
根據鋁合金本身的工藝性能和該合金加工制品技術條件的要求,在國家標準或有關標準所規定的化學成分范圍內,確定合金的配料標準(又稱計算成分)、爐料組成和配料比,并計算出每爐的全部爐料量,進行爐料的過秤和準備的工藝過程叫配料。
配料的基本任務是:
①控制合金成分和雜質含量,使之符合有關標準;
②合理利用各種爐料,降低生產成本;
③保證爐料質量,正確備料,為提高熔鑄產品的質量和成品率創造有利條件。
配料的基本程序是:
①明確配料任務——合金牌號、制品狀態、制品用途、所需合金液重量;
②確定合金中各元素的計算成分;
③確定爐料組成及每種爐料的配比和熔損率,并掌握每種爐料的具體化學成分;
④計算每熔次的爐料總重量和每種爐料的需要量;
⑤爐料過秤和準備。
一、理論配料量和實際配料量
理論配料量指鑄錠所需的實際合金液質量。它通常是根據加工車間所提出的錠坯規格要求,考慮熔煉爐的容量,鑄造機的最大負荷和最大行程,按鑄錠長度和根數而確定的。理論配料量Q理論在數量上按下式計算:
Q理論Lbnq (2—3—1)
式中,L——鑄錠長度/m;
n——每鑄次鑄錠根數;
b——每熔次的鑄次數;
q——鑄錠每米質量/kg·m-1。
在工業生產中,每熔次的實際配料量是一個很活潑的因素,實際配料量過多過少都將降低車間鑄錠成品率。通常,實際配料量Q實際可按下式決定:
Q實際Q理論+Q熔損+Q壓頭 (2—3—2)
式中,Q熔損——在熔煉鑄造過程中每熔次的金屬熔損量(見表2—3—11);
Q壓頭——為保持一定的鑄造速度和金屬流量,在靜置爐(或熔煉爐)內建立一定的熔體靜壓頭所需的金屬量,一般為200~500 kg。批量生產時,第一個熔次應考慮。
影響實際配料量的因素很多,在確定Q實際時,還必須隨時掌握生產中發生的情況,如爐內剩料量、補料沖淡量、磅秤系統誤差等,隨時調整,以盡可能地提高成品率,收到最好的經濟效果。
表2—3—11變形鋁合金熔煉時的熔損率
|
火焰爐 |
電阻爐 |
||
|
爐料類型 |
熔損率/% |
爐料類型 |
熔損率/% |
|
純鋁錠 一級廢料 二級廢料 三級廢料 |
1.0~1.5 1.5~2.0 2.0~3.0 4~6 |
軟合金液體料 硬合金液體料 軟合金固體料 硬合金固體料 |
0.5~0.8 0.7~1.0 2.0~2.5 2.5~3.0 |
二、化學成分企業標準的制定
工廠制定合金成分內部標準的目的是為了在滿足技術條件要求的前提下穩定制品的生產工藝和制品的最終性能。鋁材的品質通常取決于成分、工藝(熔鑄工藝、形變工藝、表面處理工藝)和熱處理三個基本參數,而成分是鋁材加工性能和最終使用性能的決定因素,一定的成分要求一定的加工工藝和熱處理條件,并相應于一定的最終性能。國家標準(GB3190—1996)所規定的變形鋁合金化學成分范圍一般是比較寬的,在這個范圍內,合金的工藝性能和制品的最終性能波動很大,如果對成分不進行內部控制,合金的上述性能就很不穩定,甚至達不到技術條件的要求,使成品率下降。因此,工廠通常都在外部標準的范圍內制定更為嚴格的內部標準,以穩定加工制品的品質,同時也提高了成品率,降低了生產成本。
制定化學成分內部標準時,應綜合考慮化學成分的分析誤差及成分對鑄造性能、加工性能、制品最終性能和使用性能的影響。
1.化學成分的分析誤差
分析誤差是由分析方法、試樣成分的偏析和疏松、試劑純度的差異、儀器振動、操作計算誤差等因素產生的。為確保化學成分不超過外部際準,在制定內部標準時,必須考慮分析誤差,其原則是:
外標(國、部標) 分析誤差 內標(企標)
(α~A)% ε% (α+ε)%~(A-ε)%
例如,5A03合金中的鎂含量,國家(或部頒)標準是3.2%~3.8%,分析誤差是±0.075%,故企業標準定為3.3%~3.7%。
2.化學成分對鑄造性能的影響
在國家標準的范圍內,由于化學成分的波動,使得合金的裂紋傾向性及形成化合物一次晶的傾向性有很大的不同。為了穩定鑄造工藝,在制定企業標準時,把某些元素的含量控制在最佳范圍內,甚至對合金進行變質處理,加入少量外部標準中沒有規定的元素如鈦。作為例子,表2—3—12示出了從合金的鑄造性能出發,幾個合金中某些元素企業(內部)標準的制定依據。
表2—3—12考慮鑄造性能制定內部標準的實例
|
合金 |
制 品 |
元素 |
成分對鑄造性能的影響 |
國標/% |
企標/% |
|
1070A
|
除導電制品外的所有制品
|
Fe Si Ti
|
鐵含量大于硅含量時,鑄錠熱裂紋傾 向性下降 隨鈦含量增加,鑄錠熱裂紋傾向性下 降,但形成化合物的傾向性增加 |
≤0.25 ≤0.20 ≤0.03 |
Fe≥Si
0.O~0.02 |
|
2A70
|
棒材、鍛件
|
Fe Ni |
隨鐵和鎳含量的提高,出現FeNiAl9 化合物的傾向性增大 |
0.9~1.5 0.9~1.5 |
1.0~1.2 1.0~1.2 |
3.化學成分對工藝塑性和表面處理性能的影響
為了提高合金的工藝塑性,往往把成分控制在外部標準的中下限,以降低合金化程度,得到更均一的組織,防止或降低壓延、擠壓、鍛造時的裂紋傾向性。為了保證材料得到要求的表面處理性能,也要求對成分進行嚴格控制。有時對外部標準未作規定的雜質也進行嚴格的控制。表2—3—13所示是這條原則的應用實例。
表2—3—13考慮工藝塑性制定企業標準的實例
|
合金 |
制品 |
元素 |
國標/% |
企標/% |
目 的 |
|
6063 |
管、棒、型 |
Mg Si Fe |
0.45~0.9 0.20~O.6 ≤0.35 |
0.50~0.60 0.40~0.5 0≤O.20 |
使MgSi含量保持在0.9%~l%之間,并使游離硅少許過剩,以在滿足力學性能要求的前提下,改善擠壓塑性,提高擠壓速度,同時使停放效應為正,方便組織生產。對鐵含量的控制是為了改善表面和表面處理品質 |
|
7A04 |
管、棒、 型、鍛 |
Cu Mg Mn Zn Fe Si |
1.4~2.0 1.8~2.8 0.2~0.6 5.0~7.0 ≤0.50 ≤O.50 |
1.40~1.70 1.90~2.30 0.20~0.40 5.50~6.50 0.20~0.45 ≤Fe% |
改善工藝塑性,降低裂紋傾向性 |
改善工藝塑性,降低裂紋傾向性化學成分對制品性能的影響。
制品性能就是材料技術標準所規定的性能,這是衡量鋁材廠產品品質的基本尺度,也是內部標準要優先考慮的因素。這條原則的應用實例見表2—3—14。
表2-3—14考慮制品性能制定企業標準的實例
|
合金 |
制品 |
元素 |
國標/% |
企標/% |
目 的 |
|
5A02 |
管材 |
Mg Si |
2.0~2.8 ≤0.40 |
2.05~2.40 0.1~0.35 |
提高壓扁試驗合格率,硅小于0.1%時易產生大晶粒 |
|
2A12 |
二次擠壓 制品 |
Cu Mg Mn |
3.8~4.9 1.2~1.8 0.3~O.9 |
4.4~4.85 1.4~1.7 0.6~O.85 |
防止壓擠效應消失而降低制品性能,故把主成分控制在外標中、上限范圍 |
續表2—3—14
|
合金 |
制品 |
元素 |
國標% |
企標/% |
目 的 |
|
2AlO |
線材 |
Cu Mg Si |
3.9~4.5 0.15~0.30 ≤0.25 |
4.1~4.4 0.2~0.29 0.15~O.25 |
某廠拉線機較小,材料變形程度小,抗剪強度達不到技術標準的要求,為此,不僅把銅、鎂控制在中、上限,而且把雜質硅也控制在中、上限,以增加Mg2Si相的補充強化效果 |
|
6A02 |
管、棒、型、 鍛 |
Cu Mg Si Mn Fe Ti |
0.20~0.6 0.45~O.9 0.50~1.2 0.15~0.35 ≤0.50 ≤0.15 |
0.35~O.55 0.6~0.85 0.8~1.10 0.2~O.35 0.2~0.4 0.02~O.08 |
在成分設計時,把銅、鎂、硅均控制在中、上限,最大發揮CuAl2和Mg2Si相的強化效果;同時,把鐵和鈦 作為成分控制,防止再結晶晶粒粗化 |
5.化學成分對制品使用性能的影響
使用性能指鋁材用戶在使用中要求的性能,如鉚釘線材在鉚接作業時的孕育期、板材的深沖性、彎曲開裂性等,在鋁材產品標準中通常沒有體現,但這些性能對用戶往往又十分重要,生產廠應給予關注。實例見表2—3—15。
表2—3—15考慮制品使用性能制定內部標準的實例
|
合金 |
制品 |
元素 |
國標/% |
企標/% |
目 的 |
|
2812 |
線材 |
Cu Mg |
3.8—4.5 1.2~1.6 |
3.9~4.2 1.25~1.45 |
延長孕育期,便于鉚接作業 |
|
1050A |
所有 |
Fe Si |
≤0.40 ≤0.25 |
0.25~0.35 0.10~0.20 |
防止性能波動,提高焊接性能和深沖性能 |
|
食具用鋁材 |
As、Pb、Cd |
- |
各≤0.010 |
防止中毒 |
|
三、計算成分和配比的確定
在國家標準或工廠內部標準所規定的化學成分范圍內,選擇某一確定的值作為配料計算的依據,該確定值就叫計算成分或稱配料標準。對于制定了化學成分內部標準的工廠,計算成分一般按內部標準的中限選取;但是對于易燒損的元素,宜按中限偏上選取;對于不易燒損而又稀貴的元素,宜按中限偏下選取。沒有制定化學成分企業標準的工廠,在確定計算成分時應考慮其他相關因素的影響。
爐料組成指構成爐料的各個品種和每個品種的品位。配料比指一爐爐料中每一種爐料所占的比例。在確定爐料組成和配料比的時候,應遵循下面五條原則:
1)成分原則。即所用之爐料要能保證熔制后的合金的化學成分合格,有害雜質的含量在允許范圍之內。根據這條原則,對雜質要求愈嚴的合金,所使用的新金屬料的品位應該愈高,配比愈大。
2)質量(品質)原則。即爐料組成和配料比的確定要能保證產品的品質要求。根據這條原則,對于軍工產品或重要用途的合金制品,應該選用品位較高、配比較大的新金屬料;相反,對于民用或品質要求較低的合金制品,則可多選用低品位的廢料。
3)工藝原則。即在確定爐料組成和配比時,要考慮合金的熔煉工藝特性和設備性能,以保證熔煉品質。根據這條原則,對于合金中范圍窄狹的合金元素,宜選用中間合金或元素添加劑作爐料,而不宜采用純金屬,以保證化學成分均勻。采用電阻爐熔煉時,對于比表面較大,致密度較差的二級料,每爐的配入量最好低于20%~30%,以避免二次加料。對于未經復化的廠外廢料通常只供作火焰爐配料。
4)經濟原則。即在保證制品成分和性能的前提下,盡可能地采用低品位的新金屬和多利用廢料。根據這條原則,對于那些無特殊要求的合金制品,允許以同系列低成分合金的一級廢料或洗爐料代替原鋁錠作新鋁使用;而當爐料全為一、二級廢料時,可以不用新鋁;當缺乏所需品位的原鋁錠時,允許高、低品位配合使用等等。
5)物料平衡原則。即新、舊料比要與全廠的金屬平衡相適應,避免一個時期全吃“粗糧”,一個時期全吃“細糧”的不均衡狀態,以保證制品品質穩定,工藝穩定,成本穩定。
在確定爐料配比時,原鋁錠品位的選用對于保證合金的成分,鑄錠的晶粒組織和性能具有重要作用,并對鑄錠的生產成本有很大影響。通常,在選用原鋁錠的品位時,首先應當考慮成品合金對鐵、硅、銅含量的要求及制品最終的表面處理形式;其次,應該考慮合金熔煉過程中鐵、硅含量增高的可能性及廢料循環使用時雜質含量不斷升高的趨勢。一般而言,在保證成品合金成分要求的前提下,可以適當采用品位較低的原鋁錠,以降低生產成本。相反,不適當的采用高品位鋁錠,不僅使成本增高,而且增加了鑄錠產生羽毛晶和粗大晶的傾向性。
大多數工業變形鋁合金,配料時都采用牌號為Al99.70、Al99.60、Al99.50、Al99.00的原鋁錠。有些合金,如7A04、2A12等合金允許的雜質鐵、硅含量較高,但要求的原鋁錠品位卻較高。這是因為這些合金配料中三級廢料的比例較大,再則這些合金中硅的含量與裂紋敏感性的關系很大,而鐵硅總量的增加又影響合金的綜合性能,故在配料時選用品位較高的原鋁錠。在生產5A66合金時,由于對雜質鐵和硅的要求十分嚴格,應采用Al99.99精鋁錠。在生產用于原子能反應堆的合金時,應采用低硼鋁錠。在生產工業純鋁鑄錠時,可以使用同一品位的原鋁錠,但為避免熔鑄過程中雜質含量增高而降級,必須加入占爐料總重20%~30%的高一級品位的原鋁錠。在生產6063噴粉制品或啞色氧化制品時,如果對擠壓速度沒有苛刻要求,則也可以采用Al99.60或Al99.50品位的原鋁錠。其他新金屬錠品位的選擇主要考慮雜質含量。
四、燒損、熔損和金屬平衡圖
合金在熔煉過程中由于氧化、揮發以及與爐墻、精煉劑相互作用而造成的不可回收的金屬損失叫燒損。燒損和渣中金屬總稱熔損。合金的燒損、熔損及合金中每種元素的燒損各不相同,且波動范圍很大,它隨熔爐的類型及容量、爐料的組成及配比、合金元素的加入方法、熔煉工藝及操作方法等因素而變化。工廠的總燒損由熔制成品合金時的燒損、熔制中間合金時的燒損、廢料復化時的燒損及提煉渣中金屬時的燒損等四部分組成。目前,鋁材廠的總燒損率隨各廠的產品結構和管理水平的不同,差別較大。應該指出,在工業生產中,進行配料計算時,通常不單獨考慮每個元素的燒損情況,而是考慮整個合金的總的熔損率來確定總的投料量。熔損率各廠不一,為了搞清各廠實際的金屬燒損、熔損和消耗情況,必須首先作好金屬平衡圖。
反映金屬材料在生產過程中的循環和收支情況的運動圖表叫金屬平衡圖。金屬平衡圖在很大程度上表明了企業生產活動的特點,在這個圖中,它起碼反映了企業的幾個基本指標:
①合金和鋁材的成品率;
②金屬的消耗定額;
③新金屬的消耗定額;
④在制取成品合金、中間合金(如果該企業自己生產中間合金)、及在重熔廢料時的不可回收損失。上述指標取決于工藝過程的完善程度、所采用設備的類型、利用爐料的合理性以及企業的產品種類。
成品率按下式確定:
B=Q/(Q+∑失+∑廢) (2—2—3)
式中,B——成品率/%;
Q——合格產品量/kg;
∑牛——不可回收的金屬損失/kg;
∑廢——回爐廢料t/kg。
金屬消耗定額按下面的關系確定:
X=1000+∑′失 (2—3—4)
式中,X——金屬消耗定額/kg·t-1;
∑′失——每生產1000 kg產品時,金屬的不可回收損失總量/kg。
鋁材的成品率和平均金屬消耗定額隨工廠產品結構和合金的變化會發生很大的變化,所以,按合金和制品類型計算消耗定額是金屬平衡的基礎。在一般情況下,成品率應該是逐年提高的,而消耗定額應該是逐年下降的,并充分反映企業在完善工藝過程和加強管理中取得的成就。表2—3—16和表2—3一l7是根據鋁材廠的實際生產數據確定的金屬不可回收損失情況。
表2—3—16在火焰爐中熔煉成品合金和重熔低品位廢料時的不可回收損失
|
合金組別 |
成品合金 |
低品位廢料 |
||
|
燒損/% |
渣中金屬+濺渣+浮渣 |
燒損/% |
||
|
總熔損/% |
其中,燒損/% |
|||
|
所有牌號工業純鋁、3A21、6061、6063 2XXX及其他 5XXX及7XXX |
0.7 0.9 1.1 |
1.4 2.1 2.4 |
0.85 1.3 1.4 |
5.0 7.0 8.0 |
表2—3—17在火焰爐中制取中間合金時的不可回收損失
|
中間合金 |
合金組元的名義含量/% |
燒 損/% |
|
|
全部爐料 |
其中的合金組元 |
||
|
A1—Cu A1—Mn A1—Ti A1—Ni A1—Cr A1一Fe |
50 10 3 20 3 10 |
5 7 10 7 7 10 |
6 15 25 15 25 15 |
全廠的金屬平衡圖反映全部爐料的實際消耗量、金屬的不可回收損失的大小和每噸鋁材的實際金屬消耗量。而熔鑄車間計算的金屬平衡是反映車間年產量和廢品率水平特點的基本資料。金屬平衡一般應按合金和鑄錠規格編制,鑄錠規格接近的可以結合在一起。從金屬平衡圖中,我們能容易的查看出車間生產的薄弱環節,從而把技術力量和車間人員集中起來去解決存在的問題。圖2—3—5是前蘇聯某鋁加工廠1970年代的金屬平衡圖(包括中間合金生產和廢料重熔),圖2—3—6是廣東某鋁材廠2002年度的金屬平衡圖。

圖2—3—5前蘇聯某鋁加工廠1970年代金屬平衡圖
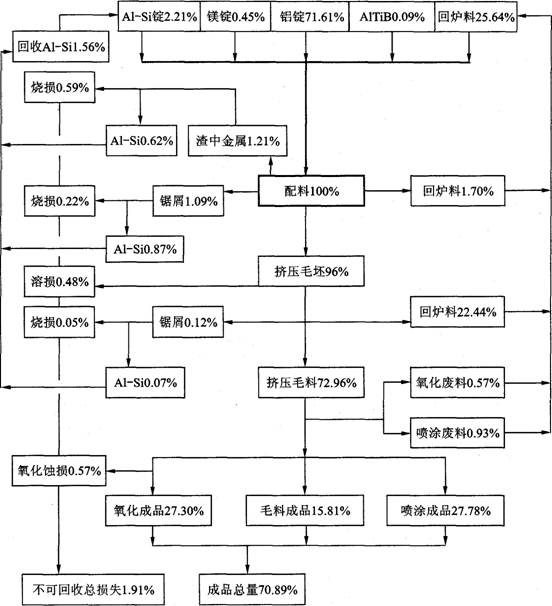
圖2—3—6廣東某鋁材廠2002年度金屬平衡圖
說明:該廠將爐渣、鋸屑全部外委加工成鋁-硅中間合金錠,按雙方共同認可的比例回收,不再交加工費。
五、配料計算
配料計算的程序如下:
1)明確下達的配料任務(合金牌號、制品狀態、每爐的實際配料量)。
2)根據化學成分內部標準或有關規定確定計算成分;根據配料規程和材料庫存確定爐料組成和配料比。
3)明確每種爐料的化學成分。
4)計算各元素的需要量。
5)計算各種廢料用量及帶入元素的量。
6)計算各中間合金和新金屬需要量。
7)校核。
8)將計算結果填人熔鑄卡片,供備料。
舉例說明如下。
欲配制一爐棒材用7A04合金,其配料總量為10 t,其配料計算過程如下:
1)根據7A04合金棒材的化學成分企業標準按本章第3.4.3節所介紹的原則確定計算成分(見表2—3—18)。
表2—3—18計算成分確定表
|
元素 |
Cu |
Mg |
Mn |
Zn |
Cr |
Ti |
Fe |
Si |
Al |
|
企業標準/% 計算成分/% |
1.40~1.70 1.55 |
1.902.30 2.20 |
0.20~0.40 0.30 |
5.50~6.50 6.10 |
0.12~0.20 0.15 |
≤O.08 0.04 |
0.2~0.45 ≤0.45 |
≤0.30 ≤0.30 |
余量 余量 |
2)根據配料規程和現場情況確定爐料組成、配料比。并明確每種爐料的化學成分(見表2—3—19)。
表2-3—19爐料組成及配比
|
爐料組成 |
配比 /% |
化學成分/% |
備 注 |
|||||||||
|
Cu |
Mg |
Mn |
Zn |
Cr |
Ti |
Fe |
Si |
Al |
||||
|
復化料 |
7A04 |
30 |
1.2 |
1.7 |
0.3 |
5.0 |
0.1 |
0.05 |
0.4 |
0.2 |
余量 |
明確成分的碎屑復化料 |
|
一級料 |
7A04圓 |
25 |
1.6 |
2.O |
0.3 |
5.8 |
0.15 |
0.04 |
0.4 |
0.2 |
余量 |
可替代新金屬用 |
|
7A04板 |
20 |
1.55 |
2.6 |
0.32 |
6.0 |
0.15 |
0.05 |
0.45 |
0.22 |
余量 |
||
|
新金屬 |
電解銅 |
25 |
100 |
- |
- |
- |
- |
- |
- |
- |
- |
中間合金按新金屬計算 |
|
鎂錠 |
- |
100 |
- |
- |
- |
- |
- |
- |
- |
|||
|
鋅錠 |
- |
- |
- |
100 |
- |
- |
- |
- |
- |
|||
|
鋁錳 |
- |
- |
10.50 |
- |
- |
- |
0.50 |
0.30 |
余量 |
|||
|
鋁鉻 |
- |
- |
- |
- |
4.0 |
- |
0.60 |
0.30 |
余量 |
|||
|
鋁鈦 |
- |
- |
- |
- |
- |
3.5 |
0.50 |
0.40 |
余量 |
|||
|
鋁錠 |
|
|
|
|
|
|
0.25 |
0.18 |
余量 |
3)根據配料總量,計算各元素的需要量
計算方法:配料總量×計算成分%
計算結果如下:
元素符號 Cu Mg Mn Zn Cr Fe Si Ti
需要量/kg 155 220 30 610 15 〈45 〈30 4
4)計算各種廢料帶入元素的量
計算方法:配料總量×配料比×廢料中元素的百分含量。計算結果見表2—3—20。
表2—3—20各種廢料中帶入元素置計算表
|
廢料名稱 |
爐料重/kg |
各廢料帶入元素的量/kg |
||||||||
|
Cu |
Mg |
Mn |
Zn |
Cr |
Fe |
Si |
Ti |
Al |
||
|
7A04復化料 7A04一級圓 7A04一級板 小計 |
3000 2500 2000 7500 |
36 40 31 107 |
51 50 52 153 |
9 7.5 6.4 22.9 |
150 145 120 415 |
3 3.75 3 9.75 |
12 10 9 31 |
6 5 4.4 15.4 |
1.5 l 1 3.5 |
余量 余量 余量 余量 |
5)計算各中間合金和純金屬的需要量
計算方法:純金屬量=元素需要量-廢料中所帶入的該元素量
中間合金量=(元素需要量-廢料中帶入量)÷中間合金中該元素的百分含量
原鋁錠量=新金屬總量-純金屬量-中間合金量。計算結果如下:
電解銅板=155-107=48 kg
鎂錠=220-153=67 kg
鋅錠=610-415=195 kg
A1-Mn中間合金=(30-22.9)÷10.5%=68 kg
A1-Cr中間合金=(15-9.75)÷4%=131 kg
A1-Ti中間合金=(4-3.5)÷3.5%=14 kg
A199.60原鋁錠=2500-(48+67+195)-(68+131+14)=1977 kg
6)校核雜質含量是否在要求范圍內:
計算方法:將各種爐料中的雜質量相加,而后與計算成分要求的量相比較
計算結果如下:
Fe=31+68×0.5%+131×0.6%+14×0.5%+1977×0.25%=37.14〈45 kg
Si=15.4+68×0.3%+131×0.3%+14×0.4%+1977×0.18%=19.6〈30 kg
計算結果符合要求。
7)將上述計算結果填入熔鑄卡片(見表2—3—21)
表2—3—21熔煉鑄造卡片
|
配料組成 |
化學組元含量/kg |
|||||||||
|
配料名稱 |
質量/kg |
Al |
Ti |
Cu |
Mg |
Mn |
Zn |
Cr |
Fe |
Si |
|
投料總重 7A04復化料 7A04一級圓 7A04一級板 電解銅板 鎂錠 鋅錠 A1一Mn中間合金 A1—cr中間合金 A1—Ti中間合金 A199.60鋁錠 |
10000 3000 2500 2000 48 67 195 68 131 14 1977 |
8909.26 2731.50 2237.75 1773.20 — — — 60.36 124.57 13.37 1968.51 |
4 1.5 1 l — — — — — 0.5 — |
155 36 40 31 48 — — — — — — |
220 51 50 52 — 67 — — — — — |
30 9 7.5 6.4 — — — 7.1 — — — |
610 150 145 120 — — 195 — — — — |
15 3 3.75 3 — — — — 5.25 — — |
37.14 12 10 9 — — — 0.34 0.79 0.07 4.94 |
19.6 6 5 4.4 — — — 0.2 0.39 0.06 3.55 |
