
1、目的:為確保鋁擠壓模具在鋁型材擠壓生產過程中的質量及正確保養,滿足鋁型材擠壓工序的生產需要,對鋁擠模具管理流程進行控制。
2、適用范圍:適用于鋁型材擠壓生產過程中鋁擠模具的正常運作,模具的正
常訂購和補充。
3、職責:管理部編制、修訂,生產技術部執行,質量管理部監督。
4、內容概要:
4、1、運作流程:
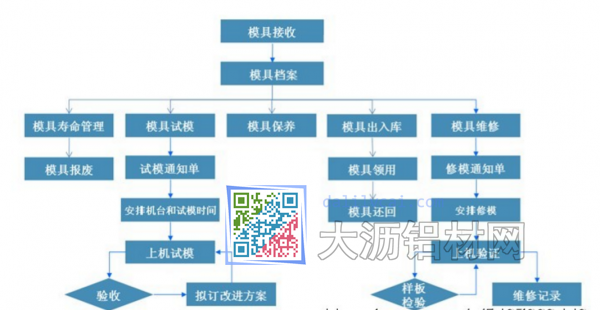
鋁材新產品開發設計→斷面圖紙確認→新模訂做(分機臺)→新模回廠驗收→試模制度→試模合格確認→正常合格模具上機生產記錄及存檔→模具氮化制度→模具返修制度→模具報廢制度。
4、2、運作程序:
4.2.1.圖紙確認:
a、新產品設計圖紙,確認的圖紙必須主要具備:產品系列標示,產品編號或款式名稱,截面周長、截面面積、理論比重、裝飾面標示,及一些生產技術要求。
b、有裝配關聯的產品應在圖紙上標明相應的產品的名稱或有一個小樣圖,圖紙設計員、審核、批準人簽名及日期要標明。
c、若是修改的圖紙,應在圖紙上標明修改后圖紙標字。
4.2.2.新模訂做:
a、審核后確認的圖紙傳真到二車間模具管理員處(兼職圖紙管理員),由模具主管根據新產品圖紙的擠壓比例和機臺壓力的穩定性,確認該產品應開模到某一機臺生產最合理,并下模具訂購單。
b、模具管理員把圖紙和開模訂購單傳遞給模具制造商。
4.2.3.新模回廠驗收:
a、新模回廠時,模具管理員應對新模作簡便的檢驗,是否和圖紙有不對之處。
b、檢驗新模具的范圍是外圓尺寸、及厚度公差、分流孔里是否清潔光滑、址口大小、工作帶是否內外傾斜等。
c、若大批量新模回廠,必要時作硬度檢測,合格后再入庫登記。
4.2.4.試模制度:
a、新模具表面驗收合格后,應先氮化一次后,再發模具到各生產機臺班組試模。
b、由模具管理員開試模單隨模具到生產機臺班組加溫試模。
c、機臺班組試完模具取樣板送質檢檢驗,質檢要按圖紙如實檢驗,并把檢驗結果標明填上試模單上,同時簽上質檢姓名日期,最后送樣板和試模單到模具房。
d、模具師傅對不合格新模跟蹤,修模完畢,試模單轉送模具管理員登記到模具檔案上存檔。
e、新模試三次不合格時,試多一次扣模具商50-100元∕次,若五次還不合格,退模具給模具廠重新做新模。
f、按b-e條規定重復運作,直至新模具合格為止。
4.2.5.試模合格確認:
a、質檢按圖紙標明的公差和結合配套進行檢驗。
b、對不合格部份質檢應在圖樣中標明原因。如尺寸偏差、壁厚偏差、配套不上等情況。
c、在質檢檢驗合格后,模具管理員把該新模登記為合格生產模具,處于待生產狀態。并急時再氮化一次,供生產車間用模,同時把合格樣板和試模檢測單送生產技術部確認。
4.2.6.正常合格模具上機生產記錄及存檔:
a、各機臺生產班長必須如實填寫擠壓模具上機原始記錄表,特別是卸模原因、用棒數量,一定要寫清楚明白,對故意亂寫出料情況的班長一經查出,扣罰30元∕次。
b、機臺質檢在壁厚記錄一欄中一定要認真填寫,不能有應付的心態,一經查實質檢未如實填寫壁厚,扣罰20元∕次。
c、經試模確認合格的模具,而生產量指標未達標的情況下,連續3次上機不能正常出料,第四次開始,扣模具師傅50元∕次。
d、模具管理員每天必須認真如實把各機臺生產班組的模具上機記錄登記存檔,并對連續3次以上不正常的上機模具記錄好,月底統計上報生產部和財務部扣款。
4.2.7.模具氮化制度:
a、合格生產用模具需氮化處理時,模具主管應先通知模具管理員登記存檔,再由模具管理員和模具氮化商辦理相應手續,并開具放行條出中崗大門。 b、氮化好的模具回廠時,模具管理員應先核對模具的型號、模號、數量是否與氮化前的數量相對,并登記存檔。
c、經模具管理員核對后的氮化模具再經模具師傅拋光入模具倉庫上架待生產用。
第2/3頁
4.2.8.模具返修制度:
a、因生產圖紙修改和制造模具的設計問題,或者壁厚公差等原因,導致模具返修時,可允許模具廠商退回返修2次,第三次作報廢模具處理。 b、需返修的模具應先通知模具管理員登記存檔,模具管理員再與模具廠商聯系并退回模具廠返修,同時開放行條出中崗大門。
c、返修后的模具回廠入倉庫登記,管理員按新模具回廠程序運作。
4.2.9.模具報廢制度:
a、模具報廢由模具主管說明原因,是否急需補充該型號模具,模具管理員登記好存檔,急需開模的應盡快與模具廠商聯系加急做回新模供生產用。 b、對未達生產量的報廢模具應與模具廠商聯系,退回該報廢模具,要求模具廠商最快補回該型號的模具供生產用。
c、報廢模具統一放置一個地方保管,模具管理員登記報廢模具型號、編號、模具報廢原因和生產機臺、班組、責任人等特況并存檔供公司領導處理。
4.2.10.違規處罰制度:
如有違規違反不按以上流程作業的部門或個人將給予行政處罰50-300元/次不等。