
前言
在航空航天、交通運輸、船舶制造等工業中,為了減輕重量、節約能源、降低成本、滿足不同的工作條件, 異種材料的焊接技術日益受到人們的重視。利用鋁及鋁合金密度小(大約是鋼的1/3),耐腐蝕性、導熱率和導電性好的優勢,用鋁合金代替鋼可以減輕結構件的重量,在重型裝備輕量化方面具有良好應用前景,然而如何解決鋁-鋼異種材料間的連接是決定其安全使用的關鍵問題。
目前,鋁-鋼的主要連接方法有熔焊中的爆炸焊、激光焊、熔釬焊, 還有固相連接的摩擦焊[5]。通常爆炸焊接只適用于鋁-鋼復合板。采用激光焊和熔-釬焊時,由于鋁和鋼的熔點、導熱性能差異很大,在接頭過渡區容易形成多種脆性的金屬間化合物,無法獲得高質量的接頭。旋轉摩擦焊焊接鋁-鋼又只適用于柱形材料,接頭受限制。以上各種方法都難以保證制備出質量良好的鋁-鋼焊接接頭,限制了其大規模應用。
攪拌摩擦焊(friction stir welding, FSW)是一種新型的固相連接方法,具有高效、環保、熱變形和殘余應力小等綜合優點[6]。它是利用攪拌頭和工件之間的摩擦熱,一般低于母材的熔點,因此焊接過程中工件沒有熔化,與傳統的焊接方法相比,能夠有效避免氣孔、裂紋等組織缺陷。此外,攪拌摩擦焊基本不受材料物理化學性能、機械性能及晶體結構等因素的影響,對克服不同材料性能差異帶來的焊接困難具有極大的優勢[7],因此在異種金屬連接中具有廣闊前景,相關機理研究也越來越受到重視。本文將從工藝、組織、性能三分面分析鋁-鋼攪拌摩擦焊的研究現狀。
1鋁-鋼工藝過程及參數
1.1攪拌頭
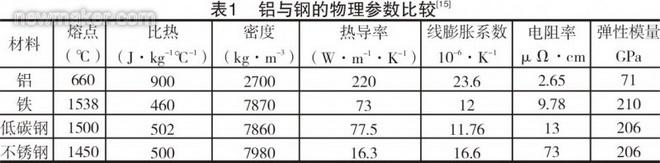
在攪拌摩擦焊中,攪拌頭的尺寸和形狀對焊縫成形質量和金屬流動有重要的影響。在鋁-鋼的攪拌摩擦焊過程中,由于鋼的硬度較大,且熔點為1500℃左右,因此對攪拌頭的材料提出了更高的要求,即具有良好的耐高溫及耐磨性以提高攪拌頭的使用壽命。合適材料的攪拌頭能夠增加摩擦,提高熱量的輸入,有利于焊縫金屬塑化和提高焊接質量。據文獻顯示,可用作鋁-鋼攪拌摩擦焊的攪拌頭材料很多, 如熱處理的工具鋼[8]、模具鋼[9,10,11]、鎳基合金[12]、wc-co合金鋼[13]等。安井利明[14]等還采用了兩種材料組合的攪拌頭:軸肩采用模具鋼,探針材料為wo -co合金鋼,有效地提高了攪拌頭的耐磨性和產熱量。
1.2 工藝參數
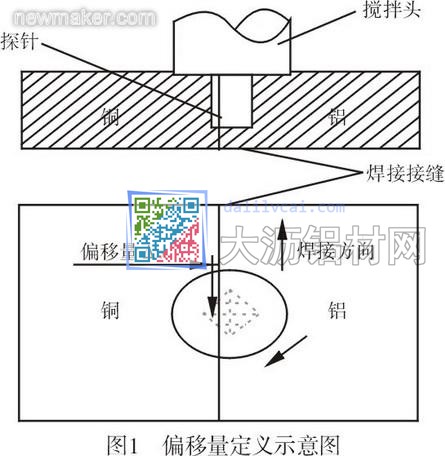
一般來講,攪拌摩擦焊的工藝參數主要有攪拌頭旋轉速度n,焊接行進速度v和軸肩下壓量。由于異種材料在熔點、熱膨脹系數和導熱率方面的巨大差異,為了避免攪拌頭的大量磨損并保證材料可以充分融合在一起,鋁-鋼為對接接頭時,焊接工藝參數還包括探針相對焊接接縫的偏移量Δx。圖1為探針偏移量示意圖。
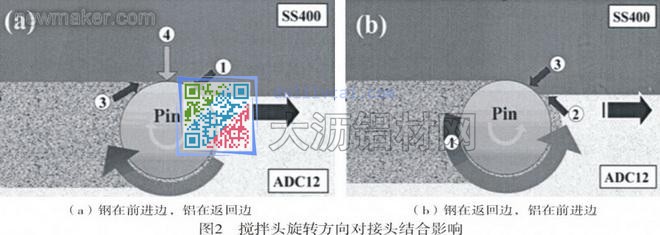
異種材料攪拌摩擦焊對接接頭中, 影響焊縫質量的還有焊接工件的相對位置[23],攪拌摩擦焊前進邊和返回邊的溫度不同,哪個方向溫度高還沒有定論,因此導熱率相差大的異種材料相對位置對焊縫質量有著重要的影響。一般認為將熔點較高的金屬放在溫度高的一側更有利于金屬的塑化和流動, 獲得理想的接頭,否則會導致低熔點材料熔化,影響金屬流動,而高熔點的焊件卻沒有達到塑化狀態,嚴重降低接頭的質量。在鋁-鋼的攪拌摩擦焊試驗中,一般將鋼放在前進邊,而鋁置于返回邊時更易獲得成形良好的接頭。FUKUMOTO[13]對此進行了解釋:攪拌摩擦中,塑性金屬隨攪拌針運動而流動,若把鋼置于前進邊,鋁置于返回邊,塑性狀態的鋁沿著攪拌針流動到已塑化的鋼中,保證二者充分反應融合,從而形成良好接頭(圖2a)。反之,塑化的鋁隨攪拌頭進入到未塑化的鋼中,鋁合金需要克服更大的阻力和鋼混合,在攪拌摩擦焊中,塑化金屬流動性能的好壞直接決定著接頭質量的好壞,因此不能形成良好的接頭(圖2b)。與此不同,南昌航空大學邢麗教授[12]進行了鋁-鋼的攪拌摩擦焊研究,發現鋼在返回邊,鋁在前進邊更能得到質量良好的接頭,分析認為攪拌摩擦焊過程中,返回邊探針周圍塑化金屬的變形方向與焊核區金屬流動一致,前進邊探針周圍塑化的母材金屬的變形方向與焊核區金屬受壓的變形方向相反。對于搭接接頭,一般是把鋼置于鋁的下側[10,19]。
2接頭的力學性能
2.1拉伸性能
在鋁-鋼的攪拌摩擦焊中,對接接頭的拉伸強度較母材差距不是很大,在合適的工藝參數下拉伸強度甚至高于母材。拉伸斷裂一般發生在焊核和鋼側熱機影響交界面處,由于產生了硬脆性的金屬間化合物,因此一般以脆性斷裂為主。
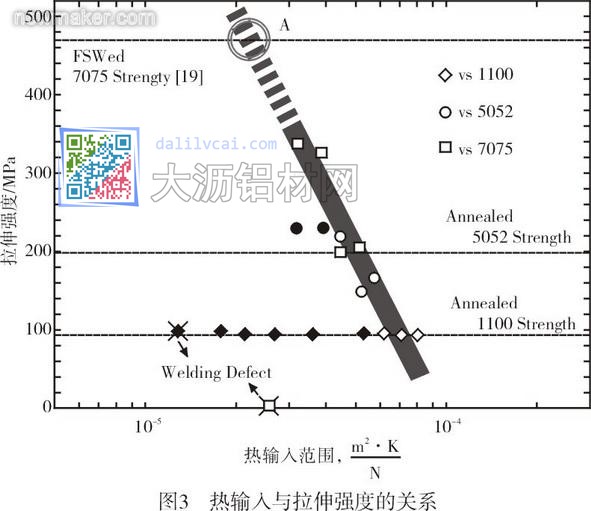
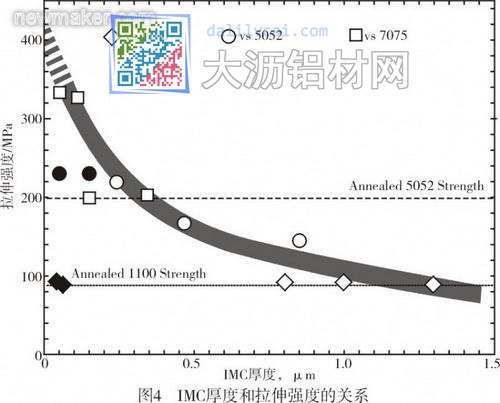
接頭中硬脆性金屬間化合物的含量直接影響著接頭的強度[17],接頭拉伸強度隨金屬間化合物厚度的增長而降低。金屬間化合物的形成和焊接熱輸入有緊密的聯系,熱輸入增大加速脆性化合物的形核和長大,提高了鋁-鋼交界面脆性化合物的含量,最終降低接頭的拉伸性能,如圖3所示。
2.2顯微硬度
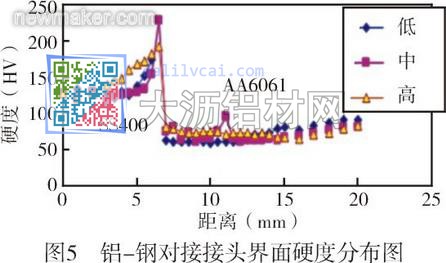
如圖5所示,對接接頭焊核區的平均硬度比母材都高且分布不均勻,這是因為焊縫中金屬間化合物分布不均勻,金屬間化合物存在的地方硬度遠比母材高。
綜上所述,由于鋁-鋼攪拌摩擦焊中存在缺陷和硬脆金屬間化合物,接頭強度有所降低,焊縫區硬度分布不均且局部較高,接頭硬度峰值出現在接頭中部的熱影響區。
3 微觀組織
焊接過程伴隨著熱量的傳導,焊接接頭及母材由于輸熱量的不同而發生著組織的變化。對接接頭中,根據組織成分的不同,鋁-鋼攪拌摩擦焊接頭可以劃分7個區域,即鋼母材(BM)、鋼側熱影響區(HAZ)、鋼側熱機影響區(TMAZ)、焊核(WNZ)、鋁側熱機影響區(TMAZ)、鋁側熱影響區(HAZ)、鋁母材(BM)[19],如圖6所示。
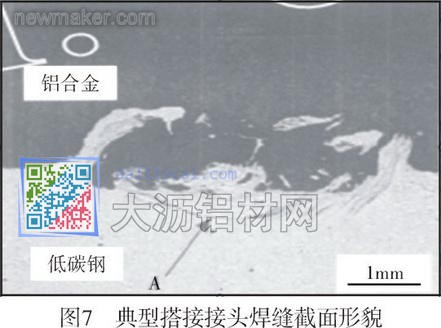
在對接接頭中,由于鋁-鋼熔點的差異,在不同攪拌頭攪拌力和熱輸入作用下,焊核兩側呈現不同的結構。鋼側與焊核有明顯的界限且界面為曲線型,而鋁側則在攪拌針作用下完成動態結晶,焊核與鋁母材沒有明顯的界限,對接接頭焊核主要在鋁側,焊核中心由再結晶的鋁和斷碎的鋼組成, 還觀察到了漩渦狀的流動形態[20]。鋁-鋼的攪拌摩擦搭接接頭焊核區兩側,鋼在鋁合金母材形成了形似“鉗子”或彎鉤狀的分布,鋼如同鉗子緊抓住焊核鋁合金[12],如圖7。
異種金屬的攪拌摩擦焊中,由于材料物理力學性能的不同,金屬塑性流動形態不一樣,從而動態結晶程度不同。如焊核區,鋼主要以碎顆粒存在,而鋁則發生動態再結晶,晶粒比較細小。熱輸入量的大小及冷卻速率直接影響著金屬的動態再結晶,也即與旋轉速度、行進速度、偏移量有關。在鋁-鋼的攪拌摩擦焊中,鋁的熔點較低,焊接過程中產生的熱量足以使其發生動態再結晶,但不足以使熔點較高的鋼發生持續的結晶。此外,鋼的導熱系數大概為鋁的1/3,使得鋼側的溫度升高速率很慢,難以發生相變,需要更大的變形能和溫度才能發生動態再結晶。
在塑性狀態下焊接時,兩種材料激烈混合并呈現渦流狀交迭形態,在界面處能夠形成金屬鍵合[25]。鋁-鋼攪拌摩擦焊接頭的金屬間化合物一般有FeAl、FeAl3和Fe2Al5等。熱機影響區和焊核交界面處生成了金屬化合物層,金屬化合物層的厚度并不是越薄性能越好,而是在一定的范圍內接頭的性能才能達到最佳。攪拌摩擦焊中,工藝參數的改變對金屬間化合物的分布有著重要的影響,這直接影響著接頭斷裂的位置。
綜上所述,鋁-鋼攪拌摩擦焊接頭由七個區組成即鋼母材(BM)、鋼側熱影響區(HAZ)、鋼側熱機影響區(TMAZ)、焊核(WNZ)、鋁側熱機影響區(TMAZ)、鋁側熱影響區(H- AZ)、鋁母材(BM)。由于鋁-鋼流動性能的差異,焊核區兩側呈現不同結構,焊核與鋼有明顯交界,而和鋁側交界比較光滑,在焊核處和焊核與鋼的交界面處存在著多種金屬間化合物,其含量對接頭強度有很大影響。
4結束語
攪拌摩擦焊是一種新型的固相焊接方法,在異種材料連接方面有廣闊的應用前景。本文從攪拌摩擦的工藝、性能及組織三方面分別介紹了鋁-鋼攪拌摩擦焊的研究進展,為其深入研究提供了依據。采用攪拌摩擦焊,異種金屬鋁-鋼可以實現連接,但工藝參數選擇范圍較小,鋼置于前進邊時,鋁-鋼更易連接。由于鋁-鋼物理性能的差異,二者流動狀態不同,焊核兩側呈現不同結構,接頭的力學性能由于脆性金屬間化合物的存在而降低。通過改變熱輸入或添加第三組元等微量元素的辦法可以改善接頭的力學性能。
4.1 異種金屬鋁-鋼通過攪拌摩擦焊能夠焊接,但鋁-鋼攪拌摩擦可選的工藝參數選擇范圍較小,搭接接頭較對接接頭參數范圍要寬些,對接接頭中,通過調整旋轉速度、焊接速度、偏移距離以及材料的放置位置,可以提高接頭的質量,鋁-鋼攪拌摩擦焊所需n/v 在10附近,鋼置于前進邊時,鋁-鋼更容易連接。搭接接頭中,采用合理的工藝參數可以得到質量良好的接頭。
4.2 鋁-鋼攪拌摩擦焊接頭金屬間化合物的存在降低了接頭的性能,可以通過控制熱輸入量或者加入第三種材料及添加微量元素來影響金屬間化合物的生成,提高接頭的強度。接頭焊縫區硬度分布不均且局部較高,接頭硬度峰值出現在接頭中部的熱影響區,可能是生成了硬度值較高的金屬間化合物。
4.3 鋁-鋼攪拌摩擦焊由七個區組成, 即鋼母材(BM)、鋼側熱影響區(H- AZ)、鋼側熱機影響區(TMAZ)、焊核(WNZ)、鋁側熱機影響區(T- MAZ)、鋁側熱影響區(HAZ)和鋁母材(BM)。由于鋁-鋼流動性能的差異,焊核區兩側呈現不同的結構,焊核與鋼有明顯交界,而和鋁側交界比較光滑,在焊核處和焊核與鋼交界處存在多種金屬間化合物,其含量對接頭強度有很大的影響。
在航空航天、交通運輸、船舶制造等工業中,為了減輕重量、節約能源、降低成本、滿足不同的工作條件, 異種材料的焊接技術日益受到人們的重視。利用鋁及鋁合金密度小(大約是鋼的1/3),耐腐蝕性、導熱率和導電性好的優勢,用鋁合金代替鋼可以減輕結構件的重量,在重型裝備輕量化方面具有良好應用前景,然而如何解決鋁-鋼異種材料間的連接是決定其安全使用的關鍵問題。
目前,鋁-鋼的主要連接方法有熔焊中的爆炸焊、激光焊、熔釬焊, 還有固相連接的摩擦焊[5]。通常爆炸焊接只適用于鋁-鋼復合板。采用激光焊和熔-釬焊時,由于鋁和鋼的熔點、導熱性能差異很大,在接頭過渡區容易形成多種脆性的金屬間化合物,無法獲得高質量的接頭。旋轉摩擦焊焊接鋁-鋼又只適用于柱形材料,接頭受限制。以上各種方法都難以保證制備出質量良好的鋁-鋼焊接接頭,限制了其大規模應用。
攪拌摩擦焊(friction stir welding, FSW)是一種新型的固相連接方法,具有高效、環保、熱變形和殘余應力小等綜合優點[6]。它是利用攪拌頭和工件之間的摩擦熱,一般低于母材的熔點,因此焊接過程中工件沒有熔化,與傳統的焊接方法相比,能夠有效避免氣孔、裂紋等組織缺陷。此外,攪拌摩擦焊基本不受材料物理化學性能、機械性能及晶體結構等因素的影響,對克服不同材料性能差異帶來的焊接困難具有極大的優勢[7],因此在異種金屬連接中具有廣闊前景,相關機理研究也越來越受到重視。本文將從工藝、組織、性能三分面分析鋁-鋼攪拌摩擦焊的研究現狀。
1鋁-鋼工藝過程及參數
1.1攪拌頭
在攪拌摩擦焊中,攪拌頭的尺寸和形狀對焊縫成形質量和金屬流動有重要的影響。在鋁-鋼的攪拌摩擦焊過程中,由于鋼的硬度較大,且熔點為1500℃左右,因此對攪拌頭的材料提出了更高的要求,即具有良好的耐高溫及耐磨性以提高攪拌頭的使用壽命。合適材料的攪拌頭能夠增加摩擦,提高熱量的輸入,有利于焊縫金屬塑化和提高焊接質量。據文獻顯示,可用作鋁-鋼攪拌摩擦焊的攪拌頭材料很多, 如熱處理的工具鋼[8]、模具鋼[9,10,11]、鎳基合金[12]、wc-co合金鋼[13]等。安井利明[14]等還采用了兩種材料組合的攪拌頭:軸肩采用模具鋼,探針材料為wo -co合金鋼,有效地提高了攪拌頭的耐磨性和產熱量。
1.2 工藝參數
一般來講,攪拌摩擦焊的工藝參數主要有攪拌頭旋轉速度n,焊接行進速度v和軸肩下壓量。由于異種材料在熔點、熱膨脹系數和導熱率方面的巨大差異,為了避免攪拌頭的大量磨損并保證材料可以充分融合在一起,鋁-鋼為對接接頭時,焊接工藝參數還包括探針相對焊接接縫的偏移量Δx。圖1為探針偏移量示意圖。

異種材料攪拌摩擦焊對接接頭中, 影響焊縫質量的還有焊接工件的相對位置[23],攪拌摩擦焊前進邊和返回邊的溫度不同,哪個方向溫度高還沒有定論,因此導熱率相差大的異種材料相對位置對焊縫質量有著重要的影響。一般認為將熔點較高的金屬放在溫度高的一側更有利于金屬的塑化和流動, 獲得理想的接頭,否則會導致低熔點材料熔化,影響金屬流動,而高熔點的焊件卻沒有達到塑化狀態,嚴重降低接頭的質量。在鋁-鋼的攪拌摩擦焊試驗中,一般將鋼放在前進邊,而鋁置于返回邊時更易獲得成形良好的接頭。FUKUMOTO[13]對此進行了解釋:攪拌摩擦中,塑性金屬隨攪拌針運動而流動,若把鋼置于前進邊,鋁置于返回邊,塑性狀態的鋁沿著攪拌針流動到已塑化的鋼中,保證二者充分反應融合,從而形成良好接頭(圖2a)。反之,塑化的鋁隨攪拌頭進入到未塑化的鋼中,鋁合金需要克服更大的阻力和鋼混合,在攪拌摩擦焊中,塑化金屬流動性能的好壞直接決定著接頭質量的好壞,因此不能形成良好的接頭(圖2b)。與此不同,南昌航空大學邢麗教授[12]進行了鋁-鋼的攪拌摩擦焊研究,發現鋼在返回邊,鋁在前進邊更能得到質量良好的接頭,分析認為攪拌摩擦焊過程中,返回邊探針周圍塑化金屬的變形方向與焊核區金屬流動一致,前進邊探針周圍塑化的母材金屬的變形方向與焊核區金屬受壓的變形方向相反。對于搭接接頭,一般是把鋼置于鋁的下側[10,19]。
2接頭的力學性能
2.1拉伸性能
在鋁-鋼的攪拌摩擦焊中,對接接頭的拉伸強度較母材差距不是很大,在合適的工藝參數下拉伸強度甚至高于母材。拉伸斷裂一般發生在焊核和鋼側熱機影響交界面處,由于產生了硬脆性的金屬間化合物,因此一般以脆性斷裂為主。
接頭中硬脆性金屬間化合物的含量直接影響著接頭的強度[17],接頭拉伸強度隨金屬間化合物厚度的增長而降低。金屬間化合物的形成和焊接熱輸入有緊密的聯系,熱輸入增大加速脆性化合物的形核和長大,提高了鋁-鋼交界面脆性化合物的含量,最終降低接頭的拉伸性能,如圖3所示。
2.2顯微硬度
如圖5所示,對接接頭焊核區的平均硬度比母材都高且分布不均勻,這是因為焊縫中金屬間化合物分布不均勻,金屬間化合物存在的地方硬度遠比母材高。
綜上所述,由于鋁-鋼攪拌摩擦焊中存在缺陷和硬脆金屬間化合物,接頭強度有所降低,焊縫區硬度分布不均且局部較高,接頭硬度峰值出現在接頭中部的熱影響區。
3 微觀組織
焊接過程伴隨著熱量的傳導,焊接接頭及母材由于輸熱量的不同而發生著組織的變化。對接接頭中,根據組織成分的不同,鋁-鋼攪拌摩擦焊接頭可以劃分7個區域,即鋼母材(BM)、鋼側熱影響區(HAZ)、鋼側熱機影響區(TMAZ)、焊核(WNZ)、鋁側熱機影響區(TMAZ)、鋁側熱影響區(HAZ)、鋁母材(BM)[19],如圖6所示。
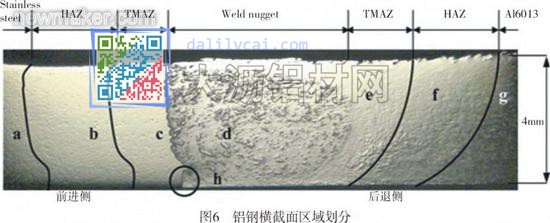
在對接接頭中,由于鋁-鋼熔點的差異,在不同攪拌頭攪拌力和熱輸入作用下,焊核兩側呈現不同的結構。鋼側與焊核有明顯的界限且界面為曲線型,而鋁側則在攪拌針作用下完成動態結晶,焊核與鋁母材沒有明顯的界限,對接接頭焊核主要在鋁側,焊核中心由再結晶的鋁和斷碎的鋼組成, 還觀察到了漩渦狀的流動形態[20]。鋁-鋼的攪拌摩擦搭接接頭焊核區兩側,鋼在鋁合金母材形成了形似“鉗子”或彎鉤狀的分布,鋼如同鉗子緊抓住焊核鋁合金[12],如圖7。
異種金屬的攪拌摩擦焊中,由于材料物理力學性能的不同,金屬塑性流動形態不一樣,從而動態結晶程度不同。如焊核區,鋼主要以碎顆粒存在,而鋁則發生動態再結晶,晶粒比較細小。熱輸入量的大小及冷卻速率直接影響著金屬的動態再結晶,也即與旋轉速度、行進速度、偏移量有關。在鋁-鋼的攪拌摩擦焊中,鋁的熔點較低,焊接過程中產生的熱量足以使其發生動態再結晶,但不足以使熔點較高的鋼發生持續的結晶。此外,鋼的導熱系數大概為鋁的1/3,使得鋼側的溫度升高速率很慢,難以發生相變,需要更大的變形能和溫度才能發生動態再結晶。
在塑性狀態下焊接時,兩種材料激烈混合并呈現渦流狀交迭形態,在界面處能夠形成金屬鍵合[25]。鋁-鋼攪拌摩擦焊接頭的金屬間化合物一般有FeAl、FeAl3和Fe2Al5等。熱機影響區和焊核交界面處生成了金屬化合物層,金屬化合物層的厚度并不是越薄性能越好,而是在一定的范圍內接頭的性能才能達到最佳。攪拌摩擦焊中,工藝參數的改變對金屬間化合物的分布有著重要的影響,這直接影響著接頭斷裂的位置。
綜上所述,鋁-鋼攪拌摩擦焊接頭由七個區組成即鋼母材(BM)、鋼側熱影響區(HAZ)、鋼側熱機影響區(TMAZ)、焊核(WNZ)、鋁側熱機影響區(TMAZ)、鋁側熱影響區(H- AZ)、鋁母材(BM)。由于鋁-鋼流動性能的差異,焊核區兩側呈現不同結構,焊核與鋼有明顯交界,而和鋁側交界比較光滑,在焊核處和焊核與鋼的交界面處存在著多種金屬間化合物,其含量對接頭強度有很大影響。
4結束語
攪拌摩擦焊是一種新型的固相焊接方法,在異種材料連接方面有廣闊的應用前景。本文從攪拌摩擦的工藝、性能及組織三方面分別介紹了鋁-鋼攪拌摩擦焊的研究進展,為其深入研究提供了依據。采用攪拌摩擦焊,異種金屬鋁-鋼可以實現連接,但工藝參數選擇范圍較小,鋼置于前進邊時,鋁-鋼更易連接。由于鋁-鋼物理性能的差異,二者流動狀態不同,焊核兩側呈現不同結構,接頭的力學性能由于脆性金屬間化合物的存在而降低。通過改變熱輸入或添加第三組元等微量元素的辦法可以改善接頭的力學性能。
4.1 異種金屬鋁-鋼通過攪拌摩擦焊能夠焊接,但鋁-鋼攪拌摩擦可選的工藝參數選擇范圍較小,搭接接頭較對接接頭參數范圍要寬些,對接接頭中,通過調整旋轉速度、焊接速度、偏移距離以及材料的放置位置,可以提高接頭的質量,鋁-鋼攪拌摩擦焊所需n/v 在10附近,鋼置于前進邊時,鋁-鋼更容易連接。搭接接頭中,采用合理的工藝參數可以得到質量良好的接頭。
4.2 鋁-鋼攪拌摩擦焊接頭金屬間化合物的存在降低了接頭的性能,可以通過控制熱輸入量或者加入第三種材料及添加微量元素來影響金屬間化合物的生成,提高接頭的強度。接頭焊縫區硬度分布不均且局部較高,接頭硬度峰值出現在接頭中部的熱影響區,可能是生成了硬度值較高的金屬間化合物。
4.3 鋁-鋼攪拌摩擦焊由七個區組成, 即鋼母材(BM)、鋼側熱影響區(H- AZ)、鋼側熱機影響區(TMAZ)、焊核(WNZ)、鋁側熱機影響區(T- MAZ)、鋁側熱影響區(HAZ)和鋁母材(BM)。由于鋁-鋼流動性能的差異,焊核區兩側呈現不同的結構,焊核與鋼有明顯交界,而和鋁側交界比較光滑,在焊核處和焊核與鋼交界處存在多種金屬間化合物,其含量對接頭強度有很大的影響。

