
1、 在線精密淬火因素考慮
1)、足夠的冷卻速度范圍
只有足夠的冷卻速度,才能確保 過飽和固溶體被固定下來不分解,防止強化相析出,才能保證型材淬火時效后的力學性能達到最佳水平。要達到 足夠的冷卻速度,就要配置合理的冷卻源、冷卻長度以及冷卻密度。冷卻源就是指風機、水泵以及相應的冷卻介 質。冷卻長度就是指風口、噴管或水槽的長度。冷卻密度就是指風口或噴頭的分布密度。而這三方面都要根據該 生產線所生產型材的最大線密度、不同合金的淬火對冷卻速度敏感性強弱以及擠壓出材的速度綜合計算來確定。 所生產的型材線密度越大、合金的淬火對冷卻速度敏感性越強、擠出速度越快,所要配置的風機和水泵越大,淬 火區的長度就要越長,用水作介質的水溫就要越低。當低溫的水都滿足不了冷卻速度的情況下,還可以在水中加 入不同的溶劑來調節水的冷卻能力。比如聚乙醇,通過調節聚乙醇水溶液的濃度來控制冷卻速度。
2)、型材截面的冷卻速度保持基本一致
只有冷卻速度基本 一致,才能確保型材淬火效果基本一致,從而保證型材性能的均勻性,有效減少型材的變形和彎扭。要保證型材 截面周向的冷卻速度一致,就要保證截面周向冷卻強度能夠根據型材截面結構情況、壁厚的厚薄進行調節。比如 壁厚較厚的一側需要冷卻強度高,壁厚較薄的一側則需要冷卻強度低些,這樣就可使得型材截面同一時間內冷卻 到相同的溫度。
而要保證型材縱向的淬火強度一致,就要保證縱向上所受的冷卻時間 一致,也就是縱向上每部分通過淬火區的有效冷卻時間一致。
3)、適應不同型材截面 寬高比的變化
特別中大型擠壓機所生產的型材截面寬高比變化非常大,當生產板材時 ,寬高比可能達到100:1以上,而生產管材或棒材時,寬高比可能是1:1。在這么大的寬高比變化情況下,如何保 證型材上下左右各個表面與風口和噴頭之間的距離合適,從而保證有效的冷卻速度和減少能耗。
4)操作性比較強,能方便操作人員進行調節控制。
5)在滿 足以上四點的前提下,如何有效降低運行的成本。
2、兩種新的在線淬火裝置
為解 決以上的問題,我們設計了兩種不同形式的在線淬火裝置。一種是針對中大型(1650t以上)擠壓機配套的,另 一種是針對中小型(1650t以下)擠壓機配套的。因為中大型擠壓機所生產的型材截面相對較大,比較容易實現 型材上下左右四個方向冷卻差異化控制。而中小型擠壓機所生產的型材截面相對較小,實現型材上下左右四個方 向冷卻差異化控制相對較難,所以要有針對性的設計不同的方案。
1)、 中大型擠壓 機配套在線淬火裝置的功能特點
a、風冷、風霧混合、霧冷、高壓噴水四合一的功能
我們采用風冷、風霧混合、霧冷、高壓噴水四合一的功能,每一種功能都可以根據需 要進行大小調節,形成從弱到強無級變化的冷卻強度,適應不同合金不同壁厚對冷卻強度的不同需求。比如一般 生產薄壁的6063合金型材時采用風冷,生產厚壁6063合金型材或薄壁6061合金型材時采用風霧混合,生產中薄壁 6061合金時采用霧冷,生產厚壁6061合金型材時采用高壓噴水。
冷卻源的配置,要根 據該機臺生產的型材米重、擠出速度、合金淬火對冷卻速度敏感性強弱等因素來決定。型材米重越大、擠出速度 越高、合金淬火對冷卻速度敏感性越強,風機和水泵的功率就越大、淬火區的長度也就越長。
為什么要采用風霧混合?主要因為擠壓車間的氣溫比較高,純風冷時,哪怕風壓、風 量很大,冷卻速度也不高,并且能耗很大。如果直接用霧冷或水冷,相對部分合金型材的冷卻速度又過高,型材 容易變形。而用風霧混合,既能獲得比風冷強很多的冷卻效果,又能降低風機的能耗,從而獲得合適的冷卻速度 。
b、周向多路冷卻布置并冷卻強度差異化調節
為了解決截面周向冷卻的均勻性, 圍繞擠壓機中心線平行分布若干路風口和噴頭(如圖1所示),具體多少路要根據具體生產線所生產的型材截面 寬度來確定。每一路風口和噴頭都可單獨調節風量或水量,以滿足不同合金和壁厚所需要的冷卻速度,確保截面 上各個位置淬火均勻。這對確保型材性能均勻和有效減少型材變形起到關鍵作用。
圖1 周向多路冷卻強度差 異化調節
c、縱向分段調節及順序啟閉功能
縱向的每段冷卻強度可以單獨調節。當個別 型材淬火時特別容易變形的,光用
以上兩種功能還無法滿足時, 還可以將縱向的前段冷卻強度調小,后段的冷卻強度調大。這樣既可保證型材得到充分的冷卻,又可以減少型材 變形。
為了解決型材縱向淬火的一致性,各路風口和噴頭在縱向上分若干段(如圖2所 示),具體多少段要根據具體生產線需要來確定。每段都有獨立的控制閥來控制。換棒停止擠壓時,從冷床往擠 壓機方向按順序分段關閉;換棒開始擠壓時,從擠壓機往冷床方向按順序分段開啟。這樣就可以使得型材縱向的 冷卻時間基本一致,從而確保型材縱向的性能比較均勻,減少縱向的彎扭。
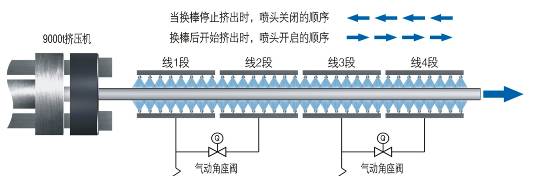
圖 2 縱向分段調節及順序啟閉功能
d、頂部風口(噴頭)與側風口(噴頭)上下位移調節
為了解 決型材寬高比變化過大,引起上下左右風口或噴頭與型材表面之間距離變化過大,我們將上部的風口和噴頭與左 右的側風口和側噴頭設計成分離的,并且相互間可以移動(如圖3所示)。這樣就可以根據型材的寬高比來調節 風口或噴頭與型材表面之間的距離,確保上下左右各路風口和噴頭與型材各表面保持合適的距離和位置,提高冷 卻的精準度和減少能耗的損失。
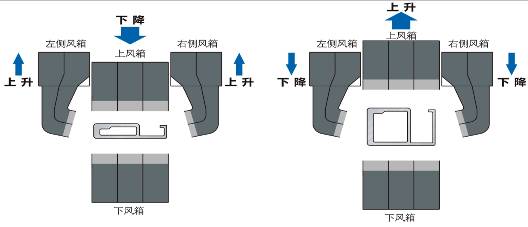
圖3 風門和兩側風 口上下錯位調節
e、輔助牽引頭
在淬火作業中,牽引機一般不適宜進入淬火區 ,特別是水冷作業。如果牽引機進入淬火區,淬火裝置就難以正常工作,通過淬火區的這段型材就無法得到正常 的淬火,將會造成該段型材的浪費。在牽引機不進入淬火區,而又能實現牽引和淬火同時進行,就采用輔助牽引 頭(圖4所示)。當生產第一根鑄棒時,用輔助牽引頭牽引著型材,用牽引機牽引著輔助牽引頭,并且淬火裝置 正常工作。
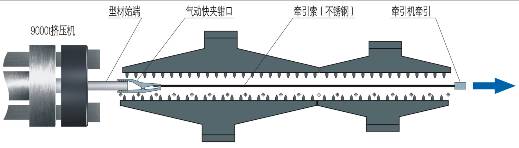
圖4 輔助牽引頭
f、人機界面控制及參數記憶功能
為了方便操作人員的控 制,在線淬火裝置所有的動作和工藝參數均可通過人機對話來進行控制,友好的操作界面(圖5所示)非常適合 國內工人使用。
為了提高調節的效率,減少因調節過程不當所產生的廢品,控制系統特別設計了自動記憶功 能。每次生產的型材,當認為淬火的工藝參數比較合理時,可
啟 用記憶功能將該組參數記憶下來,下
次再生產該型材時,只要錄入該型材的型號代碼,系統 會自動調用上次記憶下來
圖5 人機界面控制 及參數記憶功能
的參數進行生產。
g、遠程調試、監控和維護
為方便 調試、監控和維護,控制系統設有遠程監控接口。有需要時,可通過網絡對系統進行遠程調試、監控和維護 。 &n bsp; &nbs p;
以上方案在廣東豪美鋁業的2500t和3600t擠壓機所配置的在線淬火裝置(圖6所示)上得到充分的驗證, 完全可以滿足生產工藝的要求。型材經過在線淬火和人工時效后,完全滿足力學性能的要求,而尺寸精度也得到 充分的保證。
圖6 工程實例
2)、中小型擠壓機配套在線淬火裝置的功能特點
針對中小型擠壓機配套配套的在 線淬火裝置,除了中大型擠壓機配套的在線淬火裝置上a、b、c、f、g的功能配置基礎上,加強以下的功能(如 圖7所示):
圖7 噴頭的可旋轉 及擺動控制
a、噴頭設計成可以擺動和旋轉
為解決小型材截面上噴水的準確定位,將噴水和噴霧的噴頭設計成可以擺動和旋轉的,如圖示中的α和β。噴頭旋轉一定的角度,可以將 噴射出的水和霧的寬窄進行一定范圍的調節,甚至可調成平行于擠壓中心線的一條線,這樣就能將水集中到型材 的某一局部上。噴頭擺動一定的角度,也是有利于將水和霧對準型材的某一位置。
b、 噴頭還可以進行徑向移動
噴頭還可以進行徑向移動一定的距離,這也是為了更好的進 行冷卻定位,減少水的壓力損失。該方案在深圳福晟五金制品有限公司的1450t和1800t的擠壓機所配置的在線淬 火裝置上得到充分的驗證。型材經過在線淬火和人工時效后,完全滿足力學性能的要求,而且尺寸精度也得到充 分的保證。
