
沖壓模具報廢申請單
申請單位 制造一部 申請時間 2011.10.12 使用年限 30年 模具名稱 落料模 模具編號 Y1-3166 產品型號 MB30S/M-63 零件代號 CY8.233.102 零件名稱 連桿 產品名稱 塑殼式斷路器 報廢原因: 【外發產品】 由于模具在生產過程中嚴重磨損,無法修復,導致17.5±0.08尺寸無法滿足產品的工藝技術要求。鑒于此,為了保證生產任務能按期完成及能讓我們的產品有更好的質量保證,同時也為了能更好地滿足客戶的質量要求,在此對該模具申請重新開新模具。 申請人: 審核人: 工程部意見: 簽字: 技術總監意見: 簽字: 備注
關于沖壓JK331點火鎖止杠桿落料模具報廢---責任處罰通告
說明:2011年12月17日沖壓車間生產JK331點火鎖止杠桿時,在落料模具的安裝和調試過程中,因上模頂桿行程未調整到正確位置,生產時零件無法完全頂出,造成多個零件堵在上模模腔中,導致上模堵破;經模具車間鑒定:無法修復,判定報廢。 此事件體現我們管理和技能的缺失,也給公司造成經濟損失。為能使各級責任人
擔當責任,
警戒各級管理者
工作負責。故做出如下經濟處罰: 生產部:第一責任人:王 芳(副主任)有管理不到職責:處罰100元 第二責任人:華崇智(代部長)有督導不利職責:處罰 50元 以上,請全體同志引以為戒,對工作負起責任,努力提高自身技術水平,并對類似問題進行整改(由宋濤制定校模操作指導書,與模具車間.工藝科評審發布); 制定: 總經辦 批準: 2011.12.26
分 發:各部.科.車間并張貼新坊.鮑一 門口 抄 送:戴總 發布日期:2011.12.26 執行日期:2011.12.26
沖壓模報廢模具作業流程
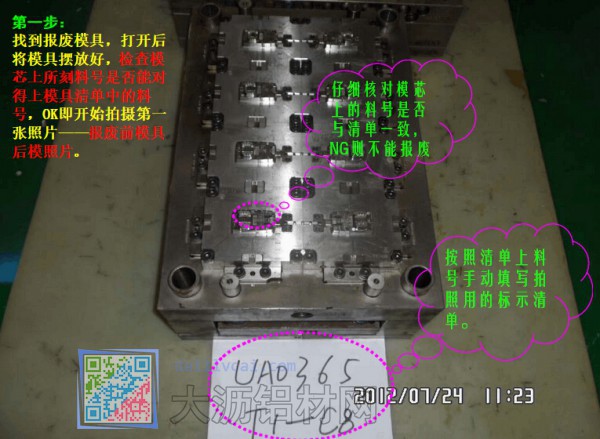
第一步,找到報廢的沖壓模具,打開后將模具擺放好,檢查模芯上所刻料號是否能對得上模具清單中的料號,OK即開始拍攝第一張照片。-報廢前沖壓模具后模照片,并仔細核對模芯上的料號是否與清單一致,NG則不能報廢。且按照清單上料號手動填寫拍照用的標號清單。
第二部
報廢前沖壓模具前照片。
以T2-C4為例,T2代表復制模第二套,C4代表模具穴數。

第三步,找到模具銘牌側,對照銘牌側拍下整套后模的照片,如沒有銘牌,只需拍下后模番號即可。

第四步 拍下沖壓模具報廢后的后模整體照片

第五步 拍下模具報廢后的前模整體照片,模具報廢力度要夠狠夠暴力,拍照要有Edison的水準,所有穴號全部展現。

第六步 拍下沖壓模具報廢后的前后模合在一起的整體照片

申請單位 制造一部 申請時間 2011.10.12 使用年限 30年 模具名稱 落料模 模具編號 Y1-3166 產品型號 MB30S/M-63 零件代號 CY8.233.102 零件名稱 連桿 產品名稱 塑殼式斷路器 報廢原因: 【外發產品】 由于模具在生產過程中嚴重磨損,無法修復,導致17.5±0.08尺寸無法滿足產品的工藝技術要求。鑒于此,為了保證生產任務能按期完成及能讓我們的產品有更好的質量保證,同時也為了能更好地滿足客戶的質量要求,在此對該模具申請重新開新模具。 申請人: 審核人: 工程部意見: 簽字: 技術總監意見: 簽字: 備注
關于沖壓JK331點火鎖止杠桿落料模具報廢---責任處罰通告
說明:2011年12月17日沖壓車間生產JK331點火鎖止杠桿時,在落料模具的安裝和調試過程中,因上模頂桿行程未調整到正確位置,生產時零件無法完全頂出,造成多個零件堵在上模模腔中,導致上模堵破;經模具車間鑒定:無法修復,判定報廢。 此事件體現我們管理和技能的缺失,也給公司造成經濟損失。為能使各級責任人
擔當責任,
警戒各級管理者
工作負責。故做出如下經濟處罰: 生產部:第一責任人:王 芳(副主任)有管理不到職責:處罰100元 第二責任人:華崇智(代部長)有督導不利職責:處罰 50元 以上,請全體同志引以為戒,對工作負起責任,努力提高自身技術水平,并對類似問題進行整改(由宋濤制定校模操作指導書,與模具車間.工藝科評審發布); 制定: 總經辦 批準: 2011.12.26
分 發:各部.科.車間并張貼新坊.鮑一 門口 抄 送:戴總 發布日期:2011.12.26 執行日期:2011.12.26
沖壓模報廢模具作業流程
第一步,找到報廢的沖壓模具,打開后將模具擺放好,檢查模芯上所刻料號是否能對得上模具清單中的料號,OK即開始拍攝第一張照片。-報廢前沖壓模具后模照片,并仔細核對模芯上的料號是否與清單一致,NG則不能報廢。且按照清單上料號手動填寫拍照用的標號清單。
第二部
報廢前沖壓模具前照片。
以T2-C4為例,T2代表復制模第二套,C4代表模具穴數。
第三步,找到模具銘牌側,對照銘牌側拍下整套后模的照片,如沒有銘牌,只需拍下后模番號即可。
第四步 拍下沖壓模具報廢后的后模整體照片
第五步 拍下模具報廢后的前模整體照片,模具報廢力度要夠狠夠暴力,拍照要有Edison的水準,所有穴號全部展現。
第六步 拍下沖壓模具報廢后的前后模合在一起的整體照片


