
而建筑鋁型材又是鋁型材擠壓機(jī)生產(chǎn)較多的一類,今天我們就來(lái)講一下生產(chǎn)建筑鋁型材時(shí)擠壓機(jī)工模具的加熱。
現(xiàn)在建筑鋁型材主要采用6063和6061合金,在擠壓時(shí),我們?yōu)榱朔乐硅T錠降溫,造成悶車和損壞工具,保證鋁材組織、性能的均勻性,凡是與鋁鑄錠接觸的工模具都需要進(jìn)行充分的預(yù)熱。擠壓筒的加熱保溫溫度一般為400~460℃,模具加熱溫度為420~480℃。為保證模具充分加熱,平模的加熱時(shí)間應(yīng)大于1.5 h,空心模具的加熱時(shí)間應(yīng)大于2.5 h。為了防止模具在加熱爐中時(shí)間過(guò)長(zhǎng)引起退火,所有模具在加熱爐中的加熱時(shí)間不應(yīng)超過(guò)24 h。具體的擠壓筒和模具的加熱溫度可見(jiàn)下表。一般擠壓制品擠壓系數(shù)大的取上限溫度,擠壓系數(shù)小的取下限溫度。
擠壓筒和模具的加熱溫度
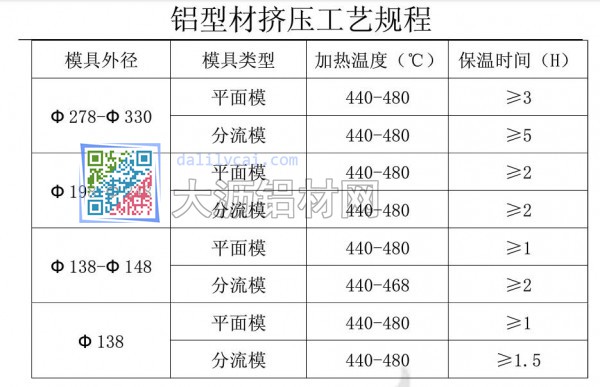
圖為鋁材模具各規(guī)格加熱溫度及時(shí)間標(biāo)準(zhǔn)
由于模具的加熱爐有溫控系統(tǒng),即使加熱時(shí)間長(zhǎng)了,溫度也不會(huì)上去。當(dāng)然了,如果溫控失靈,那么,就有可能會(huì)使模具的硬度降低,影響模具的使用壽命。
| 擠壓筒 | 實(shí)心材:400~440℃ | 空心材:420~46℃ |
| 模具 | 實(shí)心材:420~460℃ | 空心材:430—480℃ |