
1、前言
和諧號CRH6型城際動車組是我國第一款城際動車組,分為時速200和160公里兩款車型,均為4動4托編組列車。其中時速200公里列車,座席定員為557人,滿載1488人;時速160公里列車,座席定員為1514人,滿載2010人。約為干線同速度等級、同編組形式動車組的2倍多,并大于B型地鐵運能,且兼具動車組和地鐵列車的雙重優勢,具有快速啟動與停車、安全可靠、高舒適性、節能環保等眾多優點。既可以實現高速運營、大載客量,又可以滿足城市群之間短站間距的運用需求。
該城軌列車結合軌道車輛輕量化的要求,主體車廂采用22款鋁合金特種型材焊接,每節車廂尺寸為24.5×3.3×3.86m,車體斷面如圖1所示。
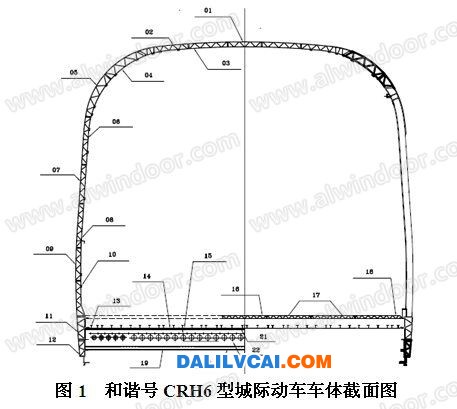
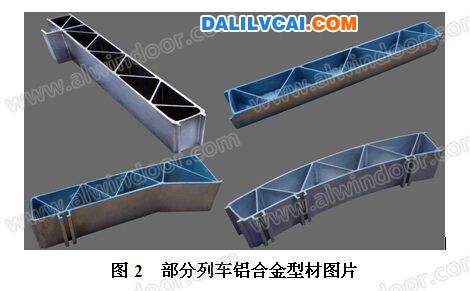
此列車用型材生產難度大,技術要求高。其斷面形狀復雜,還兼具大斷面、型材長(24.5m)、薄壁、扁寬、壁厚差大等特點,而且對力學性能、焊接性能、抗腐蝕性能、尺寸精度和外觀質量等都要求有優異的數據指標,部分型材斷面如圖2所示。制造此列車車體用鋁合金型材,除需要配備大型熔鑄設備和擠壓力大于80MN高精密擠壓裝備外,還必須控制好一系列工序的生產技術工藝條件。下面結合我公司承擔的2011年廣東省教育部產學研結合項目(項目編號:2011A090200104),對和諧號CRH6城軌列車用鋁合金型材生產技術要點述論如下。
2、生產試驗過程
試驗采用同水平熱頂鑄造法及其透氣磚氣體精煉法生產A6N01和A7N01合金鑄棒,對鑄棒進行均質處理后車皮,并在90MN和36MN擠壓配套設備上進行擠壓和在線淬火,型材經一定時間的自然時效后進行人工時效處理。
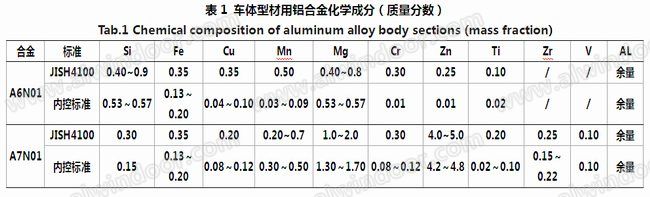
2.1試驗用材料
擠壓試驗用材料為熔鑄生產的型號與規格為Ф494mm-A6N01及Ф320mm-A7N01兩種鑄棒,A7N01合金主要用于邊梁結構,共3款型材,
其余為A6N01合金。根據生產實際需要,對日本標準JISH 4100中的這兩種合金成分進行相應調整,具體如下表1所示。
2.2試驗主要設備
(1)熔鑄配套設備
鑄棒生產采用25噸熔鑄爐及同水平熱頂鑄造機,其主要配套設備有:
①爐溫自動控制系統;
②鋁熔煉在線凈化除氣系統;
③透氣磚氣體攪拌系統;
④陶瓷過濾器;
⑤在線測氫儀;
⑥50噸位均質爐。
(2)擠壓配套設備
型材擠壓使用的是90MN擠壓機和36MN擠壓機,其配套設備有:
①快速工頻感應加熱爐(梯度加溫);
②先進在線淬火裝置;
③雙牽引機;
④500噸拉伸矯直機;
⑤多功能整形機;
⑥30米長時效爐。
2.3 工藝技術參數
由于列車型材對強度、抗疲勞、抗腐蝕等要求高,因此鑄棒時必須保證爐內合金高度合金化。而在制定模具設計及擠壓工藝時,除保證產品的成品率外,還需保證產品的尺寸精度和綜合力學性能等技術指標要求。因此,在生產中,對熔鑄、擠壓和時效工藝都有嚴格的要求,具體執行的工藝技術要求如表2~表4所示:



3、試驗結果與討論
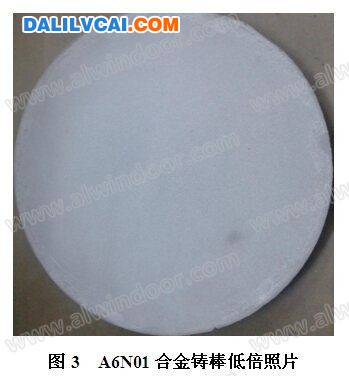
3.1鑄棒低倍試驗結果
對合金鑄棒取樣做低倍檢查,澆口晶粒度1級,底部1~2級,邊部深5~10mm局部有2級晶粒,無其它缺陷。擠壓前對其進行車皮處理,性能指標滿足列車型材擠壓生產需求。試樣低倍照片見下圖3~圖4所示:

3.2力學性能試驗結果
型材試樣力學性能試驗結果如表5所示:

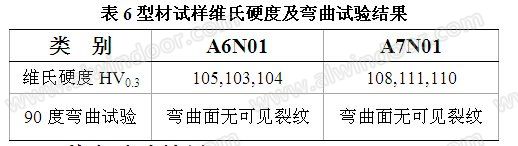
3.3維氏硬度及彎曲試驗
型材試樣維氏硬度及彎曲試驗結果如下表6:
3.4型材金相試驗結果
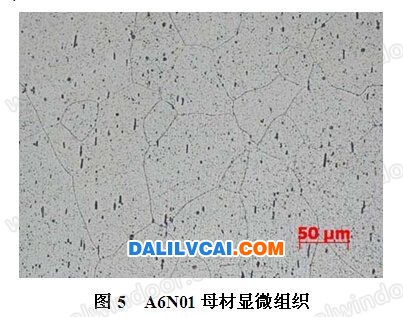
(1)A6N01型材樣品金相試驗結果
低倍組織:樣品檢測面上未見粗晶環,未見裂紋、縮尾、光亮晶粒、非金屬夾雜、外來金屬夾雜、白斑及化合物等點狀缺陷,低倍晶粒度相當于GB/T 3246.2-2012的一級。
顯微組織:樣品未見過燒,平均晶粒直徑約為91.6μm,相當GB/T 3246.1-2012的4級,如圖5:
(2)A7N01型材樣品金相試驗結果
低倍組織:樣品檢測面上未見粗晶環,未見裂紋、縮尾、光亮晶粒、非金屬夾雜、外來金屬夾雜、白斑及化合物等點狀缺陷,低倍晶粒度相當于GB/T 3246.2-2012的一級。
顯微組織:樣品未見過燒,平均晶粒度約為3.3μm,相當于GB/T 3246.1-2012的13.5級,如圖6所示。

3.5其它試驗結果
試樣進行的其它試驗結果如表7所示:

型材焊接后還需進行焊縫基本性能、熱裂紋、疲勞強度及焊縫應力腐蝕等相關試驗,檢測的焊接性能均應滿足列車型材焊接性能要求。試驗按和諧號CRH6列車車體標準焊接了12米長車體,各款型材拼接良好,車體累計公差小于10mm,焊接后的車體效果如圖7所示。

由列車型材產品的檢測結果可知,所有檢測結果均滿足列車型材標準要求。因此,試驗采用的工藝技術參數是完全可行的。
3.6試驗工藝討論
3.6.1熔鑄工藝討論
在熔鑄生產過程中,對于A6N01鑄棒的生產要點與其它6系合金較為相似,在此不做敘述。而在進行A7N01合金熔煉鑄造過程時,因為其合金化程度比較高,在熔鑄過程中需控制的參數比較嚴,試驗生產過程需注意以下方面:
(1)鋅密度大,加入鋁熔體中易沉爐底不易熔化,鋅直接與火焰接觸易氧化燒損,加入方式較
大程度決定了鋅的實收率高低,通過生產試制驗
證,當爐料熔化有一層液體金屬再均勻加入鋅錠的方式可行,燒損少;
(2)在Al―Zn―Mg系合金中微量鈦能細化合金在鑄態時的晶粒,避免鑄錠出現羽毛狀晶,降低裂紋趨向性,鈦含量應控制在0.02~0.06%之間;
(3)通入的高純Ar氣必須99.99%以上,精煉時間不低于20分鐘,在鑄造前務必將溜槽及鑄造盤清掃加溫烘干,避免將氫帶入鋁合金熔體。
3.6.2模具設計討論
合理的模具設計是實現列車型材產品成型和尺寸精度的重要保證,也是獲得產品優良性能的關鍵點,尤其在控制空心鋁型材的焊縫組織和型材力學性能方面尤為重要。模具分流孔的大小、數量、形狀、分布位置,焊合室的形狀和尺寸,模芯的結構等技術參數是在設計模具時所需考慮的重要部分。經過多次試驗研究,模具設計時需注意如下幾點:
(1)分流孔設計:對于空腔且壁厚較薄的型材,設計靠兩邊的分流孔應比中心分流孔大,可彌補靠邊金屬流動壓力小,供料困難的不足;
(2)分流橋設計:為了降低焊合條紋出現的機會或減輕焊合條紋的程度,減少分流橋下死區,把分流橋的倒角設計成水滴形,并把分流橋橋尖設計成20°錐形;
(3)焊合室的設計:針對多型腔大截面型材的模具設計,焊合室高度宜大于45mm,合理選擇50~55mm,增強靜壓力和焊合時間,使型材金屬性能達到強化效果。同時,焊合室周邊用R5圓角過渡,減少死區,有利于金屬流動;
(4)工作帶的設計:凹模工作帶在設計時,把壁厚薄、被分流橋遮蓋住部分的筋部工作帶設計為最短。從降低擠壓力的角度出發,在保證制品成型精度的情況下盡量短。
3.6.3擠壓及熱處理工藝討論
車體型材對綜合性能的要求非常嚴格,擠壓生產過程中要避免出現型材晶粒度及產品的伸長率達不到標準要求的現象。因此,我們在保證鑄棒及模具質量的前提下,從擠壓工藝的控制以及型材時效制度等方面進行了大量試驗。
(1)在型材時效工藝選擇時,對不同時效制度處理的型材測定其室溫力學性能(抗拉強度Rm、屈服強度RP0.2及伸長率A50mm),具體如表8、表9所示。
從試驗數據中,我們選取了A6N01為180℃×2.7h和A7N01為90℃×8h+165℃×10h的二級時效工藝,保證了時效后型材的力學性能滿足要求。
(2)A7N01鋁合金的合金化程度高,合金的抗應力腐蝕開裂性能及均勻化較差,在擠壓過程中,通過對鑄錠的溫度,擠壓速度等進行優化,特別是減慢在線淬火速度,能有效地提高型材的抗應力腐蝕開裂性能。
(3)為使擠壓型材整體性能均勻,生產采用等溫擠壓,要求擠壓前加熱的鑄棒從前到后沿軸線溫度逐漸降低,形成每米鑄棒20℃的溫度梯度。擠壓成型后,為獲得穩定的組織性能,型材在冷床前12m采用強冷風冷卻,12m后采用弱冷風吹至型材完全冷卻。
(4)因型材長度為24.5m,試驗用時效爐為30m長,在時效過程中,對時效爐前后需校正好,溫差應不大于2℃。時效時,應將升溫時間調長,試驗采用的升溫時間為3個小時,有利于去除型材的內應力。
4、結論
(1)對A7N01合金型材自然時效后再進行雙級時效,并且隨著時效時間的延長,不僅有效提高該合金的抗應力腐蝕性能,而且在損失少許的力學性能下,可以大幅度提高合金的延伸率。對于A6N01合金型材,在固定的溫度狀態下,隨著時效時間的延長,可以有效提高該合金的抗應力腐蝕性能和力學性能,但是合金型材的延伸率是下降的,所以我們選擇的是欠時效工藝。
(2)在模具設計過程中,需改變以成型率作為設計重點的思想,而需優先考慮產品性能要求。模具焊合室不宜過深,一般以40~55mm為宜,且小芯頭的空刀位置加工需盡可能光滑,這樣生產出的型材晶粒度才更易達到一級的標準。
(3)企業如從建筑型材到生產大型復雜的列車車體用鋁材,除配套一些必備的硬件設備,如精密模具加工設備、大型擠壓設備、溫控精確的時效爐等,還需加強技術人才的儲備以及技術人員和生產員工的專業技能培訓,不斷摸索總結工藝并做到認真嚴格執行工藝技術要求。
(4)建立詳細的產品跟蹤檔案,從原材料采購、熔鑄、擠壓、檢驗檢測及包裝儲運各工序對每個產品都要有完整詳細的記錄,確保產品信息及可追溯性。

