
擠壓機(jī)在正向擠壓時(shí),金屬流出的方向與擠壓桿前進(jìn)的方向是一致的,這是這種擠壓方法的基本特征。
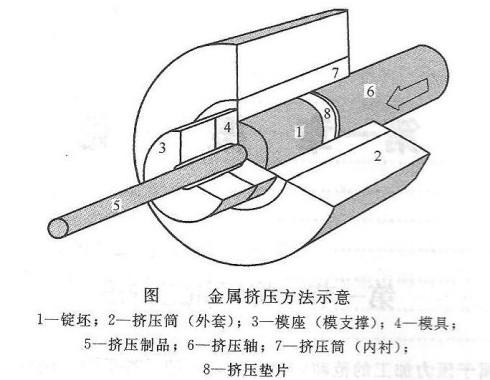
如上圖,當(dāng)擠壓桿6按箭頭所示方向移動(dòng)時(shí),通過(guò)擠壓墊片8將壓力傳遞給擠壓筒內(nèi)襯7中的錠坯1,而使金屬?gòu)哪>?/span>4的孔中擠出,形成擠壓制品5.模座3用來(lái)放置模具。
采用正向擠壓時(shí)有以下優(yōu)點(diǎn):
1.適用于任何鋁型材擠壓設(shè)備、 對(duì)設(shè)備無(wú)特殊要求;
2.錠坯表面與擠壓筒內(nèi)襯表面間摩擦力較大,且在模具近處形成金屬?gòu)椥詤^(qū),因而錠坯的外部缺陷不影響擠壓制品的表面,在錠坯變形區(qū),錠坯產(chǎn)生較大的剪切變形,有利于提高鋁型材的表面質(zhì)量;
3.可以得到任意外形的制品,制品斷面只受擠壓筒內(nèi)徑、擠壓系數(shù)限制。
正向擠壓的不足之處在于:
1.存在著較大的外摩擦 (錠坯與擠壓筒之間),消耗大約 30%~80%的擠壓力;
2.擠壓過(guò)程不夠穩(wěn)定,從而導(dǎo)致變形不均,造成擠壓制品組織和力學(xué)性能不均;
3.鋁合金沿截面的流動(dòng)速度不均;可能導(dǎo)致擠壓制品 (尤其是大型擠壓制品) 內(nèi)部分層,形成缺陷;
4.壓余、縮尾等金屬損失較大。
正向擠壓加工的優(yōu)缺點(diǎn),先來(lái)看一下它的優(yōu)點(diǎn)。
正向擠壓加工的優(yōu)點(diǎn):
(1)具有比軋制等其他加工方式更為強(qiáng)烈的三向壓應(yīng)力,金屬可以發(fā)揮其最大塑性,如純銅的擠壓比可達(dá)400,甚至更高。對(duì) 于一些采用軋制或鍛造等其他方法難以加工乃至不能加工的低塑 性難變形材料或者復(fù)雜截面的型材等,可以采用擠壓法進(jìn)行加工。
(2)具有較大的靈活性,一臺(tái)擠壓設(shè)備可以生產(chǎn)出多個(gè)品種 和規(guī)格的產(chǎn)品,可生產(chǎn)形狀簡(jiǎn)單的管、棒、型、線材,也可以生產(chǎn)斷 面復(fù)雜的擠壓制品。擠壓加工操作極為方便,只箱要更換工藝所 要求的棋具就可以在同一臺(tái)設(shè)備上生產(chǎn)形狀、規(guī)格和品種不間的 產(chǎn)品,而所占的工作時(shí)間很短,費(fèi)時(shí)少、效率高,適合于小批童多品 種的生產(chǎn)。
(3)擠壓產(chǎn)品的尺寸精度髙,表面質(zhì)量好,制品的金相組織致密,有較高的力學(xué)性能。由于質(zhì)量好,擠壓制品可以直接供用戶(hù)使 用,也可以供冷加工工序繼續(xù)加工,生產(chǎn)效率高。采用先進(jìn)的水封 擠壓技術(shù),產(chǎn)品表面無(wú)氧化,晶粒度細(xì)小,塑性好。
(4)工藝流程簡(jiǎn)單,相對(duì)穿孔軋制,孔型軋制等一些生產(chǎn)管材 的方法,擠壓加工工藝具有流程短,設(shè)備數(shù)董和投資少等優(yōu)點(diǎn)。
(5)實(shí)現(xiàn)生產(chǎn)過(guò)程的自動(dòng)化比較容易,擠壓生產(chǎn)過(guò)程可以實(shí) 現(xiàn)連續(xù)化、自動(dòng)化生產(chǎn)。隨著電子技術(shù)的發(fā)展,電子計(jì)算機(jī)進(jìn)人擠 壓程序管理,對(duì)擠壓的生產(chǎn)管理、生產(chǎn)工藝參數(shù)控制、質(zhì)量控制等 方面起著重要作用。
8mn單動(dòng)/雙動(dòng)正向銅鋁型材擠壓機(jī)
正向擠壓加工的缺點(diǎn):
(1)金屬的固定廢料損失較大。擠壓壓余等殘料損失,一般 可占鑄錠重量的10%?15%。擠壓管材時(shí)還有穿孔料頭損失,特 別是在擠壓大直徑管材時(shí),包括穿孔料頭在內(nèi)的損失可達(dá)鑄錠重 M的25%?30%。另外,擠壓制品的切頭尾損失,脫皮擠壓時(shí)的 脫皮殘料損失等,造成擠壓成品率較低。
(2)擠壓制品長(zhǎng)度方向上的組織和機(jī)械性能不夠均勻。由于 擠壓時(shí),金屬的流動(dòng)不均勻,造成擠壓制品存在表面層與中心層、 頭部與尾部的組織性能不均勻,影響制品的使用性能。
(3)管材擠壓時(shí)易產(chǎn)生偏心廢品,造成產(chǎn)品質(zhì)量不合格,降低 了成品率。采用空心錠坯擠壓管材時(shí),增加了錠坯大量的附加加 工,而且容易造成管材內(nèi)表面質(zhì)量缺陷。
(4)擠壓工具處于髙溫髙壓的條件下工作,工具消耗量較大, 工具成本高,擠壓工具消耗費(fèi)用占擠壓制品的成本髙達(dá)35%甚至 更高。
(5) 擠壓機(jī)結(jié)構(gòu)復(fù)雜,投資費(fèi)用大,另外,擠壓制品的流出速度遠(yuǎn)遠(yuǎn)低于軋制速度,生產(chǎn)效率較低。
以上為正向擠壓加工的優(yōu)缺點(diǎn)全部?jī)?nèi)容,希望對(duì)您能有所幫助。