
幕墻立柱是鋁合金建筑材料中最為常見的一種型材,是幕墻受力的支撐框架,在幕墻中起到重要的作用,也是幕墻材料生產中最難生產的一種。一個幕墻工程訂單的生產經常因為某個幕墻立柱沒有完成而拖慢整個工期。所以優化幕墻立柱材料的生產對于建筑用鋁合金有重要的意義。
Altair公司的HyperXtrude擠壓分析軟件通過建立擠壓模具的有限元模型,模擬整個擠壓過程,并很好的分析擠壓模具的受力情況。科學地了解擠壓模具在生產時受到的擠壓力以及應力分布情況。通過HyperXtrude軟件分析優化設計方案,找到合適的模具結構,達到優化設計,提高模具強度和擠壓效率,降低擠壓成本,縮短整個鋁合金產品開發周期的目的。
幕墻立柱類模具,通常跨度較大,模具強度不好,在上機生產一段時間后,模具容易變形甚至開裂,造成生產不穩定或者模具直接報廢。使用HyperXtrude擠壓分析軟件分析不同設計方案找到優化的模具設計方案,提高模具的使用效率。
2 幕墻立柱類模具的優化過程
2.1實驗方案設計
選定一個典型的幕墻立柱類模具,通過計算該模具的強度分布情況了解該類模具強度較差的根本原因,模具初始設計方案如圖1所示。在保證模具厚度和模橋寬度不變的情況下修改模具結構,借助HyperXtrude重新分析不同的設計方案,比較不同分析結果,得到較優的設計方案,從而達到優化擠壓模具設計的目的。
2.2 初始傳統設計方案分析
根據初始設計方案建立精確的三維模型(圖2)。把三維模型導入有限元分析軟件HyperXtrude中,建立有限元模型(圖3),在軟件中設定好相應的擠壓工藝參數如表1,提交有限元分析計算。通過后處理軟件HyperView可得到如表2所示的結果。
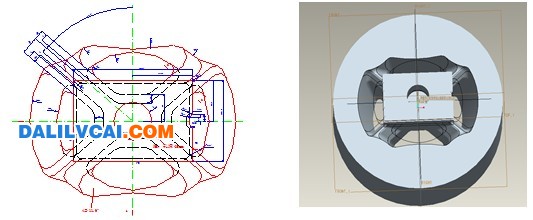
圖為:幕墻立柱鋁型材擠壓模具設計方案及三維模型圖
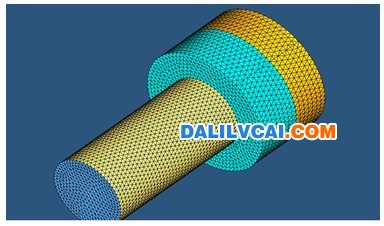
圖3 有限元分析模型
該鋁型材的實際擠壓工藝參數如表一所示:
表1 幕墻立柱鋁型材擠壓工藝參數

初始設計方案計算結果如下所示:
表2 初始方案計算結果
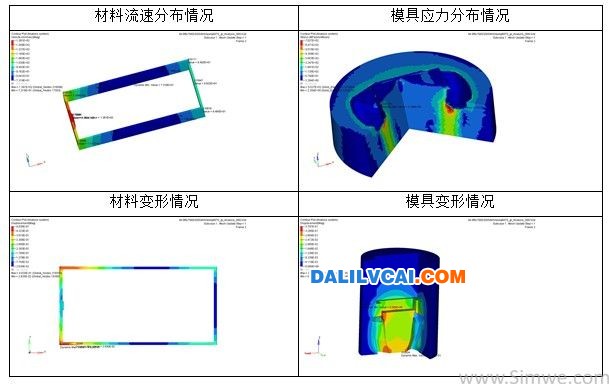
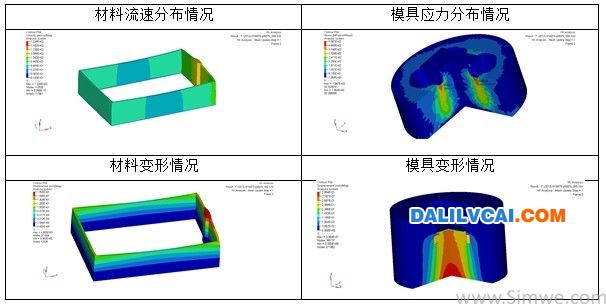
HyperXtrude軟件對初次設計的幕墻立柱鋁型材模具仿真分析結果
根據分析結可以知道,該模具的型材流速范圍在max=138mm/s到min=73mm/s,型材變形在0.48mm,模具最大應力值在702MPa,模具變形量在0.37 mm。該分析結果表明模具強度偏落,我們分析設定的預定模具強度最大許用值為800 MPa,模具變形值為0.37 mm,設定的許用變形最大值為0.3mm。故造成模具強度偏落,容易變形生產不穩定等缺陷。
2.3優化模具的強度設計
根據分析結果,在保持該模具模橋的寬度和模具厚度不變的前提下,重新設計模具結構,得到新的模具結構如下(圖4),對該模具進行重新建模,建立有限元分析模型,按照前面相同的擠壓工藝分析新結構的擠壓過程,可得到如下的分析結果(表3)
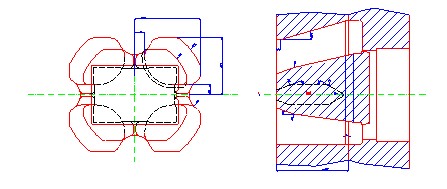
圖4 新的HyperXtrude對幕墻立柱鋁型材模具結構圖
表3 新的模具分析結果
圖為:HyperXtrude軟件對改良后的幕墻立柱鋁型材模具仿真分析結果
根據表3的結果分析可以知道,新模具擠壓的型材流速范圍在max=122mm/s到min=81mm/s之間,型材變形在0.18mm,模具最大應力值在558Mpa,模具變形量在0.28 mm。對比初始設計方案的分析結果發現,型材出口流速范圍縮小,模具應力值下降,模具變形也有明顯的減小。證明新的設計方案在數值上有比較明顯的改善,理論上是可行的。
2.4 比較兩種設計方案的實際擠壓結果
通過對兩種的模具實際上機擠壓結果的跟蹤,原來傳統設計方案的擠壓通過量為6.2噸,之后出現型材質量不穩定,偏壁厚情況嚴重,把模具卸下堿洗后發現模具橋位出現裂紋如下如圖5所示。而新的設計方案生產正常,通過量為12噸,模具報廢的原因是工作帶磨損尺寸超差。

3 結論
大部分鋁合金幕墻擠壓模具跨度都比較大,通過Altair公司的HyperXtrude軟件計算仿真分析發現這類模具特別是大幕墻立柱型材模具都有強度差的共性,造成實際擠壓不穩定,成品率低,模具容易開裂的問題。優化后的模具方案重新分析比較,強度更好,能更快速生產出合格鋁型材產品,提高鋁型材擠壓效率,降低擠壓模具和鋁型材擠壓的生產成本。
1. 試驗結果表明,幕墻立柱類型材的模具把模橋設計在角部位,模具強度偏差,把橋放在中間,強度有比較明顯的改善。
2. 基于有限元分析軟件HyperXtrude平臺,對擠壓模具強度進行有限元模擬的方法,可以用于優化擠壓模具強度。實際證明,借助HyperXtrude擠壓分析軟件優化模具設計的方法是可行的,優化結果是有效的。
3. 實際擠壓結果表明:合理的模具結構,不僅可以提高模具強度,而且有效地提高了擠壓材料通過量并節約成本。


