
概述
轉向節是汽車轉向橋上的主要零件之一,能夠使汽車穩定行駛并靈敏傳遞行駛方向。它一個作用是將方向盤轉動的角度值有效地傳遞到汽車前輪上,適時控制汽車行進中的路線,從而保證汽車安全、準確無誤地運行。另一個作用是承受汽車前部載荷,支承并帶動前輪繞主銷轉動。在汽車行駛狀態下,承受著多變的沖擊載荷。因此轉向節不僅要求有可靠的強度,而且必須保證其較高的加工精度。它的幾何形狀比較復雜,需要加工的幾何形體比較多,各幾何面之間位置精度要求較高,其加工精度的高低會影響到汽車運行中的轉向精度。
轉向節形狀比較復雜,集中了軸、孔、盤環、叉架等四類零件的結構特點,主要由支承軸、法蘭盤、叉架三大部分組成,如圖1所示。支承軸的結構形狀為階梯軸,其結構特點是由同軸的外圓柱面、圓錐面、螺紋面,以及與軸心線垂直的軸肩、過渡圓角和端面組成的回轉體;法蘭盤包括法蘭面、均布的連接螺栓通孔和轉向限位的螺紋孔;叉架是由轉向節的上、下耳和法蘭面構成叉架形結構。
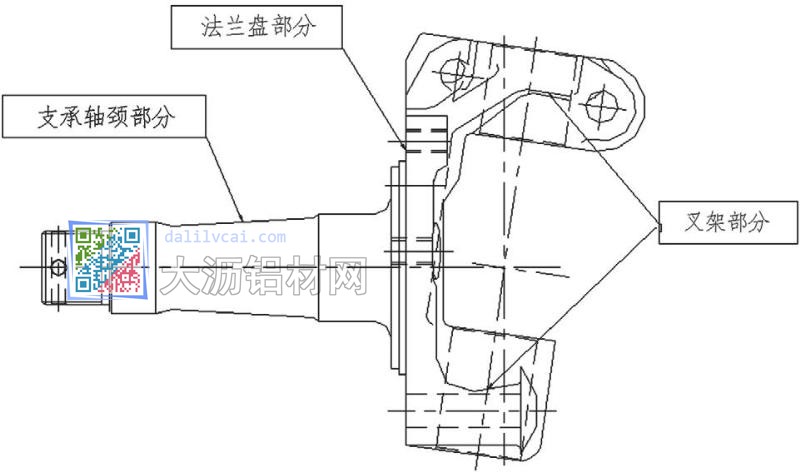
圖1 轉向節結構示意圖
鍛造方式對于加工工藝性的影響
轉向節的機加工主要工藝流程為:銑軸頸端面、打中心孔→粗車法蘭盤端面和支撐軸軸頸→半精車支撐軸頸、圓角,精車法蘭,車尾端螺紋→鉆、攻法蘭面螺紋→粗、精銑上、下耳環內、外端面→鉆、鏜主銷孔→表面淬火(根據需要)→精磨大、小軸承頸及圓角→鉆軸端十字交叉孔→打刻標識→檢驗、入庫。
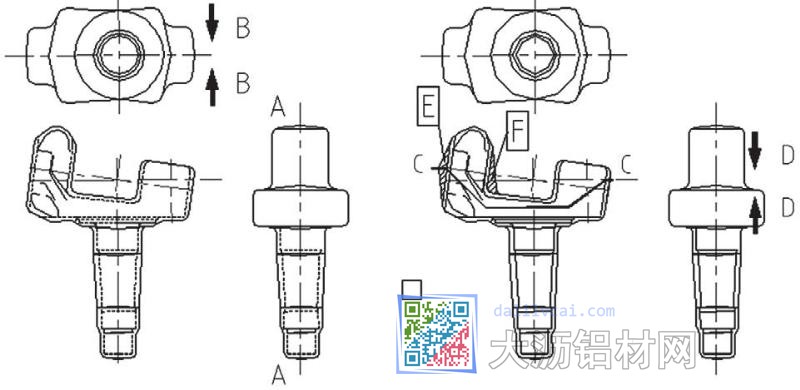
圖2 轉向節加工件示意圖
由于鍛件生產方式(即平面分模和立式分模)不同,在進行鍛件設計時的分模面布置、加工余量分配、以及鍛件的錯差和厚度公差對于轉向節的加工會產生不同的影響。尤其是在銑軸頸端面、打中心孔,車、磨支撐軸頸(見圖2所示A、B部位的加工)及法蘭盤端面,加工法蘭盤上與轉向節臂和制動器連接的螺紋孔以及加工叉架部分的叉口端面及主銷孔等工序上(見圖2所示C、D部位的加工)產生的影響尤其明顯,因此在進行機加工工藝設計、夾具定位面選擇時必須根據鍛件生產方式的不同而采取相應對策。現詳細闡述如下:
從鍛造工藝的角度來看,轉向節鍛件的特點是:支承軸細長、法蘭較大且有時為異形面,叉架與支撐軸中心線偏轉一個角度α且形狀復雜,按照《GB12362-2003鋼質模鍛件公差及機械加工余量》中的鍛件形狀復雜系數S=mi/mn(其中mi為鍛件質量;mn為鍛件包容體質量)計算可知,S均小于0.16,因此其復雜系數為S4,為典型的復雜叉形件。鍛件的生產有兩種方式:一種為水平分模方式(簡稱平面分模),即以鍛件中心平面為分模面的鍛造方式,因支撐軸部分與法蘭和叉架部分的截面相差較大,鍛造過程中為合理分配坯料致使制坯非常復雜,即便如此,在支撐軸和法蘭連接處還是會存在較大飛邊,并沿軸向逐漸減少,直到尾部才能達到正常寬度,此種方式鍛造的材料利用率較低。另一種為垂直分模方式(簡稱立式分模),即以法蘭中心平面為基礎,兼顧兩側叉子型腔的垂直分模方式,這種鍛造方式可以在預鍛采用封閉式鍛造技術,正擠出軸部和反擠出兩側叉部,然后終鍛成形并排出多余金屬。因預鍛是利用閉式型腔對金屬進行限制,迫使金屬在三向壓應力作用下流向型腔深處,可大幅度減少飛邊金屬消耗。
水平分模和立式分模轉向節鍛件的鍛造公差及加工余量布置分析:在采用水平分模鍛造轉向節時,其分模面通常選在最大截面處,從圖3所示可以看出,A-A為鍛件分模面,而鍛打方向垂直于分模面所在的平面,即沿B-B所示方向。這樣鍛件即由上、下模兩部分鍛造成形。鍛件加工部位的加工余量均勻分配在支撐軸、法蘭盤端面以及上、下叉口端面。鍛件的拔模斜度沿鍛打方向,即B-B的方向,一般為5°~7°;在鍛打過程中,由于鍛件溫度和鍛打力等因素的波動影響,上、下模不能完全打靠,因此在鍛件上會形成沿鍛打方向的厚度尺寸波動,通常公差為±1mm左右;而由于上、下模具錯移產生的錯差一般為±1.5mm左右。
圖3 水平和立式鍛件示意圖
而立式分模鍛件的分模面垂直于支撐軸且通過法蘭的中心,但鍛件的形狀決定了其分模面為一曲面。從圖3所示可以看出,C-C所示曲面為其分模面,那么鍛打方向垂直于分模面,即沿D-D所示方向。這種方式生產的鍛件在加工余量分配上與水平鍛造生產的鍛件不同,由于上模鍛件的拔模需要,不形成倒拔模,因此在上、下叉口的內傾一側需添加余量,使其形成正拔模,主要部位如圖3所示E、F兩處。而支撐軸部分除正常添加余量外,為便于支撐軸部位脫模,沿軸向另外添加1°~1.5°的拔模角,假設支撐軸長200mm,那么由于拔模角的添加,從小軸端到法蘭根部支撐軸外頸的額外添加的余量將從0增加至0.35mm~0.5mm。鍛件厚度公差通常為±1.5mm左右,沿D-D向產生,錯差一般為±1.5mm左右,垂直于D-D方向產生。
從上面所列兩種方式生產鍛件存在的余量和公差等因素的不同影響,在進行加工工藝設計時必須加以考慮,否則將對轉向節的加工質量造成影響。需重點關注的加工影響以下幾個方面。
轉向節支撐軸部位的加工影響
轉向節支撐軸部位的加工主要工序為銑軸端端面、打中心孔,以及車、磨各部位軸頸。這兩道工序是相互關聯的,尤其是打中心孔工序,中心孔不僅是后續加工支承軸頸的定位基準,而且是支撐軸上各種尺寸、位置公差的測量基準。在加工過程中如果兩中心孔的連線不能與支撐軸鍛件的軸線吻合,將會造成鍛件的余量分配不均衡而出現加工軸頸黑皮(即殘留鍛造表面)。對比兩種方式生產的鍛件的軸頸部位可以看出,對于立式分模鍛造的轉向節,由于支撐軸部位終鍛是在筒形型腔內成形,因此該部位的圓度好且余量均勻,在進行加工中心孔選擇定位位置比較容易。而水平鍛造的鍛件由于錯差和厚度公差,以及切邊殘余等因素的影響,其不是一個規整的圓形,而會形成如圖4所示的不規則圓形,圖4中A、B兩種狀態為厚度公差在最大和最小兩種狀態下支撐軸的截面模擬,其中假設軸頸凈尺寸為φ36mm,單邊余量2mm,錯差±1.5mm,厚度公差±1.5mm,從模擬狀態可以明顯看出軸頸各處在多重因素影響下余量部分出現明顯波動。基于鍛件軸頸部位的這種形狀波動,在進行加工中心孔定位位置選擇時應該考慮按圖4所示沿與分模面成45°方向采用V型夾具進行設計,這樣可避免飛邊殘余和錯差的影響,使中心孔連線趨近鍛件軸頸的理論中心線,從而使后續加工余量分配均勻。
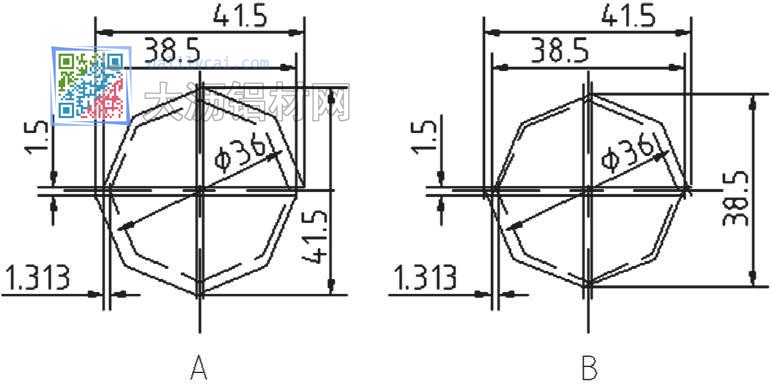
圖4 厚度與錯差對支撐軸的影響
支撐軸軸向尺寸的影響
圖2所示轉向節的軸向尺寸鏈281.5mm,26mm,60mm和11mm的關系是相互關聯的,轉向節主銷孔的壁厚11mm的尺寸尤為重要,其關系到主銷孔壁厚的強度問題,因此必須保證。從軸向尺寸鏈的相互關系分析,壁厚11mm的波動在第一道加工工序銑端面打中心孔時就應該從不同的鍛造方式加以考慮軸向定位問題,如果是水平鍛造的鍛件,那么對于鍛件軸向尺寸的部分產生在上、下兩塊模具中,其波動的主要影響為鍛件錯差。而如果是立式鍛造生產的鍛件,軸向尺寸的產生在上、下兩塊模具中,對其軸向尺寸的波動影響主要為鍛件厚度公差的影響,因此在這種狀態下選取初始軸向定位尺寸定位建議選在與主銷孔壁厚11mm在同一塊模具產生的上模,即選在靠近叉口部位的法蘭面上。
法蘭部分的加工影響
立式鍛造的鍛件的法蘭部位是在完整的型腔內成形,因此其形狀誤差波動較小,在加工法蘭四周的連接孔時,只要支撐軸中心孔的定位準確,連接孔周邊壁厚就會非常均勻。而對于水平鍛造生產的鍛件,它的法蘭部分成形是在上、下兩塊模具中成形的,而且由于鍛件錯差和厚度公差的影響,同時根據上面分析的中心孔定心問題,因此在加工法蘭部位四周的連接孔時,存在孔周邊壁厚不均勻,甚至偏小的風險,必須加以注意,必要時可以要求在個別孔周圍適當添加余量,來避免這個風險。此外,立式鍛造的鍛件法蘭厚度受鍛件厚度公差的影響,不同批次鍛件法蘭端面的加工余量會出現波動,這點在機加工時也需要注意。
轉向節叉口部位加工的影響
因為轉向節的支撐軸部位與其叉口部位存在一個夾角α,在采用立式鍛造生產轉向節時,為不產生倒拔模,使上模部分鍛件能夠從型腔內脫出,必須增加余量,從圖3所示的E和F部位,尤其是F位置的余量較大,假設α=7°,叉口深為70mm,正常拔模斜度為3°,那么叉口根部增加的余量為:
δ=70mm×tan7°+70mm×tan3°=12.2mm
這樣在進行叉口加工,尤其是粗加工的過程中必須考慮該部位的大余量切削;而水平鍛造的鍛件在這些部位的余量可以按常規布置,因此其切削的量較小,但是由于兩叉口中間部位存在拔模余量,因此該部位為了打中心孔的精度,一般都會進行端面銑削。此外,在加工叉口部位時,通常用軸頸定位,對于立式鍛造的鍛件,由于錯差的影響,叉口部位加工余量會出現變化,嚴重的會出現加工余量不足而產生黑皮。
結束語
汽車轉向節的鍛造技術不論是水平鍛造還是立式鍛造目前均廣泛應用在轉向節鍛件的生產領域。對于不同方式生產的轉向節由于成形方式、加工余量分布以及鍛造分模結構的不同,在進行機械加工時應該進行針對性分析,根據情況采取措施,以便在進行支撐軸桿部的中心孔加工、法蘭部位加工和叉口部位加工的過程中能夠采用不同的定位、切削方式,從而獲得良好的加工工藝性。
