
今天我們再來講一下反向擠壓法。
鋁材擠壓機在反向擠壓時,金屬流出的方向是與擠壓桿前進(相對而言)的方向相反的,擠壓筒與坯錠之間沒有相對運動。
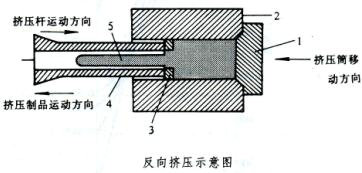
鋁材反向擠壓示意圖
如上圖,原來裝擠壓桿的部分改裝成堵板1,封住擠壓筒內襯2的一段;原來裝模座的部位,裝設一個不動的空心擠壓桿4,并在擠壓桿頭部裝置模具3。當主柱塞按箭頭方向推進時,擠壓筒與坯錠一起移動,迫使金屬坯錠在模具3的孔中流出,形成擠壓制品5。
采用反向擠壓具有如下優點:
1.由于不存在坯錠與擠壓筒間的摩擦力,因而擠壓力比正向擠壓時低的多。在反向擠壓過程中,在擠壓桿全行程范圍內,擠壓力保持不變。可在較低溫度下用較高的擠壓系數擠壓難變形材料。
2.金屬變形均勻,沿擠壓制品長度上的組織及力學性能基本一致。
3.與正向擠壓相比,壓余等廢料顯著降低,有較高的成品率;可采用較大的錠坯,有助于提高設備效率和生產的連續化。
當然,反向擠壓法與正向擠壓法相比也存在下述一些缺點:
1.鋁材擠壓機的擠壓筒必須能夠移動,為了保證反向擠壓時的生產效率,擠壓筒的行程應略大于擠壓筒的長度。因此,不是任何一臺擠壓機都能適合反向擠壓。
2.擠壓鋁材的表面質量較低。
3.擠壓周期一般比正向擠壓時長。但由于可以加大錠坯的尺寸和質量、壓余損失少、擠壓速度高,因而在一定程度上補償了輔助時間的增加,而使反向擠壓具有更高的生產效率。
4.擠壓鋁材的最大外接圓直徑受空心擠壓桿強度的限制。