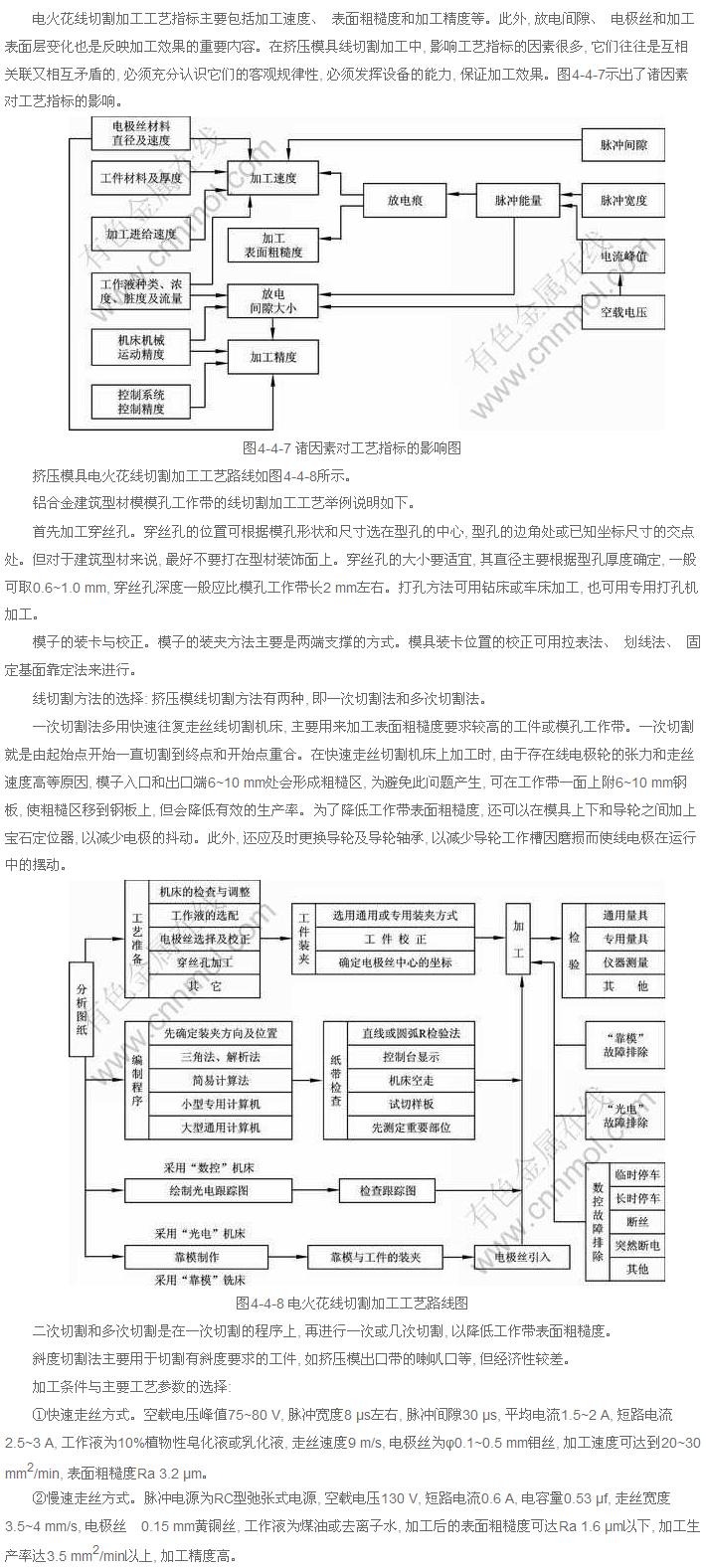
擠壓模具電火花線切割加工工藝指標主要包括加工速度, 表面粗糙度和加工精度等.此外, 放電間隙, 電極絲和加工表面層變化也是反映加工效果的重要內容.在鋁型材擠壓模具線切割加工中, 影響工藝指標的因素很多, 它們往往是互相關聯又相互矛盾的, 必須充分認識它們的客觀規律性, 必須發揮設備的能力, 保證加工效果.圖4-4-7示出了諸因素對工藝指標的影響. 圖4-4-7 諸因素對工藝指標的影響圖 鋁型材擠壓模具電火花線...加工, 也可用專用打孔機加工. 模子的裝卡與校正.模子的裝夾方法主要是兩端支撐的方式.模具裝卡位置的校正可用拉表法, 劃線法, 固定基面靠定法來進行. 線切割方法的選擇: 擠壓模線切割方法有兩種, 即一次切割法和多次切割法. 一次切割法多用快速往復走絲線切割機床, 主要用來加工表面粗糙度要求較高的工件或模孔工作帶.一次切割就是由起始點開始一直切割到終點和開始點重合.在快速走絲切割機床上加工時.