
1 前言
鋁擠壓模具是鋁材生產過程中的關鍵部件,當鋁擠壓機臺使用后卸下模具,存在一定量的廢鋁堵塞在鋁型材模具孔中,影響鋁擠模具的返修和再次使用。煲模工序是將鋁擠壓模具用起重機吊入裝有氫氧化鈉溶液的堿槽內,待粘附在模具孔中的廢鋁部分溶解后,把模具清洗干凈并敲出廢鋁,再將清理后的模具進行返修或重新投入使用。鋁擠壓模具的煲模過程中會產生含堿、含鋁的廢液。
2 煲模現狀
鋁擠壓模具煲模工序是將模具浸沒到氫氧化鈉溶液中,氫氧化鈉溶液會把鋁合金溶解,因此,使模具變得干凈,便于再次使用。但是氫氧化鈉溶液里會很快富集溶解的鋁,在繼續溶解更多鋁時,其溶解能力下降直至完全喪失,因此氫氧化鈉溶液必須頻繁地進行更換 [1]。
煲模過程中,模具孔中的廢鋁在氫氧化鈉溶液中發生以下化學反應:
去掉鋁的自然氧化膜:Al2O3+2NaOH==2NaAlO2+H2O(g)↑(水蒸氣)
溶解鋁:2Al+2NaOH+2H2O==2NaAlO2 +3H2↑
溶液分解:NaAlO2+2H2O==Al(OH)3↓+NaOH
在實際生產中,煲模工序的氫氧化鈉質量濃度約為200g/L~300g/L(質量分數約為16.7%~23.1%),煲模溫度峰值可達到100℃,煲模時間視模具的具體情況而定(模具種類、模具大小、模具是否急用等)。煲模工人在日常生產操作中,主要存在以下幾點問題:(1)無組織無計劃地添加氫氧化鈉,氫氧化鈉消耗量大;(2)憑借經驗更換氫氧化鈉溶液,浪費嚴重;(3)為圖省事,延長煲模時間。
年產量20萬噸鋁材企業,煲模工序中消耗氫氧化鈉約2000噸,產生含堿、含鋁的煲模廢液約8000噸。煲模工序消耗大量的氫氧化鈉,處理大量的煲模廢液還需消耗大量的酸液。
3 試驗探究
根據對煲模工序實際生產情況的觀察和了解,結合煲模工序所發生的化學反應,對煲模效率影響較大的因素主要有煲模時間、氫氧化鈉濃度和煲模溫度。因此,主要從這三點因素進行試驗,并探究煲模廢液中各物質濃度的變化情況。
3.1 反應時間對溶解鋁金屬的影響
取7支圓柱狀小鋁棒(直徑D=21mm,長度L=100mm),重量為92.3±0.1g,配備7份500mL氫氧化鈉質量濃度均為300g/L的氫氧化鈉溶液。將鋁棒分別置于氫氧化鈉溶液中,分別放置1、2、3、4、5、6、12小時。到達目標時間后,測定溶液的總堿濃度、游離氫氧化鈉濃度、鋁離子濃度和溶液溫度。取出鋁棒,用濾紙輕擦干凈后,稱取鋁棒重量。
試驗現象具體如下:(1)鋁棒表面有氣泡冒出,氣泡初期逐漸增加,一段時間后逐漸減少;(2)溶液反應放出熱量,溶液初期逐漸升溫至沸騰,一段時間后停止沸騰;(3)溶液顏色由白色逐漸變為灰色,隨著反應時間的增加,溶液顏色加深并變得更加混濁;(4)溶液的液位逐漸下降;(5)溶液底部生成灰黑色沉淀物,并逐漸增加。
試驗數據如表1所示:
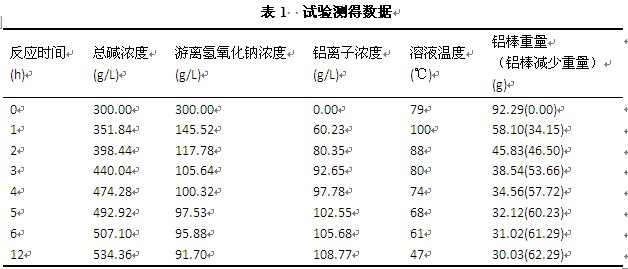
注:7支鋁棒的初始重量依次為92.25g、92.33g、92.20g、92.28g、92.35g、92.31g、92.32g,平均重量為92.29g。
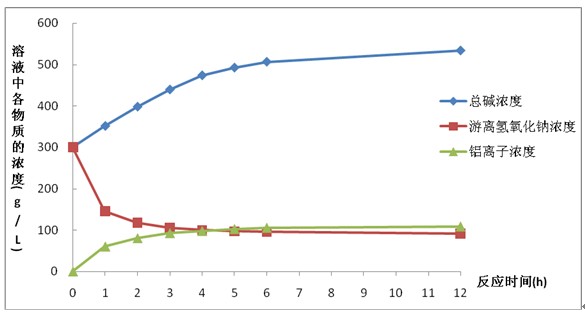
圖1 煮模煲模反應時間對溶液中各物質濃度的影響
由圖1可知,隨著反應時間的增加,總堿濃度不斷增加。這是因為鋁與氫氧化鈉溶液反應生成偏鋁酸鈉,偏鋁酸根發生水解:AlO2-+2H2O Al(OH)3+OH-,使得溶液呈強堿性,加上溶液中含有未消耗的氫氧化鈉,所以總堿濃度不斷增加。隨著反應時間的增加,游離氫氧化鈉濃度逐漸減少,鋁離子濃度逐漸增加,當反應約3小時后,游離氫氧化鈉濃度和鋁離子濃度的變化趨于平穩。這是因為隨著反應時間的增加,氫氧化鈉溶液里富集溶解的鋁越來越多,鋁離子濃度上升,再繼續溶解更多鋁時,氫氧化鈉溶液的溶解能力逐漸下降,所以游離氫氧化鈉濃度和鋁離子濃度變化的速度逐漸下降。
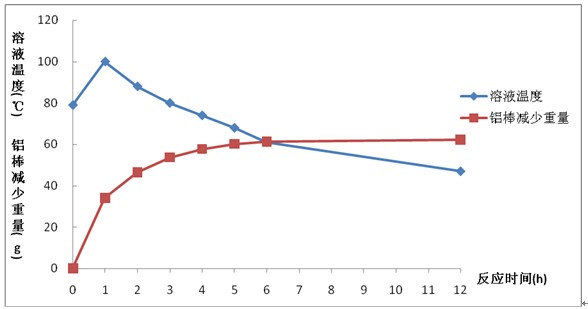
圖2 反應時間對溶液溫度和鋁棒減少重量的影響
由圖2可知,當鋁棒與氫氧化鈉溶液接觸后,溶液溫度上升。這是因為氫氧化鈉溶于水是放熱的物理反應,鋁與氫氧化鈉溶液反應是放熱的化學反應,使得溶液溫度上升至沸騰,然后溫度逐漸下降。隨著反應時間的增加,鋁棒重量逐漸減少,當反應約3小時后,鋁棒重量的變化趨于平穩。這是因為隨著反應時間的增加,氫氧化鈉溶液的溶解能力逐漸下降,所以鋁棒與氫氧化鈉溶液反應的速度逐漸下降。
結合圖1圖2分析,反應開始約3小時內,鋁棒與氫氧化鈉溶液反應的速度較快;反應約3小時后,鋁棒與氫氧化鈉溶液反應的速度較慢,與反應開始約3小時內鋁棒與氫氧化鈉溶液反應的速度對比,下降幅度明顯。結合實際生產情況考慮,煲模時間控制在3小時左右,煲模效率較高,延長煲模時間對廢鋁的溶解效果不明顯。
3.2 氫氧化鈉濃度對溶解鋁金屬的影響
取5支圓柱狀小鋁棒(直徑D=21mm,長度L=100mm),重量為92.3±0.1g,配備5份500mL氫氧化鈉質量濃度依次為210g/L、240g/L、270g/L、300g/L、330g/L的氫氧化鈉溶液,取5支鋁棒分別置于氫氧化鈉溶液中,立刻用記號筆在燒杯壁上的液面高度處作標記。每間隔1小時,取出鋁棒,用濾紙輕擦干凈后,稱取鋁棒重量。然后將鋁棒重新置于氫氧化鈉溶液中,加入室溫的自來水至標記處。
鋁棒重量如表2所示:
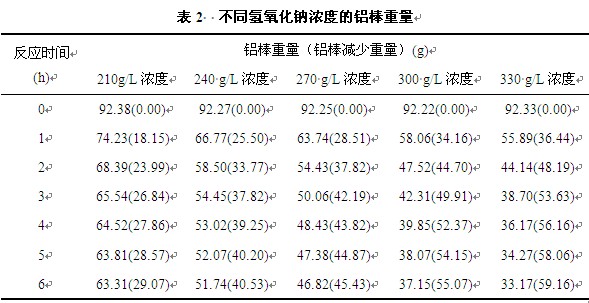

圖3 氫氧化鈉濃度對鋁棒減少重量的影響
由圖3可知,氫氧化鈉濃度越高,鋁棒重量的減少速度越快。由反應時間對溶解鋁金屬的影響可知,反應時間控制在3小時左右,溶解鋁金屬的效率較高。當反應時間為3小時的時候,上述濃度為210g/L、240g/L、270g/L、300g/L、330g/L的5支鋁棒減少重量依次為26.84g、37.82g、42.19g、49.91g、53.63g。取相鄰濃度的反應3小時的鋁棒減少重量相減,取絕對值,依次為:10.98g、4.37g、7.72g、3.72g。當反應時間為3小時的時候,240g/L濃度的氫氧化鈉溶液的鋁棒減少重量,對比210g/L濃度的氫氧化鈉溶液的鋁棒減少重量提升較大(10.98g),因此,建議采用濃度≥240g/L的氫氧化鈉溶液進行溶解鋁金屬;當反應時間為3小時的時候,330g/L濃度的氫氧化鈉溶液的鋁棒減少重量,對比300g/L濃度的氫氧化鈉溶液的鋁棒減少重量提升較小(3.72g),因此,建議采用濃度≤300g/L的氫氧化鈉溶液進行溶解鋁金屬。實際生產中,衡量廢鋁的溶解速度與生產成本,建議采用質量濃度為240g/L~300g/L的氫氧化鈉溶液進行煲模。
3.3 反應溫度對溶解鋁金屬的影響
取2支圓柱狀小鋁棒(直徑D=21mm,長度L=100mm),重量為92.3±0.1g,配備2份500mL氫氧化鈉質量濃度分別為150g/L、300g/L的氫氧化鈉溶液,將燒杯置于恒溫水浴加熱裝置中,設定溫度為90℃。取2支鋁棒分別置于氫氧化鈉溶液中,立刻用記號筆在燒杯壁上的液面高度處作標記。每間隔1小時,取出鋁棒,用濾紙輕擦干凈后,稱取鋁棒重量。然后將鋁棒重新置于氫氧化鈉溶液中,加入室溫的自來水至標記處。
鋁棒重量如表3所示:

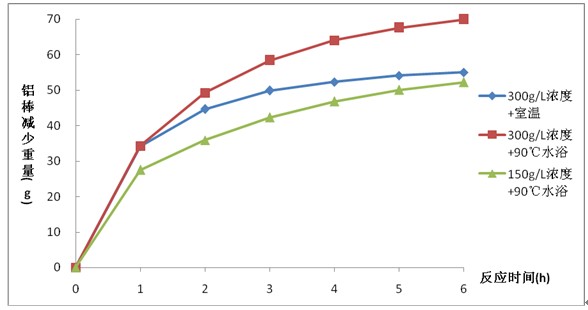
圖4 反應溫度對鋁棒減少重量的影響
由圖4可知,提高氫氧化鈉溶液的溫度,鋁棒重量的減少速度明顯加快。低濃度的氫氧化鈉溶液升溫后,其鋁棒重量的減少速度可以在一定程度上,達到高濃度的氫氧化鈉溶液室溫下鋁棒重量的減少速度。鋁棒重量的減少速度加快的同時,水分蒸發速度也加快。實際生產中,可對煲模堿槽進行適當加熱,同時要注意及時補水體,避免氫氧化鈉溶液液位低于模具,從而影響煲模效率。補充水體時,應綜合考慮成本,盡可能補加其它工序生產時產生的高溫水體,能進一步加快廢鋁的溶解速度。
4 結語
本文介紹了鋁擠壓模具煲模工序的現狀,針對煲模消耗大量氫氧化鈉的情況,進行試驗分析和對比,探討能夠提高效率和節約成本的方案。
(1)煲模進行一段時間后,氫氧化鈉溶液里富集溶解的鋁越來越多,再繼續溶解更多鋁時,氫氧化鈉溶液的溶解能力逐漸下降。煲模時間控制在3小時左右,煲模效率較高,延長煲模時間對廢鋁的溶解效果不明顯。
(2)氫氧化鈉濃度越高,煲模速度越快。衡量廢鋁的溶解速度與鋁型材生產成本,建議采用質量濃度為240g/L~300g/L的氫氧化鈉溶液進行煲模。
(3)升溫有利于提高煲模速度,但是水分蒸發速度也加快。可對煲模堿槽進行適當加熱,同時要注意及時補水體。補充水體時,應綜合考慮成本,盡可能補加其它工序生產時產生的高溫水體。
(4)合理節省氫氧化鈉的使用量,提高煲模的效率,減少煲模廢液的產生,將會給鋁型材企業帶來巨大的經濟效益和環境效益。


