
在鋁及鋁合金板帶材加工中,采用半連續鑄造法生產的扁鑄錠(以下簡稱鑄錠)的質量對后續各道的加工的質量影響較大,甚至影響最終板帶材的質量。
鑄錠缺陷種類較多,其中鑄錠裂紋是危害較大的一種缺陷。銑面無法消除鑄錠表面的裂紋,在熱軋前的加熱時便產生氧化。雖然熱軋溫度高于鋁及鋁合金的再結晶溫度,但還是低于其熔點,且受熱軋乳液的影響,裂紋無法焊合,熱軋時產生開裂、裂邊、分層和起皮等缺陷。而鑄錠內部裂紋,同樣受熱軋溫度的限制和熱軋乳液的影響,裂紋也無法消除,使鑄造塑性降低,最終使冷軋產品產生裂紋、裂邊、分層和起皮等缺陷。兩者都會嚴重影響最終產品的質量。
我廠多年來采用半連續鑄造生產規格為340mm×(820~1120)mm的鑄錠。本文針對生產中經常出現的鑄錠裂紋,分析其影響因素,有利于采取措施避免和消除鑄錠裂紋。
1 鑄錠裂紋的影響因素
鑄錠裂紋的影響因素歸納起來主要與熔體質量、鑄造條件和鑄造設備三方面有關。
1.1 熔體質量
熔體質量包括化學成分、熔體的過熱溫度和靜置時間、晶粒細化效果以及熔體的含氣量和夾雜物含量等。
1.1.1 化學成分
鋁及鋁合金熔體的化學成分應準確控制,其均勻性要好。目的在于縮小有效結晶溫度區間,從而提高熔體的補縮能力,減小收縮應力和降低脆性。對于鑄錠裂紋較敏感的主要雜質元素是Fe和Si,文獻[1]認為,不僅要限制雜質元素Fe和Si的含量,而且還要控制Fe、Si之間的相互關系。對于純鋁系,當w(Fe)w(Si)時,在629℃產生包晶轉變:FeAl3十L=α(Al)+α(Fe3SiAl12),脆性較小,同時提高了脆性區的下限溫度,其有效結晶溫度區間縮小,結晶凝固收縮應力減小,因而裂紋傾向減小。對于Al-Mn系中常用的3A21鋁合金,當w(Fe)0.2%時,因形成分布于晶界的熔點為575℃的三元共晶α(Al)+(FeMn)3Si2Al15十Si而易產生裂紋;當w(Fe)>w(Si)時,形成(FeMn)3SiAl12化合物,降低裂紋傾向;但當w(Fe+Mn)≥1.7%時,將形成先于α(Al)析出的粗大脆性初晶相(FeMn)Al6,從而流動性降低,補縮性和塑性變差,增大裂紋傾向。而少溶或不溶于鋁及鋁合金的Na、Zn、Sn、Bi和Pb等雜質元素,由于能形成低熔點的共晶(或單相),擴大了有效結晶溫度區間。因凡是能夠擴大有效結晶溫度區間的雜質都能夠促使熱裂紋形成[2],故為了防止鑄錠熱裂產生裂紋,對這些雜質必須嚴格控制其含量。
1.1.2 熔體的過熱溫度和靜置時間
在熔煉時,熔體過熱不僅使吸氣和氧化燒損增加,而且使鑄錠的熱裂傾向增大。因熔體過熱時異質晶核減少,形核率降低,易產生晶粒粗大現象,使鑄錠中羽毛狀晶增多,晶粒表面積減小,單位表面上的液膜數量和其厚度增大,從而使鑄錠熱裂傾向增大。而在熔化后的熔體靜置時間過長,由于熔體中存在結構起伏(或相起伏)和能量起伏[3],熔體的局部產生形核及長大,以致后來變得粗大,同樣增大了單位表面上的液膜數量和其厚度,因而使鑄錠的抗裂性下降。
1.1.3 晶粒細化效果
對鋁及鋁合金熔體進行細化處理,可減少和消除鑄錠熱裂傾向。其原因在于經細化處理后的鑄錠晶粒被顯著細化,其強度、塑性提高,凝固脆性降低,因而鑄錠熱裂傾向減小。目前,鋁及鋁合金熔體的細化劑有:Ti-B晶粒細化劑、Al-Ti和Al-Ti-B中間合金及研制中的Al-Ti-B-RE和Al-Ti-C中間合金[4]。其中,Al-Ti中間合金細化現已很少采用,而Ti-B晶粒細化劑以其使用方便、用量少、質量較穩定、便于運輸、貯存和性能較好,在生產中廣泛使用。關于Ti和B細化鋁晶粒的作用概括起來有兩種理論:(1)包晶理論;(2)TiB2粒子理論。
圖1是Al-Ti合金相圖中富Al的一角。可以看出,只有當w(Ti)達到0.15%之后,在665℃時才發生包晶轉變:
L(液相)十TiAl3 =α(Al)
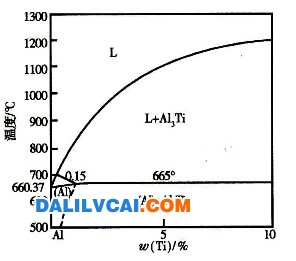
圖1 Al-Ti合金相圖
本文來自: 大瀝鋁材商務網(http://www.lxspsp.com) 詳細出處參考:http://teach.dalilvcai.com/show-htm-itemid-313.html
[pagebreak]
當發生包晶轉變時,由于α(Al)相與TiAl3對應晶面能共格對應,α(Al)相就依附于TiAl3基底形核,使形核率增大;當無TiAl3時,α(Al)相的生長受到熔體中Ti的抑制。兩者作用的結果使晶粒得到細化。但在實際生產中,由于是半連續鑄造,冷卻速度會增大,因而發生以上平衡包晶轉變較為困難。據文獻[5]報道,冷卻速度增加,包晶溫度移向高溫,包晶點也向高Ti含量方向移動。故在加入w(Ti)=0.01%~0.05%時,其包晶轉變難以進行。但有B存在時,Al-Ti系產生包晶反應時Ti的臨界含量只需0.01%[6]。TiB2化合物與α(Al)相密排面的點陣錯配δ值為0.048[7],其共格對應較好,且TiB2幾乎不溶于熔體,有利于產生異質形核并長大。因此,在Ti-B晶粒細化劑中,起異質形核作用的是TiB2。當合金液中存在固溶的Ti時,TiB2將成為TiAl3的形核核心,而TiAl3則進一步作為α-Al的形核核心[8]。促使TiAl3晶胚產生包晶轉變形核成為α(Al)相生長的基底,最終使晶粒細化。大量事實證明,穩定存在的TiB2是重要的細化相。TiB2是否在鋁及鋁合金熔體中均勻存在,將對細化效果和衰減有著直接影響。但穩定的TiB2在熔體中幾乎是不溶的,很容易聚集而沉淀[9-11]。因而造成熔體的細化衰減,晶粒長大并隨時間延長變得更加粗大,致使鑄錠晶粒細化效果下降,鑄錠熱裂傾向增大。所以,在使用含Ti、B元素的中間合金或晶粒細化劑時,控制和防止TiB2的聚集、沉淀,提高鑄錠晶粒細化效果,是增強鑄錠抗裂性的關鍵。
1.1.4 熔體的含氣量和夾雜物含量
鋁及鋁合金熔煉、保溫時,空氣和爐氣中的N2、O2、H2O、CO2、H2、CO和CmHn等要與熔體在界面相互作用,產生化合、分解、溶解和擴散等過程,最終使熔體產生氧化和吸氣。其氧化生成物有A12O3、SiO2、MnO和MgO等,其中Al2O3是主要的氧化夾雜物。
由于熔體吸收的氣體中H2占85%以上[12],且氫在熔體中的溶解度隨溫度的降低而減小,因而在熔體結晶凝固時有大量氣體析出,未及時逸出的便在鑄錠中形成氣孔。夾雜物和氣孔都可削弱晶粒間的聯結,造成應力集中,使鑄錠的塑性和強度下降,從而導致鑄錠裂紋。
1.2 鑄造條件
在鑄錠結晶凝固時,由于受到摩擦阻力和收縮應力的作用,故有形成鑄錠裂紋的傾向。這主要與供流、潤滑、鑄造溫度、冷卻強度和鑄造速度等鑄造條件有關。
1.2.1 供流
對于單個鑄錠的供流,應使液穴的中部較深,且呈軸對稱形狀;而對于多個鑄錠的供流,其液穴深度應基本保持一致。如果供流不均勻,則可能出現液穴偏心、不對稱及多個鑄錠間液穴深度偏差較大,從而易產生鑄錠“拉漏”。該“拉漏”可導致鑄錠增厚,增大了鑄錠和結晶器內壁表面間的摩擦阻力。而鑄錠的結晶凝固外殼處于脆性區,較薄弱并受拉應力,當有足夠大的摩擦阻力作用時,便形成了鑄錠表面裂紋。因此供流總的原則是要求熔體分配均勻。
1.2.2 潤滑
在鑄造時,鑄錠和結晶器內表面之間存在摩擦。結晶器一次冷卻凝固所形成的外殼又處于脆性區,其強度低、塑性較差、且受拉應力。如所受的摩擦阻力超過其強度,且無法補縮就形成表面裂紋,故對鑄走與結晶器內壁的接觸表面進行潤滑很有必要。
1.2.3 鑄造溫度
鑄造溫度越高,會減小熔體的過冷度,使形核率下降,晶粒變得粗大,使鋁及鋁合金結晶凝固期間的強度降低,塑性變差。單位表面上的液膜數量、厚度增大,且增大了鑄錠的液穴深度及溫度梯度,鑄造的收縮應力也增大,從而易產生鑄錠裂紋。鑄錠結晶凝固收縮應力可用數學式表達:σ=E·a(t1-t2),式中:σ一收縮應力,E一彈性模量,a一線收縮系鼓,(t1-t2)一溫度差。因此,在確保鑄錠表面平整的情況下,應采用較低的鑄造溫度。
1.2.4 冷卻強度
當冷卻強度增大時,鑄錠的液穴深度減小,但液穴在邊部卻變陡,鑄錠次表面的溫度梯度較大。而收縮應力σ是與溫度差(t1-t2)是成正比的,故在鑄錠內部會產生較大的收縮應力。而鑄錠內部是羽毛狀晶,其橫向晶界分布較多,晶界處又常常聚集雜質和偏析化合物而形成脆性區,其強度較低,易導致鑄錠裂紋。冷卻強度愈大,裂紋傾向也就愈大。此外,冷卻強度的均勻性十分重要,若二次冷卻不均勻或水溫變化較大,會產生不均勻的收縮應力,易產生鑄錠裂紋。
本文來自: 大瀝鋁材商務網(http://www.lxspsp.com) 詳細出處參考:http://teach.dalilvcai.com/show-htm-itemid-313.html
[pagebreak]
1.2.5 鑄造速度
文獻[13]指出,鑄錠液穴深度與鑄造速度成正比。當鑄造速度增大,鑄錠液穴深度及溫度梯度增大,將在液穴中心的底部出現無法補縮的液穴區段,并產生較大的收縮應力,鑄錠熱裂傾向增大。因此,應選擇適當較低的鑄造速度。
1.3 鑄造設備
鑄造設備對鑄錠裂紋有較大的影響。這方面的影響因素主要包括結晶器和鑄造機。
1.3.1 結晶器
結晶器的高度、水套中間水孔、內腔斷面形狀、二次冷卻水孔位置和均勻性,及其安裝的平正性,對鑄錠裂紋都有影響。在半連續鑄錠生產中,大多采用矮(短)結晶器。但采用矮(短)結晶器時,鑄錠的溫度梯度大,其收縮應力大,故易產生心部裂紋。而水套中間水孔的截面由于對鑄錠的結晶凝固有影響,故對裂紋的產生有影響。結晶器的內腔斷面形狀不合理,二次冷卻水孔位置不適當及均勻性不好,在凝固時會產生不均勻收縮,而導致鑄錠裂紋。
另外,結晶器安裝不平整,在鑄造時會對鑄錠剛凝固的外殼部分產生彎矩作用,將導致鑄錠表面裂紋。
1.3.2 鑄造機
鑄造機運行平穩性較好,在鑄造時底座的傾斜、晃動愈小,對鑄錠的彎矩就愈小,鑄錠不易產生裂紋。故鑄造機運行平穩可靠,可減小鑄錠裂紋。
2 建議
由于鑄錠裂紋主要與熔體質量、鑄造條件及鑄造設備三方面因素有關,因此可通過提高熔體質量,選擇較佳的鑄造條件,以及提高鑄造設備性能和可靠性來預防鑄錠裂紋。其中,提高熔體質量是最主要的措施。而最為關鍵的是首先應當控制熔體成分和雜質;其次是晶粒細化。然而,在實際生產中還需考慮鑄錠的其他一些質量問題,綜合采取相應的技術措施,并使操作者做到精心操作,嚴格執行工藝制度,才能從根本上預防和消除鑄錠裂紋。
3 結束語
在鋁及鋁合金板帶材生產中,對鑄錠表面、內部裂紋都要嚴格加以控制,減少或完全避免鑄錠裂紋,才能生產出高質量的板帶材。實踐證明,嚴格控制鑄錠裂紋的影響因素后,鑄錠裂紋可明顯下降,成品率得到提高,取得了較好的效果。
本文來自: 大瀝鋁材商務網(http://www.lxspsp.com) 詳細出處參考:http://teach.dalilvcai.com/show-htm-itemid-313.html



