
隨著有色金屬技術的發展,鋁和鋁合金以它特有的優勢愈來愈廣泛的用于航空工業和民用建筑、醫療、食品包裝等行業。鋁合金的熱處理技術已發展成為熱處理學科中的一個重要組成部分。
鋁合金熱處理包括:鋁合金退火、時效、均勻化、固溶熱處理等。隨著鋁合金產品的廣泛應用,對鋁合金熱處理質量不斷提出更高的要求,本文將對鋁合金熱處理技術的發展及關鍵問題進行綜合分析和評述。
2 鋁合金的均勻化
在鋁板帶和鋁型材生產工藝中,鑄錠通過熱軋、擠壓可獲得坯料鋁卷帶、鋁型材。在鑄造過程中,雖然可以通過在鋁液中添加微量晶粒細化劑(Al-Ti-B)達到細化鑄錠晶粒的目的,但鑄錠的結晶組織還是不均勻。這是因為鋁液的凝固是從結晶器的內壁開始,垂直于冷卻面的方向向鋁液內部擴展,所以鑄造組織具有明顯的方向性;隨著鋁凝固層的增厚,傳熱系數減小,內外晶核的形成和長大的不一致導致晶粒的形狀、位向和大小也隨之變化;凝固時金屬成分造成的偏析現象,晶粒四周和晶內錳濃度的差異擴大了再結晶溫度區間,降低生核率,從而容易產生粗晶;鑄造時錠內部產生不同程度的縮孔和疏松組織。
在熱軋、擠壓過程中,由于熱加工變形與再結晶同時進行,形成了以等軸晶粒為主的再結晶組織,可使鑄造的結晶組織不均勻狀態得到不同程度的改善。為了進一步改善熱軋、擠壓的性能,提高熱加工后產品質量和檔次,許多鑄錠在熱加工之前均在鋁合金固相線下的溫度570~620℃進行均勻化處理,使MnAl6相均勻析出,減小或消除晶內偏析,以達到均勻化之目的。
2.1 軋制用坯錠、卷帶的二次加熱和均勻化生產線
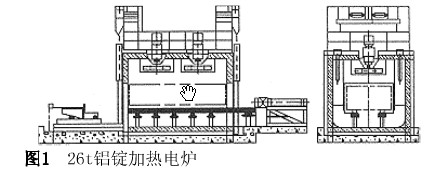
(1)推進式加熱/均勻化爐
對于具有熱軋能力的大型鋁加工廠的批量生產來說,用推進式加熱/均勻化爐來進行二次加熱和均勻化比較合適。根據工廠的實際情況可采用加料和卸料的全自動操作或半自動操作,鋁錠加熱電爐見圖1。
鋁合金的固溶熱處理
鋁合金的基本熱處理形式是退火與淬火時效。前者屬于軟化處理,目的是獲得穩定的組織或優良的工藝塑性;后者為強化處理,在淬火時使強化相充分地固溶在鋁材中,在隨后的時效過程中(又稱沉淀硬化)獲得最大的強化效果。因此,固溶熱處理的目的是通過淬火過程形成起硬化作用的過飽和固溶體(起強化作用的合金元素),在固溶熱處理時,通常將鋁合金工件加熱到500~570℃,然后以最快的速度冷卻。
鋁合金固溶熱處理廣泛用于航空工業的飛機蒙皮、壁板、框架、聯接件等承力構件,以及汽車工業中汽車鋁輪轂、發動機缸體、缸蓋、活塞等受力部件。
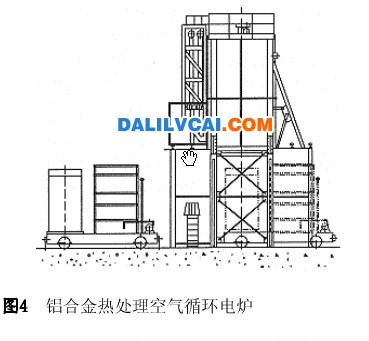
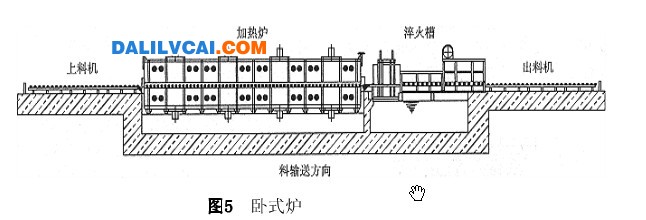
固溶熱處理爐的種類很多,主要型式為立式(圖4)和臥式(圖5)兩種。立式爐為周期式淬火爐,臥式爐為連續式淬火爐。
4 鋁合金退火
鋁合金退火分為板帶材退火和箔材退火。退火的目的:消除冷加工硬化以便繼續進行軋制或深度加工;控制產品的狀態和性能;清除軋制油,提高表面質量。
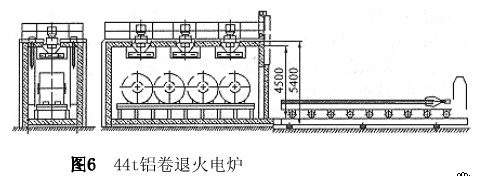
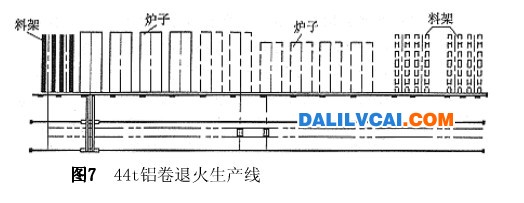
根據生產能力和規模,鋁材退火爐分為單體退火和退火爐群組成的退火生產線,見圖6、圖7。退火生產線一般由幾臺退火爐、復合裝卸料車、爐外料臺、冷卻室(有些爐子帶旁路冷卻器)組成。爐體采用大風量風機對鋁材進行循環加熱,爐內的導流裝置可有效保證氣流均勻的通過鋁材,使之加熱均勻,加熱器采用頂裝整體式結構、拆裝、維修很方便。爐門開閉采用氣動壓緊式或機械傳動升降式,運行平穩,密封性好。爐子的排油煙系統可有效地去除鋁材表面的油膜,調節爐內的壓力。這種爐子的裝料量一般為10~50t。
[pagebreak] 鋁材退火爐是鋁合金熱處理中最廣泛采用的設備。隨著技術的發展和對產品質量要求的提高,對鋁材的退火提出了更高的要求,如退火產品的外形質量、性能指標的一致性。 外形質量包括起皮、氣泡、油斑、氧化腐蝕、表面光潔度等。內在質量包括力學性能、晶粒度、各向異性等方面。除退火工藝和設備外,產品退火以前的加工歷史,如配料成分、熔鑄工藝、冷加工率等,對退火產品的內在質量也有重要影響。
為了提高退火產品的質量,在爐膛氣氛、爐溫控制、爐型等方面需要采取改進措施。
①對某些特殊要求的退火產品,可采用氧和水分含量極微的保護性氣體作為退火爐氣氛,以防止軋制油分子在揮發過程中裂解,產生碳氫化合物及游離的微小碳粒,在產品表面產生油斑;同時可減少表面氧化膜的厚度,使產品退火以后基本保護原有的金屬光澤。
在使用保護性氣體時,先將爐加熱到150℃左右,裝料后充入保護性氣體進行洗爐,然后升溫。在升溫期間,產品表面油膜揮發,并從排煙口排出,同時補充保護性氣體,以維持爐膛正壓。待油膜全部揮發后,進行高溫加熱和保溫,使產品在較短時間內再結晶,然后降溫出爐。
②真空退火是比較新的鋁合金退火技術,可以防止軋制油分子裂解、氧化和聚合,在真空退火時,先將爐子抽到一定的真空度,然后加熱,在加熱過程中需要充入少量保護性氣體用于驅除油氣,減輕真空泵的負荷,并加速熱量的對流傳遞。在冷卻開始階段,需要充入比正常運行更多的保護性氣體使爐膛保持微負壓或正壓,通過對流風機和冷卻器快速將爐子冷卻下來。真空退火爐的密封要求嚴,真空泵容量大,對設備的要求較高,一般用于電解電容器的高純鋁箔退火。
3.1 立式爐(底裝料)
該爐型適用于小批量、多品種的鋁合金板材、型材、鑄件的生產。一般采用高架式爐型,移動式淬火槽車,爐門采用兩半對開式結構,工件在爐內采用懸掛式加熱,倍行程滑輪組或卷揚機能使工件快速下降,確保所需的淬火轉移時間。爐子的循環加熱系統和溫控系統確保淬火加熱時溫度均勻。該爐子和時效爐配在一起可形成淬火時效生產線(強化熱處理),也可多爐組排列,共用一臺淬火槽車。該爐型由于技術先進、操作靈活,目前應用比較廣泛,但在設計中應特別注意以下方面:
①爐內溫度均勻性
固溶熱處理的特點決定了必須重視爐內溫度的均勻性。選擇固溶熱處理溫度必須考慮防止出現過燒、晶粒粗化、包鋁層污染等弊病,盡可能采用較高的加熱溫度以使強化相充分固溶,但固溶熱處理溫度有一個高限和一個低限,如果溫度過高,合金中的低熔點組成物(一般是指共晶體),在加熱過程中發生了重熔(過燒);如果溫度過低,強化相不能完全固溶,而影響合金的強度。因此在熱處理規范上規定了固溶熱處理溫度的均勻性,要求在±3℃內。
固溶熱處理的傳熱主要是依靠對流,因此爐內氣氛的強制循環對同一批爐料實現迅速而均勻的加熱,以達到要求的溫度均勻性是首要條件。其它影響爐溫均勻性的因素還包括循環風量的大小,循環次數的多少,以及循環氣流如何均勻地流過工件,導流系統的良好設計,保溫材料的選擇等。
②保溫時間
固溶熱處理加熱時間首先與合金性質、原始狀態有關。因各種鋁合金的成分相似,所以對此不需特殊考慮,那么重點考慮的就是原始組織狀態。當強化相比較細小時,因固溶較快,加熱時間可縮短。例如冷軋狀態的板材所需加熱時間較熱軋狀態的短,重復淬火則更短,而一般退火狀態因強化相較粗,保溫時間應較長。另外,加熱時間和加熱介質、零件尺寸、批量等因素也有直接關系。
③淬火轉移時間
工件從出爐到進入淬火槽的間隔稱轉移時間,在轉移過程中,工作溫度下降可導致固溶體發生部分分解,從而降低時效強化效果,特別是增加合金的晶間腐蝕傾向。工件出爐后的溫度降低5℃,可導致強度下降20%,為此,在生產中應盡可能縮短轉移時間,尤其對熱容量低的薄板來說,更為重要。一般淬火轉移時間為7~25s,視工件大小薄厚而定。
④淬火冷卻速度
由于鋁合金中合金成分的溶解度隨著溫度的降低而急劇下降,所以鋁合金固溶體在淬火狀態下處于過飽和狀態,這樣便可以實現時效硬化。根據鋁合金的等溫分解曲線,為了避免過量固溶體產生任何沉淀,在淬火過程中,鋁合金件從固溶加熱溫度應快速降到300℃左右,為達到理想的效果,應保證足夠的冷卻速度。淬火介質通常采用水或者聚二醇。為減少變形和內應力,水溫一般為20~50℃。
3.2 臥式鋁合金固溶熱處理生產線
這種生產線適用于大批量作業。典型的生產線有:連續鋁合金鍛件、鑄件固溶和時效(沉淀)熱處理生產線、懸浮式鋁合金帶材固溶熱處理生產線、鋁合金中厚板固溶熱處理生產線。
懸浮式固溶熱處理生產線可以處理0.2~2mm厚的帶材,帶材在通過加熱爐時浮動在熱空氣墊上,不與爐子接觸,以避免在帶材表面留下劃痕。帶材在離開加熱爐后立即淬火,淬火在一個氣液兩相冷卻系統中進行。淬火介質采用水和空氣,生產線上還備有熱空氣干燥器,保證帶材熱處理后完全干燥。
中厚板固溶熱處理生產線原理上與立式固溶熱處理爐相似,但當大批量生產時提高了生產效率,降低了能耗。具體工作程序為:采用真空吸盤將鋁板放在裝料臺上,根據合金牌號和板厚的不同,板材或連續通過加熱爐,或借助爐底輥的擺動在加熱爐內加熱之后進入淬火區和干燥區,最后到卸料臺,再由真空吸盤卸下。
連續臥式鋁合金固溶熱處理生產線有如下關鍵技術:
①噴射加熱技術
在加熱爐內鋁板由上下分布的空氣噴嘴系統進行快速均勻地加熱,噴射速度為30~70m/s,加熱速率為1mm/min,噴射加熱與其它加熱相比可以提高傳熱系數,達到快速升溫的目的。同時,均勻排列的噴嘴和精確地空氣導流可以得到最小的溫度允差。為了達到最佳效果,要合理設計噴嘴的角度、排列、大小和多少;高溫高壓高流率風機,精確的循環系統以及特殊的密封系統。
②噴射冷卻技術
為了使固溶熱處理效果更好,臥式爐采用噴射冷卻技術代替立式水槽淬火。主要特點是高壓大流量噴水系統是噴射冷卻的主體,移動式噴嘴可滿足不同尺寸規格鋁板淬火的要求;上下噴嘴與鋁板之間的距離,水和鋁板的接觸點位置,上下噴水的一致性,噴嘴的形狀、角度等是能否保證鋁板快速冷卻、冷卻變形小的關鍵。
③傳動技術
連續固溶熱處理鋁板的最關鍵技術就是如何保證在整個熱處理過程中,鋁板不劃傷,無壓痕和鑲嵌物,保持鋁板的表面光滑。傳動刷輥既可保證鋁板表面質量,又可保證鋁板與輥子之間有熱空氣流動,鋁板任意點加熱均勻。另外,分段傳動時的變頻調速、擺動傳動、伺服同步傳動等都是影響鋁板表面質量的關鍵因素。
在設備的組成上,均熱生產線一般由多臺均熱爐、冷卻室、裝卸料臺、復合裝卸料車、電控系統組成,采用電加熱或火焰加熱。在結構上和操作上雖然與前面所述周期式均勻化爐有很多類似之處,但為了保證圓鋁錠的各項熱處理參數,同時也是為了達到某種熱處理形式所要求的效果,在設備的設計上還需要注意以下方面:
①熱處理能力
如何合理的利用空間,最大限度的發揮爐子的熱處理能力,這是爐子優化設計的主要內容。通常用于擠壓型材鋁錠的品種規格比較多,直徑從85~400不等,一般來說,對于同一種均熱爐,鋁錠的直徑愈大,長度愈長,裝爐量愈大,生產能力也就愈大。為了合理安排產量,首先我們要了解產品的生產大綱和規格,既要考慮爐子的生產率,又要考慮爐子的使用率,同時兼顧爐子的規模、造價和成本。在一種爐型上兼顧處理長棒料和短棒料兩種料時,合理安排裝爐量更顯得尤為重要。
②均勻化時間
這是工藝問題也是生產能力問題。均勻化時間根據鋁合金牌號而定,一般為4~6h(不含升溫時間)。小于這個時間,會造成產品晶粒不均勻,型材的性能出現質量問題,影響成材率。大于這個時間,會造成二次晶粒長大和生產能力降低等問題。
③冷卻
鋁錠均熱后冷卻有兩個目的:第一是快速降溫,提高爐組的生產率;第二是改善鋁錠的擠壓性能。由于鋁錠的擠壓性能受冷卻速率影響甚大,因此要根據鋁錠的品種、長短配備不同類型的冷卻設備,以滿足各種鋁錠均勻化的需要,冷卻通常分為水冷、氣冷和水氣混合冷卻。在冷卻過程中,既要保證鋁錠快速、均勻的冷卻,又要減少鋁錠的變形。冷卻速率的控制很重要,可以采用噴射冷卻反饋技術,通過流量、壓力和溫度的反饋控制達到上述目的。
④復合裝卸料車的轉移與自動對位
鋁錠均熱生產線一般配備多臺爐組和冷卻室、裝料臺等,復合裝卸料車可實現爐料在爐子、冷卻室和裝料臺之間的相互轉移。為了實現生產線的全自動化操作,要求復合裝卸料車具有自動準確的尋址功能(自動對位)、防慣性功能和與爐子的連接功能。根據工藝要求,復合裝卸料車可分為二維、三維和可逆復合裝卸料車等幾種類型,特點是爐外停放,減少爐子的能耗、一機多用、異地操作、簡單方便、運行平穩精確。
周期式均熱爐一般以爐組形式出現,采用復合裝卸料車對每臺爐子進行加料和轉移,另外還需配備大型的翻錠機構,在實際操作時,由天車與翻錠機構配合,將鋁錠轉移到復合裝卸料車上,然后由它向各爐子加料和卸料。爐子上配備有大風量的對流循環系統和先進的溫控系統,保證鋁錠在均勻化時各部位溫度均勻,這種爐子一般裝爐量為30~60t。
為了保證這種爐型鋁錠加熱后的均勻化效果,必須有效的控制固相線下溫度、溫度均勻性和均熱時間。因爐體溫度相對退火爐較高,所以對風機的材質提出了較高的要求。另外,對循環系統、爐門密封和防止變形、爐內支撐受力的狀態等,也是我們在結構設計上重點考慮的問題。
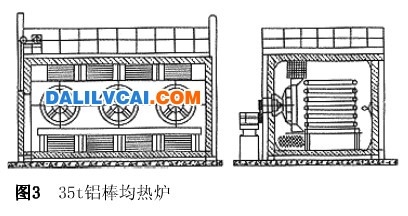
2.2 擠壓鋁錠的均熱生產線
為了進一步提高鋁合金型材的內在質量,使產品上檔次,鋁錠擠壓前都采用均勻化工藝(均熱)。由于鋁錠規格和品種的不同,分為短錠均熱和長錠均熱兩種,短錠一般為600~700mm,采用料筐裝卸;長錠為(6~8)×103mm,每排料間由料墊隔開。根據型材的要求,圓錠直徑從85~400不等。鋁棒均熱爐如圖3所示。
在這種爐子的操作程序中,坯錠被放置在加料輥臺上,自動對齊后由翻錠機構將坯錠翻起在墊塊上(也稱為熱靴),沿滑軌向前推進。推進是由液壓推料裝置將坯錠推送過爐膛,由于這種爐子多數是連續作業,推料裝置與出料裝置同步進行,推料裝置受出料端的溫度檢測信號控制。
該爐可以采用電加熱、氣體或油燃燒器進行直接加熱,通過大功率軸流風機進行空氣循環,確保坯錠快速、均勻的加熱。溫度均勻性一般要求在±(5~3)℃,如此小的溫度允差使得坯錠在固相線下的高溫均勻化成為可能。采用先進的智能化控溫儀表或計算機對坯錠進行差溫加熱,縮短了均勻化的時間。
推進式加熱爐一般由進料翻錠裝置、推料裝置、爐體、加熱系統、空氣循環系統、出料翻錠裝置、換氣系統、溫度控制和檢測中心、料墊自動返回系統組成。
推進式加熱爐的關鍵技術:
①熱靴(料托):根據坯錠形狀的不同,熱靴的形式也有所不同,有分離型、組合型和整體型等。熱靴的選型對坯錠在進出料、推進和加熱過程中舉足輕重,熱靴的返回系統設計也不可忽視。
②溫度均勻性以及進出料協調:選用恰當的循環方式和導流系統會改善溫度的均勻性。如針對不同的坯錠采用立式或臥式風機裝置,或在風道中適當增加導流片來保證氣流在爐膛內均勻分布。如何保證坯料在達到軋制溫度后適時出爐,溫度檢測和反饋控制是很重要的。為了準確地反映和控制出料的時間,保證進出料動作的協調,設備的結構和重要部件的設計起著關鍵作用。
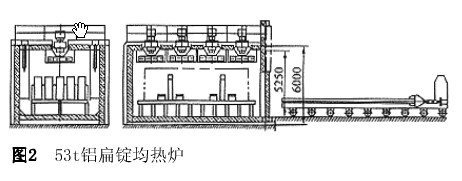
(2)周期式均熱爐
考慮到加熱各種品種和規格合金鋁錠的需要,周期式均熱爐要比推錠爐更適合生產的要求。周期式均熱爐可裝卸不同品牌、不同規格的合金錠,根據合金錠不同的工藝要求,將它們加熱到相應的軋制/均勻化溫度。該種爐子使用靈活、適應性強、可靠性高。鋁扁錠均熱爐如圖2所示。