
序言
鋁型材擠壓用熱作模具鋼為4Cr5MoSiV1,JIS(日本標準)稱SKD61,AISI(美國標準)稱H13。該鋼種具有良好的熱強性、紅硬性、較高的韌性和抗熱疲勞性能。在熱擠壓過程中其溫度可達600℃,工作條件惡劣,主要的失效形式為熱磨損和熱疲勞。擠型廠的生產效率、成本控制與模具性能密切相關。在整個模具綜合管理系統中,每一個環節都會影響模具性能。
1、 模具鋼材質量
Quality of die steel
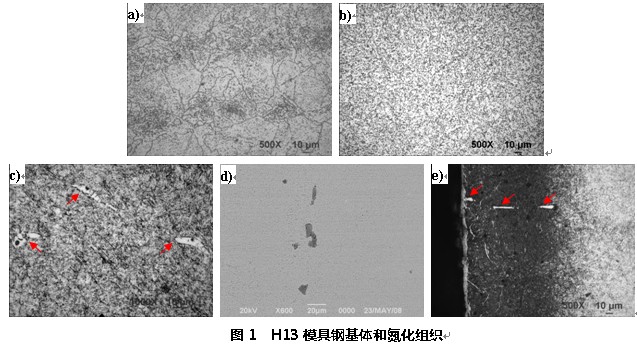
模具鋼材質量是擠壓模具性能的基本保障。因為,無論后續的處理和操作再好,都無法從根本上改變模擠壓模具的綜合性能。區分優質和劣質鋼材的重要依據是顯微組織的均勻性,它決定了鋼的冶金質量。顯微組織不均勻、晶粒粗大(如碳化物和硫化物偏析等),常常會造成模具過早失效。
圖1所示為某些模具鋼材檢測結果。與優質鋼材相比,劣質鋼材退火態組織中碳化物分布不均、呈帶狀(圖1a),并含有比較大化合物。這些化合物經熱處理后仍不能完全被消除(圖1c、1d箭頭所示)。若這些硬脆化合物存在于模具表面,將使氮化處理后的表面氮化層不連續(圖1e),成為微裂紋的起源,最終導致氮化層剝落。
2、 模具熱處理
Heat treatment of dies
熱處理的目的是使模具的耐磨損性和韌性達到最佳配合,而耐磨損性要求硬度高,韌性則要求硬度低。因此,必須采取措施,確保這些相互矛盾的性能不會明顯提高,以免損害另一個性能。影響熱處理質量的主要因素有加熱速度、淬火溫度、冷卻速度和回火溫度等。在熱處理期間,溫度控制不當和保護氣氛缺失,模具會過熱,形成粗晶,表面發生不同程度的脫碳。正確的熱處理除了要確保溫度測量、控制準確以外,還需要采用保護氣氛來保持表面的完整性。此外,熱處理不當可能引起具有殘余應力的表面脫碳。如果不采用機械完全去掉,在隨后的氮化中,脫碳層將促使裂紋在表面任何可能的缺陷處萌生。
圖2所示為模具熱處理后表面組織。從中可知,鋼材表面無明顯脫碳和氧化(圖2a)。基體為針狀馬氏體+少量殘余奧氏體+剩余碳化物,說明熱處理并不徹底。這些剩余碳化物將有可能使表面的氮化質量惡化。此外,另一項關于熱處理殘留表層對模具氮化性能影響的實驗中,也得出這樣的結論。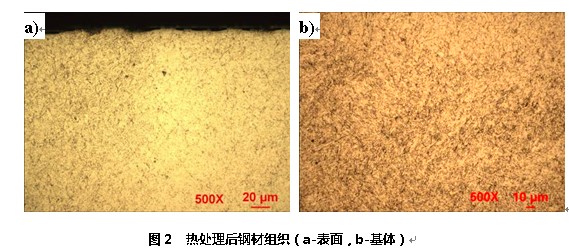
3、 模具加工
Die manufacture
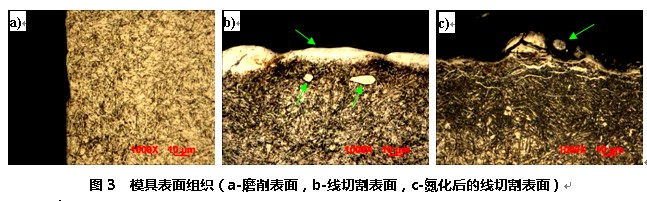
在模具制造過程中,模具的一些表面(如工作帶表面等)會進行線切割、電火花(EDM)成型加工。若操作不當(如速率過大),將產生一層有缺陷的重鑄金屬。這一層組織由粗糙的、不規則的未回火馬氏體(圖3b)構成,厚度大約為30μm。這層組織的點陣嚴重畸變,具有明顯的拉應力。以致氮化處理后得到的氮化層疏松、脈狀組織明顯(圖3c)。
4、 模具氮化
Die nitridation
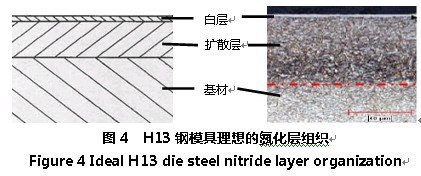
在氮化處理中,模具表面吸收氮原子形成硬且耐磨損的化合物層,通常稱為白亮層。它是由Fe2-3N(ε相)和Fe4N(γ`相)鐵氮化合物中的一種或結合組成。而Cr、Mo和V等合金化元素與氮反應形成所謂的擴散層。擴散層位于化合物層下方(圖4),是基體母相中合金化元素氮化物析出的結果。
朗讀
顯示對應的拉丁字符的拼音
氮化的目的是在工件表面形成一定深度、具有強韌性、耐熱性和耐磨損性能的強化層,其與基體具有高的結合強度和相近的膨脹系數。
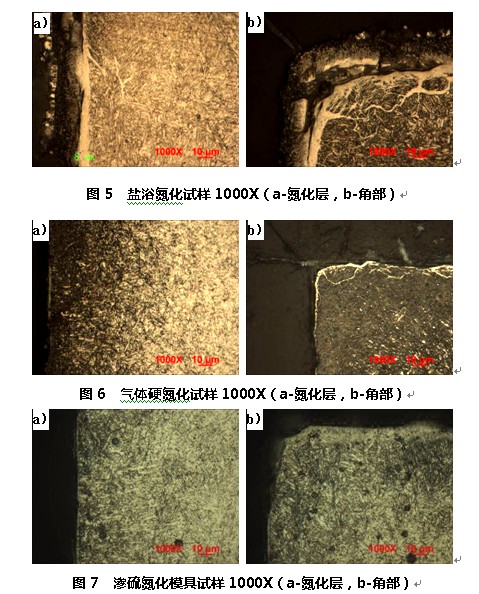
圖5、圖6、圖7所示為3種氮化工藝處理的鋼材試樣組織。可以看出,鹽浴氮化試樣白層和氮化層總厚度值大,最表層(白亮層)疏松易剝落,而且角部效應和脈狀組織都很嚴重。而氣體硬氮化處理后的氮化層無脈狀組織,白層的厚度也在0~3μm。滲硫氮化試樣滲層不明顯。
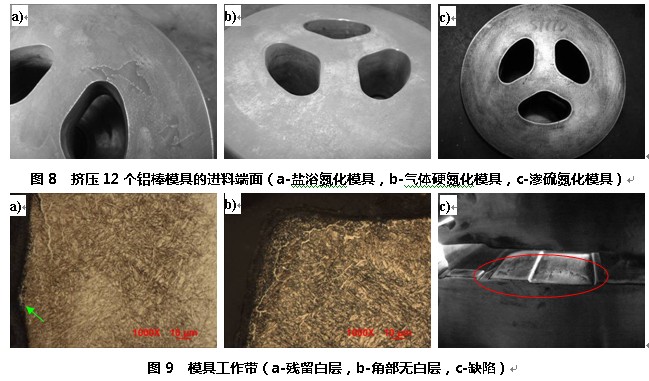
隨后對采用以上不同氮化工藝處理的模具進行生產跟蹤。由圖8可以看到,鹽浴氮化模具在擠壓12個鋁棒后,進料端面發生明顯的脫皮。而氣體硬氮化和滲硫氮化模具表面無明顯的脫皮。
在對另一款報廢模具的芯頭檢測分析發現,工作帶上局部有少量白層(圖9a),角部已不存在白層(圖9b),即模具工作帶表面的氮化層發生了不均勻的磨損。這可能是由于白層的不均勻剝落導致。
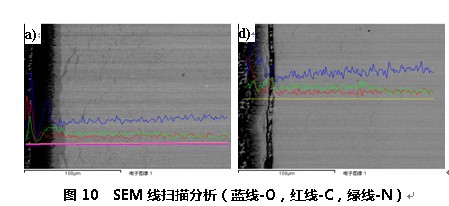
在對鹽浴氮化試樣進行能譜分析發現,氮化層的最表層含氧量特別高,為氧化層(圖10a);而線切割層氮化后,在白層所在的深度就已經產生剝離現象(圖10b)。由此可知,白層疏松易磨損的原因是最表層的氧化和表面原始組織改變。
綜上可知,氮化工藝對氮化層的組織和性能起決定性作用。同時,我們也可以發現一些失效(氮化層剝落、易磨損等)是先前工作疏忽或工藝控制不當引起的(如線切割表面未清除),盡管他們可能在氮化過程中發生,但并不都是由氮化造成,并且這種失效不能通過氮化修復。
目前,國內外普遍認為單一相構成的氮化組織具有優良的耐磨性、抗蝕性和耐剝落性。而常用氮化工藝形成的白亮層一般都是雙相結構。硬氮化之所以受到青睞,正是因為該工藝可有效抑制白亮層的形成,并能通過不斷強化擴散層來達到增強耐磨性的目的;而軟氮化必須依靠白亮層增加耐磨性,并由于無法控制白亮層的組織結構,在應用上受到一定的限制。(上述的滲硫氮化工藝的優點是滲硫后表面具有自潤滑作用,減少了金屬的摩擦和粘結)。
5、 模具加溫
5. Die warm up
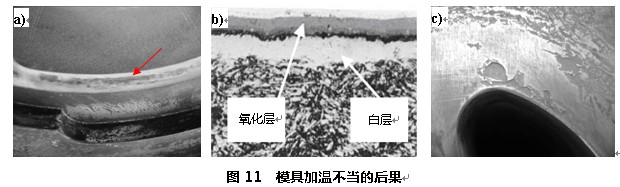
模具在上機擠壓前都必須加溫,而加溫溫度和時間必須嚴格控制。擠壓模具采用的加熱溫度為500℃,但由于各種加熱爐控溫保溫效果的不同,模具實際溫度可能超過或低于該值。另外,在加熱爐中的保溫時間應限制在2~6h。加熱溫度太低或保溫時間太短,模具溫度未達到;溫度太高或保溫時間太長,模具的硬度會降低,工作帶表面會產生點腐蝕或氧化脫碳(圖11a)。圖11b所示為氮化后的H13鋼加溫后的組織。可以看出,在白層的上方形成了一層很厚的氧化層。這層氧化層將在擠壓過程中剝落(圖11c),流入產品,造成異物不良。
6. Mechanical and chemical removal of residual aluminium
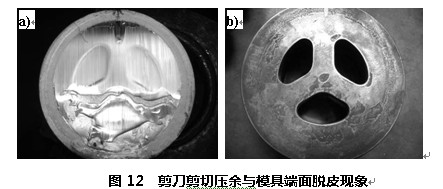
首先是擠壓流程結束時壓余的剪切——機械清除殘鋁。一般臥式擠壓機都采用平行于模具端面的剪刀剪切。但是由于在剪刀的使用過程中不可避免地存在一些問題(如剪刀變鈍),就會撕扯剪不到的殘鋁,此時原本就結合不牢、硬脆的模具表面也被撕掉;而鋒利的剪刀則不會出現這種問題。另一個不可忽視的要點是剪刀必須與模具端面平行。若它們之間呈一定的角度,同樣也會出現撕扯現象,甚至將剪到模具端面。圖12所示為剪刀在操作過程中導致的問題,在模具的下方可以看到與剪切撕扯痕跡(圖12a)完全對應的脫皮現象(圖12b)。
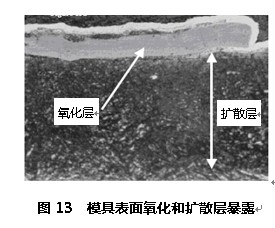
接下來就是殘鋁的化學清除——泡模。從擠壓機上卸下的模具溫度較高,若馬上放入泡模槽堿洗,將因劇烈的熱沖擊,模具局部收縮過快出現開裂,使模具報廢。通常情況下,燒堿泡模不會對具有完整氮化層的模具表面造成影響。但是,一旦表面白層發生氧化腐蝕破壞(在空氣中加熱8h或更長)或擴散層暴露時(圖13),長時間的浸泡可能形成凹坑。因此,在燒堿溶液中浸泡的時間過長可能造成模具表面性能退化,而在隨后的再氮化過程中也不能得到修復。
6、 改善模具質量的對策
7. The improvement of die quality
經過以上分析后,針對提到的各種不利因素,提出了以下相應對策:
1) 改善氮化工藝: Improve nitridation
• 使用氣體硬氮化; Using gas hard nitridation
• 制定合理的氣體氮化工藝,獲得理想的氮化組織。 Making suitable nitridation process
2) 管理模具生產制造過程: Manage die manufacturing
• 選擇顯微組織均勻、性能符合標準的鋼材; Choosing good quality steel
• 去掉線切割或電火花成型后的表面,預留后續加工或拋光余量,一般30μm以上; Keep the polishing allowance
• 嚴格控制熱處理條件,防止表面氧化脫碳,并獲得所需的組織與性能; Control the heat treatment condition
• 根據模具尺寸,粗加工后預留一定熱處理精加工余量,磨削掉表面脫碳組織。Keep allowance for precision machining
3) 管理模具使用過程: manage die using process
• 嚴格控制預熱條件(時間和溫度),按模具厚度計算加熱時間,以1.2~1.5min/mm計算,厚度160mm的模具加熱時間大約為3.2~4h; Control die heating temperature and time
• 按正確的規程清除壓余和殘鋁,防止模具機械性損傷; Using correct cleaning process
• 規范泡模工序,嚴禁高溫泡模,限制泡模浸泡時間; Control the liquid residual removal time
• 限制新模試模次數,一般為3次;試模合格后模具生產量控制在10個鋁棒以內即進行氮化,或者待模具氮化后再投入生產; Limit the chemical removal time
• 適時再氮化,限制模具每一次氮化后的產量;Control the frequency of nitridation
• 合理修復模具,盡量避免燒焊,禁止冷焊; avoiding cold welding
• 封膠噴油存庫,避免銹蝕 vacuum storage
鋁型材擠壓用熱作模具鋼為4Cr5MoSiV1,JIS(日本標準)稱SKD61,AISI(美國標準)稱H13。該鋼種具有良好的熱強性、紅硬性、較高的韌性和抗熱疲勞性能。在熱擠壓過程中其溫度可達600℃,工作條件惡劣,主要的失效形式為熱磨損和熱疲勞。擠型廠的生產效率、成本控制與模具性能密切相關。在整個模具綜合管理系統中,每一個環節都會影響模具性能。
1、 模具鋼材質量
Quality of die steel
模具鋼材質量是擠壓模具性能的基本保障。因為,無論后續的處理和操作再好,都無法從根本上改變模擠壓模具的綜合性能。區分優質和劣質鋼材的重要依據是顯微組織的均勻性,它決定了鋼的冶金質量。顯微組織不均勻、晶粒粗大(如碳化物和硫化物偏析等),常常會造成模具過早失效。
圖1所示為某些模具鋼材檢測結果。與優質鋼材相比,劣質鋼材退火態組織中碳化物分布不均、呈帶狀(圖1a),并含有比較大化合物。這些化合物經熱處理后仍不能完全被消除(圖1c、1d箭頭所示)。若這些硬脆化合物存在于模具表面,將使氮化處理后的表面氮化層不連續(圖1e),成為微裂紋的起源,最終導致氮化層剝落。
2、 模具熱處理
Heat treatment of dies
熱處理的目的是使模具的耐磨損性和韌性達到最佳配合,而耐磨損性要求硬度高,韌性則要求硬度低。因此,必須采取措施,確保這些相互矛盾的性能不會明顯提高,以免損害另一個性能。影響熱處理質量的主要因素有加熱速度、淬火溫度、冷卻速度和回火溫度等。在熱處理期間,溫度控制不當和保護氣氛缺失,模具會過熱,形成粗晶,表面發生不同程度的脫碳。正確的熱處理除了要確保溫度測量、控制準確以外,還需要采用保護氣氛來保持表面的完整性。此外,熱處理不當可能引起具有殘余應力的表面脫碳。如果不采用機械完全去掉,在隨后的氮化中,脫碳層將促使裂紋在表面任何可能的缺陷處萌生。
圖2所示為模具熱處理后表面組織。從中可知,鋼材表面無明顯脫碳和氧化(圖2a)。基體為針狀馬氏體+少量殘余奧氏體+剩余碳化物,說明熱處理并不徹底。這些剩余碳化物將有可能使表面的氮化質量惡化。此外,另一項關于熱處理殘留表層對模具氮化性能影響的實驗中,也得出這樣的結論。
3、 模具加工
Die manufacture
在模具制造過程中,模具的一些表面(如工作帶表面等)會進行線切割、電火花(EDM)成型加工。若操作不當(如速率過大),將產生一層有缺陷的重鑄金屬。這一層組織由粗糙的、不規則的未回火馬氏體(圖3b)構成,厚度大約為30μm。這層組織的點陣嚴重畸變,具有明顯的拉應力。以致氮化處理后得到的氮化層疏松、脈狀組織明顯(圖3c)。
4、 模具氮化
Die nitridation
在氮化處理中,模具表面吸收氮原子形成硬且耐磨損的化合物層,通常稱為白亮層。它是由Fe2-3N(ε相)和Fe4N(γ`相)鐵氮化合物中的一種或結合組成。而Cr、Mo和V等合金化元素與氮反應形成所謂的擴散層。擴散層位于化合物層下方(圖4),是基體母相中合金化元素氮化物析出的結果。
朗讀
顯示對應的拉丁字符的拼音
氮化的目的是在工件表面形成一定深度、具有強韌性、耐熱性和耐磨損性能的強化層,其與基體具有高的結合強度和相近的膨脹系數。
圖5、圖6、圖7所示為3種氮化工藝處理的鋼材試樣組織。可以看出,鹽浴氮化試樣白層和氮化層總厚度值大,最表層(白亮層)疏松易剝落,而且角部效應和脈狀組織都很嚴重。而氣體硬氮化處理后的氮化層無脈狀組織,白層的厚度也在0~3μm。滲硫氮化試樣滲層不明顯。
隨后對采用以上不同氮化工藝處理的模具進行生產跟蹤。由圖8可以看到,鹽浴氮化模具在擠壓12個鋁棒后,進料端面發生明顯的脫皮。而氣體硬氮化和滲硫氮化模具表面無明顯的脫皮。
在對另一款報廢模具的芯頭檢測分析發現,工作帶上局部有少量白層(圖9a),角部已不存在白層(圖9b),即模具工作帶表面的氮化層發生了不均勻的磨損。這可能是由于白層的不均勻剝落導致。
在對鹽浴氮化試樣進行能譜分析發現,氮化層的最表層含氧量特別高,為氧化層(圖10a);而線切割層氮化后,在白層所在的深度就已經產生剝離現象(圖10b)。由此可知,白層疏松易磨損的原因是最表層的氧化和表面原始組織改變。
綜上可知,氮化工藝對氮化層的組織和性能起決定性作用。同時,我們也可以發現一些失效(氮化層剝落、易磨損等)是先前工作疏忽或工藝控制不當引起的(如線切割表面未清除),盡管他們可能在氮化過程中發生,但并不都是由氮化造成,并且這種失效不能通過氮化修復。
目前,國內外普遍認為單一相構成的氮化組織具有優良的耐磨性、抗蝕性和耐剝落性。而常用氮化工藝形成的白亮層一般都是雙相結構。硬氮化之所以受到青睞,正是因為該工藝可有效抑制白亮層的形成,并能通過不斷強化擴散層來達到增強耐磨性的目的;而軟氮化必須依靠白亮層增加耐磨性,并由于無法控制白亮層的組織結構,在應用上受到一定的限制。(上述的滲硫氮化工藝的優點是滲硫后表面具有自潤滑作用,減少了金屬的摩擦和粘結)。
5、 模具加溫
5. Die warm up
模具在上機擠壓前都必須加溫,而加溫溫度和時間必須嚴格控制。擠壓模具采用的加熱溫度為500℃,但由于各種加熱爐控溫保溫效果的不同,模具實際溫度可能超過或低于該值。另外,在加熱爐中的保溫時間應限制在2~6h。加熱溫度太低或保溫時間太短,模具溫度未達到;溫度太高或保溫時間太長,模具的硬度會降低,工作帶表面會產生點腐蝕或氧化脫碳(圖11a)。圖11b所示為氮化后的H13鋼加溫后的組織。可以看出,在白層的上方形成了一層很厚的氧化層。這層氧化層將在擠壓過程中剝落(圖11c),流入產品,造成異物不良。
6. Mechanical and chemical removal of residual aluminium
首先是擠壓流程結束時壓余的剪切——機械清除殘鋁。一般臥式擠壓機都采用平行于模具端面的剪刀剪切。但是由于在剪刀的使用過程中不可避免地存在一些問題(如剪刀變鈍),就會撕扯剪不到的殘鋁,此時原本就結合不牢、硬脆的模具表面也被撕掉;而鋒利的剪刀則不會出現這種問題。另一個不可忽視的要點是剪刀必須與模具端面平行。若它們之間呈一定的角度,同樣也會出現撕扯現象,甚至將剪到模具端面。圖12所示為剪刀在操作過程中導致的問題,在模具的下方可以看到與剪切撕扯痕跡(圖12a)完全對應的脫皮現象(圖12b)。
接下來就是殘鋁的化學清除——泡模。從擠壓機上卸下的模具溫度較高,若馬上放入泡模槽堿洗,將因劇烈的熱沖擊,模具局部收縮過快出現開裂,使模具報廢。通常情況下,燒堿泡模不會對具有完整氮化層的模具表面造成影響。但是,一旦表面白層發生氧化腐蝕破壞(在空氣中加熱8h或更長)或擴散層暴露時(圖13),長時間的浸泡可能形成凹坑。因此,在燒堿溶液中浸泡的時間過長可能造成模具表面性能退化,而在隨后的再氮化過程中也不能得到修復。
6、 改善模具質量的對策
7. The improvement of die quality
經過以上分析后,針對提到的各種不利因素,提出了以下相應對策:
1) 改善氮化工藝: Improve nitridation
• 使用氣體硬氮化; Using gas hard nitridation
• 制定合理的氣體氮化工藝,獲得理想的氮化組織。 Making suitable nitridation process
2) 管理模具生產制造過程: Manage die manufacturing
• 選擇顯微組織均勻、性能符合標準的鋼材; Choosing good quality steel
• 去掉線切割或電火花成型后的表面,預留后續加工或拋光余量,一般30μm以上; Keep the polishing allowance
• 嚴格控制熱處理條件,防止表面氧化脫碳,并獲得所需的組織與性能; Control the heat treatment condition
• 根據模具尺寸,粗加工后預留一定熱處理精加工余量,磨削掉表面脫碳組織。Keep allowance for precision machining
3) 管理模具使用過程: manage die using process
• 嚴格控制預熱條件(時間和溫度),按模具厚度計算加熱時間,以1.2~1.5min/mm計算,厚度160mm的模具加熱時間大約為3.2~4h; Control die heating temperature and time
• 按正確的規程清除壓余和殘鋁,防止模具機械性損傷; Using correct cleaning process
• 規范泡模工序,嚴禁高溫泡模,限制泡模浸泡時間; Control the liquid residual removal time
• 限制新模試模次數,一般為3次;試模合格后模具生產量控制在10個鋁棒以內即進行氮化,或者待模具氮化后再投入生產; Limit the chemical removal time
• 適時再氮化,限制模具每一次氮化后的產量;Control the frequency of nitridation
• 合理修復模具,盡量避免燒焊,禁止冷焊; avoiding cold welding
• 封膠噴油存庫,避免銹蝕 vacuum storage


