
用帶穿孔的雙動鋁材擠壓機,采用實心鑄錠擠壓鋁管時,必須實行穿孔擠壓。穿孔擠壓過程如圖3-4-21所示。
從圖3-4-21可以看出,用實心圓鑄錠擠壓管材,在擠出管材之前必須先用擠壓針進行穿孔。穿孔時擠壓針一般不涂潤滑劑或只涂一層較薄、較干的潤滑劑。如用(60~70)%苯甲基硅油加(30~40)%粉狀石墨的潤滑劑。在擠壓前可不清理擠壓針上所粘附的金屬屑。
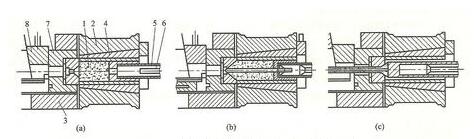
圖3—4—21 管材穿孔擠壓過程示意圖(固定針結(jié)構(gòu))
(a)擠壓準備完成;(b)擠壓第一階段(穿孔);(c)擠壓第二階段(擠出管材)
1——鑄錠;2—一擠壓筒;3——擠壓模;4——墊片;5——擠壓軸;6——擠壓針;7——模支承;8——鎖鍵
一、穿孔擠壓優(yōu)缺點
用實心鑄錠穿孔擠壓可以簡化鑄錠鑄造工藝并減少錠坯的車削、搪孔工序,減少了幾何廢料。擠出管材內(nèi)表面品質(zhì)好,成品率高,尤其對較大直徑的軟合金拉伸管毛料效果更為明顯。一般內(nèi)表面品質(zhì)要求高的管材宜采用穿孔擠壓。穿孔擠壓還可減少粗晶環(huán)和縮尾等缺陷,提高組織、性能的均勻性。與組合模擠壓相比,所使用的工具和模具的設(shè)計、制造較簡單,使用壽命較長,而且產(chǎn)品無焊縫,適用作重要受力構(gòu)件。
但是穿孔擠壓由于金屬向前流動,金屬與擠壓針之間產(chǎn)生的摩擦力很大(因針上沒有潤滑劑或潤滑劑很少),當(dāng)鑄錠較長和擠壓溫度較低時,很容易把針拉斷,因此經(jīng)常需要換針。擠壓大直徑管材時,由于管前端的實心堵頭太大,增加幾何廢料。另外在一般情況下,管材前端的偏心度較大。
二、穿孔過程
穿孔過程中金屬流動可分為三個階段,如圖3—4—22所示。穿孔的開始階段金屬主要是反向流動,變形特點是穿入深度小,鑄錠與擠壓筒,鑄錠與擠壓針都有一定的接觸摩擦。穿孔的第二階段,擠壓針向前走到一定程度后,由于擠壓針與鑄錠、鑄錠與擠壓筒之間的接觸摩擦增大,達到使金屬反向流動發(fā)生困難時,金屬便開始從模孔中流出。
圖3—4—22穿孔時金屬流動的三個階段示意圖
(a) 開始穿孔階段;(b)穿孔第2階段;(c)穿孔最后階段
穿孔的最后階段,由于正面的變形抗力達到最大值,這是變時的特點發(fā)生轉(zhuǎn)變,從穿孔變?yōu)榧羟星岸松形创┛椎慕饘伲虼藦拇┛椎倪^程分析,作用于針上的力是由兩部分組成,即擠壓針與金屬問的摩擦力及克服針扦進金屬中的正面抗力所組成。這兩種力都是引起穿孔針斷面壓縮的力。在一般情況下,穿孔速度對該應(yīng)力大小影響不大,同時穿孔針端頭形狀對穿孔力的影響不大,因而在計算穿孔力時,這些因素可以忽略。
穿孔力與金屬的變形抗力、溫度,鑄錠的直徑和長度,制品的斷面積及擠壓針的直徑等因素有關(guān)。
三、穿孔擠壓操作技術(shù)要點
1)為減少管材前端實心堵頭和長度,可以用“聯(lián)合擠壓法”,即在穿孔之前先用一塊專用的堵頭墊片放在模子與鑄錠之間,然后進行穿孔。如圖3—4—23所示。穿孔時金屬只能向后倒流,即反擠壓。當(dāng)擠壓針前端塊穿到堵頭墊片時,停止穿孔,并使擠壓筒后退,堵頭墊片被推出擠壓筒而落到滑槽中滑走,再把擠壓筒靠緊模子,并繼續(xù)穿透鑄錠,開始擠出管材。這種方法可以使管子前端的實心堵頭減到最小的程度,有利于提高管子的成品率。
圖3—4—23聯(lián)合擠壓法示意圖
(a)開始穿孔;(b)穿孔完畢;(C)擠出管子
1——擠壓筒;2——擠壓軸;3——錠坯;4——模子;5——擠壓針;6——堵頭墊片;7——擠壓墊片;8——管子
2)為減少管材的偏心,可先用擠壓軸和擠壓針一起前進,推動墊片把鑄錠鐓粗填滿擠壓筒,然后擠壓軸后退一段距離,再進行穿孔,這樣可以減少擠出管材的偏心度。
3)防止管材變扁的方法。由于穿孔擠壓的管材前端是實心的,如一個密封的“袋”,袋底就是密封堵頭,這個袋就成為真空,當(dāng)管子的壁厚較薄和合金強度較低時,就可能在大氣壓力作用下把管子壓扁而報廢。為防止管材變扁,當(dāng)管子剛擠壓出來一段時,立即用一尖頭錘迅速扎破剛擠出的管材前端,打破管內(nèi)的真空狀態(tài),則可以避免管材由于出現(xiàn)真空現(xiàn)象而被變扁的問題。
4)防止擠壓針頂壞模子的方法。在擠壓薄壁管材時,由于穿孔塊要結(jié)束時,擠壓針已伸出很長,針的前端可能發(fā)生偏移,擠壓針的前端容易撞到模子上而損壞模子。為防止這種現(xiàn)象發(fā)生,可以在穿孔針距模子還有一段距離時(50 mm左右)停止穿孔,然后擠壓針和擠壓軸一起前進開始擠壓。由于流出的金屬要保持周邊壓力的均等,便自動地將針頂端對準中心,則可克服擠壓針產(chǎn)生偏離頂壞模子的現(xiàn)象。
四、穿孔擠壓工藝
熱擠壓管材可以分為三個系統(tǒng):①空心鑄錠擠壓管材;②是穿孔擠壓管材;③是用分流組合模擠壓管材。
穿孔擠壓主要是用于管材內(nèi)表面品質(zhì)要求高的軟合金管。常用的合金有:l070、1060,1050,1A30,1035,1200,3A21,6A02和6063等合金。多數(shù)用于生產(chǎn)拉伸管和軋制管毛料。
以上合金的鑄錠加熱溫度為400~500℃,純鋁合金偏下限400~450℃,3A21,6A02和6063合金偏上限450~500℃。擠壓筒溫度400~450℃。
擠壓速度是決定生產(chǎn)效率的主要因素。鑄錠進行均勻化退火有利于提高擠壓速度。但擠壓速度過快時,往往在擠出的制品表面產(chǎn)生裂紋、擦傷、麻點等缺陷。因此只有在保證質(zhì)量的前提下采用最快的擠壓速度進行生產(chǎn)。一般擠壓速度控制在8~50 m/min范圍內(nèi)。
擠壓殘料長度應(yīng)根據(jù)擠壓筒直徑大小而定。正常生產(chǎn)條件下,一般殘料長度按表3—4—47的規(guī)定。表3—4—48為幾種擠壓機的熱擠壓管材的合理擠壓系數(shù)范圍。
表3—4—47鋁合金管材擠壓殘料長度表
|
擠壓筒直徑 /mm |
管材種類 |
殘料長度 /mm |
擠壓筒直徑 /mm |
管材種類 |
殘料長度 /mm |
|
280~370 |
中間毛管料 厚壁管 管毛料 |
50 40 30 |
150~220 85~135
|
所有管材 所有管材
|
20,30 10-15
|
表3-4-48熱擠壓管材的合理擠壓系數(shù)范圍表
|
擠壓機能力 /MN |
擠壓筒直徑 /mm |
合適的范圍 |
擠壓機能力 |
擠壓簡直徑 |
合適的范圍 |
||
|
硬合金 |
軟合金 |
/MN |
/mm |
硬合金 |
軟合金 |
||
|
6.3 |
95 115 130 |
12~30 12~25 10~20 |
15~50 15~40 12~35 |
16.3 |
140 170 200 |
30~45 20~40 15~30 |
30~70 20~55 20~45 |
|
12
|
115 130 150 |
20~40 20~35 15~30 |
30~60 30~50 20~40 |
35
|
230 280 370 |
30~50 30~45 20-30 |
35~70 30~65 20~45 |
五、擠壓鋁管的尺寸偏差
1)擠壓的冷軋管毛料和拉伸管毛料的平均壁厚偏差按下式計算
一般規(guī)定管毛料的平均壁厚偏差如下:
冷軋管毛料為±0.25 mm
拉伸管毛料為+0.2 mm,-0.3 mm
2)壁厚不均度
壁厚不均度=最大壁厚-最小壁厚
壁厚不均度允許值與直徑無關(guān),根據(jù)經(jīng)驗可用下式計算
式中 S0——管毛料名義壁厚
S1——成品管名義壁厚
3)鋁管毛料內(nèi)外徑偏差
冷軋管毛料外徑±0.5m 內(nèi)徑+0.5 mm,-l.5 mm
拉伸管毛料外徑不要求 內(nèi)徑+1.0 mm,-l.5 mm
管毛料的橢圓度不應(yīng)超過內(nèi)外徑偏差。
4)彎曲度
冷軋管毛料擠壓后須進行矯直。矯直后彎曲度≤1 mm/m,全長≤4 him。拉伸管毛料可不矯直,其彎曲以不影響裝入芯頭及拉伸轉(zhuǎn)筒為原則。

