(如圖五所示)
基本擠壓參數:擠壓機噸位2500t,擠壓筒直徑¢236mm,擠壓系數27。
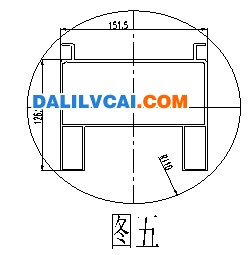
圖為:工程料大蓋板鋁材模具設計優化案例
模具設計難點分析:該型材的幾何尺寸較大,壁厚較薄,由于受到擠壓筒直徑的限制,分流孔在設計時需要大角度寬展擴孔,同時,由于受到分流孔進料直徑的限制,兩個小模芯的供料較難平衡,致使小模芯左右受力不平衡,在受力不均的情況下,容易發生偏壁。
由于型材的形位公差要求嚴格,因此,在模具設計時如果采用普通的六孔或八孔的方案的話,模具在擠壓過程中很容易發生偏壁,扭擰,斜角等問題,且很難進行修模矯正。為了有效避免上述缺陷的產生,我們在設計模具時采取導流板兩次分流的模具結構,組裝圖如圖六所示,導流板如圖七所示,上模分流孔如圖八所示。
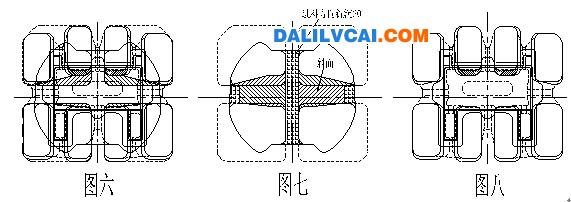
圖為:工程料大蓋板鋁材模具設計方案圖
為了使型材成型良好,首先必須要保證模具型腔的各個部位的供料均勻充分,同時還要使兩個小模芯在左右方向上的受力得到有效平衡,避免模芯變形而造成的偏壁,因此在進行模具設計時,我們始終以"平衡"作為設計的宗旨,包括供料平衡,流速平衡和受力平衡。
由于型材上下部分不對稱,在設計導流板的進料孔時,必須充分考慮上下部分的分料比例,根據經驗公式計算,導流板上下分流孔的進料面積比設計為1:1.18。為了使型材遠離擠壓中心的邊緣部分供料充分,導流板的分流橋采用斜面向外過渡,減小邊緣部分的金屬流動阻力。按此方案制成的模具上機后出料平穩,料頭整齊,各處壁厚均勻,僅下部中間的中橫處出料略快,兩個小模芯位置出現輕微收口,在經過修模調整后,生產出的型材成型狀況非常理想,完全滿足客戶要求。
3. 工業流水線鋁型材結構件(如圖九所示)
該型材用1650噸擠壓機擠壓,擠壓筒直徑為185mm, 擠壓系數為17。
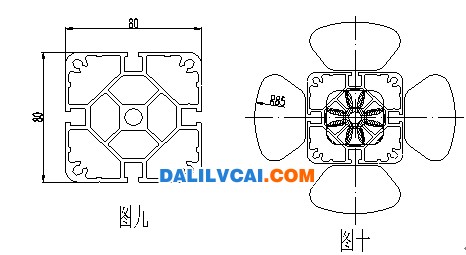
圖為:工業流水線鋁型材結構件截面圖及模具設計方案
設計難點分析:該型材的外接圓尺寸較小,只有8080mm,從里向外有"三層"空腔,共九個模芯,這樣的模芯結構極易造成中間供料困難,由于單個模芯的尺寸較小,剛度較差,容易發生嚴重偏壁,甚至造成模芯斷裂報廢。針對上述難點,在進行模具設計時,重點考慮各個中間模芯的供料及受力平衡問題。
此類型材傳統設計方案一般為外面開四個分流孔,中間開四個小分流孔供料,如圖十所示。這種方案的優點是模具結構相對簡單,利于加工,但是也存在一些缺陷,由于該方案外圍的四個分流孔的進料面積過大,而中間四個小進料孔由于受到模芯尺寸的限制,難以再擴大,因此,中間與外圍分流孔的進料面積比例差距過大,造成中間模芯的供料嚴重不足,如果中間進料孔沉橋深度過大的話,將使模具的強度受到嚴重影響。同時,由于內外模芯的受力得不到有效平衡,將導致型材產生嚴重的偏壁現象。
針對上述問題,我們改進設計,提出了新的模具結構方案:新方案采用導流板二次分流的結構,如圖十一至十三所示,圖十一為導流板,圖十二為上模進料孔。圖十三為模具的整體裝配圖,新方案將舊方案外圍的四個大分流孔分解成8個小分流孔,減小了外圍分流孔的進料面積,這樣就使中間進料孔與外圍進料孔的進料面積比例趨于合理。型材四個角部所對應的四個外圍分流孔的進料面積要小于其他四個分流孔的面積(如圖十二所示),在設計上,這是至關重要的,否則,外圍的四個較大的模芯的受力會不平衡,模芯將會發生偏移。
新方案充分考慮了模具型腔各個部位的分料比例,使供料更為均勻合理,模具的整體強度得到明顯提高,模芯的受力狀態平衡較好,出料偏壁現象明顯好轉,該模具第一次上機出料就較為理想,除了幾處開口位出現輕微"收口"外,型材壁厚基本滿足公差精度要求,料頭整齊,中間型腔的供料情況良好,經過修模調整流速后,模具擠出的型材滿足了客戶要求。
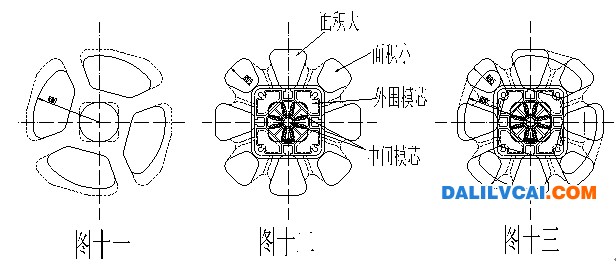
工業流水線鋁型材結構件模具優化后的設計方案
4. 薄壁大鋁方管(如圖十四所示)
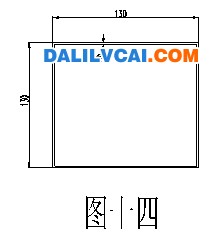
薄壁大鋁方管截面圖
薄壁大方管(注:大圓管與其類似)一直是困繞鋁型材擠壓模具行業的難題,在生產實踐中,這種模具如果采用傳統設計結構的話,很難生產出合格產品,往往模具一上機就會出現裂橋,模具的報廢率極高,不僅大大增加了生產成本而且延誤交貨周期,大方管與大圓管尤其在“小機擠大料”的情況下,是極為困難的。
難點分析:雖然大方管的形狀對稱,結構簡單,但是由于130130mm 壁厚1.6mm的方管的模芯面積過大,壁厚過薄,模具中心的擠壓死區所產生的金屬變形抗力和金屬摩擦力過大,模具在承受高溫、高壓、高摩擦力的情況下,會發生嚴重變形,導致模具出現"裂橋"。
如圖十五所示,模具工作時,由于受到壓力而出現彈性變形,模芯根部a處在彈性變形時受到拉應力作用,由于橋位焊合水滴的存在,造成a處應力集中,a處成為危險部位,在生產實踐過程中,裂橋現象均發生在此處。
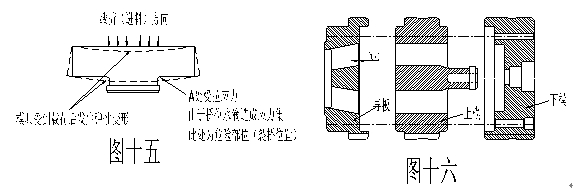
圖為:薄壁大鋁方管模具設計原方案
為了解決模具強度問題,通常可以采取導流板,上模,下模等三件結構,在導流板與上模之間留有一定的變形間隙,從而起到"保護"上模的作用(如圖十六所示)。在實際生產中,這樣的結構可以大大改善模具的受力狀況,提高模具使用壽命,但是導流板三件結構也存在一定的缺陷,由于增加了導流板,使模具的厚度增加(導流板與上模的厚度總和大大增加),金屬在模具中流動距離過長,這樣就會造成擠壓力大幅上升,擠壓速度也明顯降低。
為了解決上述問題,我們在1650噸擠壓機上(擠壓筒直徑為185mm)提出了全新的模具設計方案(如圖十七和圖十八所示)。
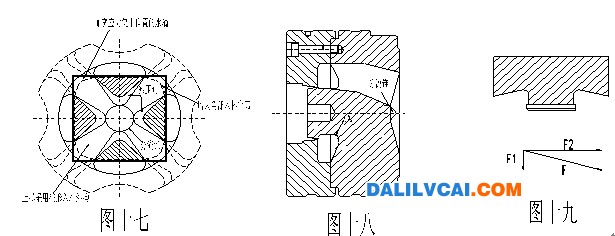
圖為:薄壁大鋁方管模具優化后的新設計方案
新方案主要從降低擠壓力,減小橋位危險部位的應力集中入手,以及從增大模具強度和剛度的角度出發,進行了全新的改進。在降低擠壓力方面,新方案在進料方向上設計了減壓角,為了減小金屬變形抗力,增加金屬流動性,新方案設計了全新的分流錐結構,最大限度的減少金屬流動死區,將上模入料方向上設計成“碟型”入料結構。在減小應力集中方面,新方案大大加寬了橋位水滴,使危險部位的應力集中現象得到極大改善。同時,將橋位設計成全新的"拱形"結構,(注:拱形橋結構在土木工程中早有廣泛應用,例如,以著名的趙州橋為代表的"拱橋",以及水庫的混凝土"拱壩"等)。這種拱形結構使模具橋位的受力方向發生了變化,模具橋位的受力被分解為向橋墩的分力f1和向模具外圓的分力f2(如圖十九所示),在提高模具整體剛度方面,通過增大模具外圓來實現,使模具橋位的受力狀態由"簡支梁"變為"固端梁"。
實踐證明:這種全新的模具結構顯著改善了模具橋位的受力狀態,大大提高了模具的使用壽命。同時,拱形結構也增加了型材角部的焊合室深度,從而彌補了因水滴過寬而造成的角部供料不足和焊合質量下降的缺陷。采用新設計方案的模具上機后,型材成型良好,經過多次上機生產證明模具性能穩定,模橋未出現裂紋,單套模具的出材支數提高到了1500支以上。
綜上所述,合理的模具結構不但能保證產品幾何形狀和尺寸精度,改善型材力學性能,而且還可以最大限度的降低擠壓力,提高擠壓速度,實現節能降耗的目標。生產實踐證明,我們在模具設計方面所進行的大膽創新嘗試取得了良好的效果,不僅使擠壓機的單機產量得到顯著提高,產品質量和檔次也上了一個新的臺階,給企業帶來了良好的經濟效益。


