
(1)工藝機理鋁電解工業生產采用霍爾-埃魯冰晶石-氧化鋁融鹽電解法。所謂冰晶石-氧化鋁融鹽就是以冰晶石為主的氟化鹽作為熔劑,氧化鋁為熔質組成的多相電解質體系,即為Na2AIF6-A12O3二元系和Na3AIF6-AIF3-Al2O3三元系是工業電解質的基礎。
能夠傳導電流和在電流通過時改變自己成分的液體叫做電解質。
許多年以來,鋁電解質一直以冰晶石為主體,其原因如下。
①純冰晶石不含析出電位(放電電位)比鋁更正的金屬雜質(鐵、硅、銅等),只要不從外界帶入雜質,電解生產可以獲得較純的鋁。
②冰晶石能夠較好的溶解氧化鋁,在電解溫度950-970℃時,氧化鋁在冰晶石溶液中的溶解度約為10%(質量)。
③在電解溫度下,冰晶石一氧化鋁熔液的密度比同溫度的鋁液的密度小,它浮在鋁液上面,可防止鋁的氧化,同時使電解質和鋁很好地分離,這既有利于電解過程,又簡化了電解槽結構。
④冰晶石有一定的導電能力,這樣使得電解液層的電壓降不至過高。
⑤冰晶石熔液在電解溫度下有一定的流動性,陽極氣體能夠從電解液中順利地排出,而且有利于電解液的循環,使電解液的溫度和成分都比較均勻。
⑥鋁在冰晶石熔液中的溶解度不大,這是提高電流效率的一個有利因素。
⑦冰晶石熔液的腐蝕性很大,但碳素材料能抗受它的侵蝕,用碳素材料作內襯建造電解槽基本上可以滿足生產的要求。
⑧在熔融狀態下,冰晶石基本上不吸水,揮發性也不大,這將減少物料消耗并能保證電解液成分相對穩定。
以上所述有的是冰晶石的優點,也有的是它的缺點,如純冰晶石的熔點較高(1008.5℃),導電性能不好和腐蝕性強,以及氧化鋁在其中的溶解量不大等,這些導致了熔鹽電解法生產鋁時電能消耗大,建設投資和生產費用高。多年來,為了克服其缺點,促使入們去尋找能代替它的新物質,但至今尚未取得成功;同時,入們也研究使用一些添加物像氟化鈣、氟化鎂、氟化鋰等,來改善冰晶石一氧化鋁熔體的性質。因此,鋁工業用的電解質已經遠不是簡單的二元系而是多元系了。現將添加物氟化鈣、氟化鎂、氟化銼對電解質熔融溫度的影響列于表。
|
表1 添加物對電解質熔融溫度的影響 |
||||
|
電解質成分 |
未加添加物時熔融溫度/℃ |
加添加物時的熔融溫度/℃ |
添加物種類 |
|
|
5% |
10% |
|||
|
2.7Na·FAlF3+5%Al2O3 |
982 |
965 |
953 |
CaF2 |
|
950 |
920 |
MgF2 |
||
|
930 |
|
LiF |
||
在固態下冰晶石比鋁密度大,但融化之后則比鋁密度小,在電解溫度下此密度變化及差值使電解液和鋁液能很好地分離開,鋁液沉在槽底,電解液漂浮在上層,保護在陰極析出的鋁不遭受氧化。
液體表面分子或離子被其內層的分子或離子所吸引向內壓縮的力量叫做表面張力。鋁電解槽中產生表面張力現象的不同物質的接觸面有四個:
①熔融電解質和氣體(陽極氣體和空氣)的界面;
②熔融電解質和固體碳素陽極的界面;
③熔融電解質和液體金屬的界面;
④液體金屬與固體碳素陰極的界面。
在電解槽內,金屬同電解質,以及金屬同碳素材料的界面上有很大表面張力,因而鋁不能濕潤碳素,從而不能被其吸收。由于鋁在電解質界面上具有大的表面張力,這樣就有助于減少鋁在電解質中的溶解損失。鋁在碳素界面上的表面張力決定于它的純度,鋁中含有硅、鐵,特別是鈉能夠降低其表面張力,因而促進了向炭塊的孔隙與裂縫中滲透,從而影響電解槽的壽命。
在現代工業上供給鋁電解生產使用的原材料有冰晶石、氟化鈉、氟化鋁、氟化鈣、氟化鎂和氧化鋁等。這種由冰晶石和其他幾種氟化物組成的熔劑與氧化鋁組成的電解質在950℃左右能夠很好地導電,而能夠抵抗這種電解質侵蝕并且又能良好導電且價格低廉的惟有碳素材料。因此,目前鋁工業均采用炭陽極和炭陰極,電解過程總的反應方程式為:
這種電解質熔液在950℃左右密度大約為2.1g/cm3,比同一溫度下鋁液2.3 g/cm3小10%左右,因而能夠保證電解過程中鋁液與電解質熔液分層。在這種熔液里基本上不含有比鋁更正電性的元素,從而能夠保證電解產物鋁的質量。此外,冰晶石一氧化鋁熔液基本上不吸水,在電解溫度下它的蒸氣壓不高,具有較大的穩定性。
當電流通過電解質時,使這些物質組成在電極上分離出來的現象叫做電解,盛電解質的裝置就叫做電解槽。在正常生產時,電解槽的槽底積存一定數量的金屬鋁,這個金屬層的表面就是陰極表面,它與電解質直接接觸,因而必然有部分金屬溶解到電解質中去,陰極金屬鋁溶解到電解質中是降低電流效率的主要原因。影響鋁在電解質中的溶解度的最大因素是溫度,溫度愈高,鋁的溶解損失愈大。根據對鋁電解槽的多次測量表明,溫度每升高10℃,電流效率大約降低1%-2%。因此,電解槽力求保持低溫操作,對于提高電流效率是有好處的。
陽極效應是熔鹽電解時的特殊現象,冰晶石氧化鋁電解時,當電解區中氧化鋁含量降低到1%-2%時,則可在陽極上發生陽極效應。陽極效應發生的原因,有多種解釋,但最受重視能較好解釋效應現象的是濕潤性改變學說和電極過程改變學說兩種,在此不做詳細解說。
(2)鋁電解生產工藝流程簡述鋁電解生產過程,主要是以冰晶石一氧化鋁熔液做電解質,碳素材料為陰極和陽極,直流電從陽極導入,經過電解液和鋁液層后從陰極棒導出,直流電的作用是以熱能形式保持冰晶石、氧化鋁等原料呈熔融狀態和實現電化學反應,反應結果在陽極上生成二氧化碳和一氧化碳氣體,在陰極上析出液態金屬鋁。隨著電解過程的進行,析出的鋁被蓄積起來,周期地從電解槽中取出來,取出的鋁從電解廠房送往鑄造部門,經過相應的處理后澆鑄成各種規格的坯錠。
一臺電解槽是一個生產單元,一定數量的電解槽串聯起來構成一個系列,一個或幾個系列組成一個電解車間。鋁電解生產工藝流程如圖1所示。
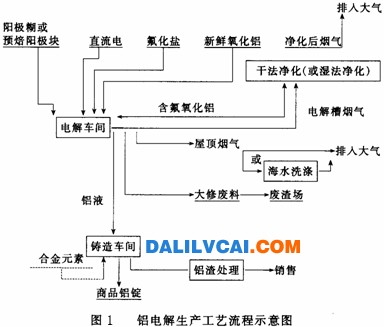
從圖1可見,電解鋁使用的原料是氧化鋁、陽極糊或預焙陽極塊(陽極塊)、冰晶石、氟化鋁和其他氟化物等,這些原料都是在專門的車間或工廠中制備的。
煙氣中除二氧化碳和一氧化碳外,還含有少量的氟化氫或其他氣體,氟化氫是有害氣體,影響周圍環境,應當予以妥善處理。現行凈化方法有濕法和干法兩種,究竟哪種方法更為適用,應根據電解槽槽型以及具體條件確定,凈化時收回的再生冰晶石或含氟氧化鋁可返回電解槽使用。
電解鋁生產的主要設備—電解槽在安裝完畢后,要經過焙燒和開動階段后才能轉入正常生產,一般能持續進行生產3-5年,有時由于槽內襯早期發生破損,嚴重影響鋁的產量、質量或發生漏槽危險時,便將電解槽停槽檢修,檢修好以后經過焙燒開爐再恢復生產。
(3)電解鋁所用的原料及質量要求
①氧化鋁(A12O3) 氧化鋁是三氧化二鋁的簡稱,也稱作鋁氧。它是從鋁礦石提取出來的。當前生產氧化鋁用的砂石有鋁土礦、霞石、藍晶石、明礬石和高嶺土等。我國目前主要采用鋁土礦作為制取氧化鋁的原料,其生產工藝和產品的質量要求詳見氧化鋁生產工藝篇。
②冰晶石(Na3AIF6) 冰晶石的分子式也可寫成3NaF.AlF3,冰晶石中氟化鈉和氟化鋁摩爾比 叫做冰晶石的分子比,純冰晶石的分子比等于3,相對密度是2.9,其組成是Al占12.8%,Na占32.8%,F占54.4%。冰晶石分子比大于3的屬堿性,小于3的屬酸性,等于3的是中性。生產上使用的冰晶石有四種:天然冰晶石,入造冰晶石,回收所得的浮選冰晶石和再生冰晶石。
叫做冰晶石的分子比,純冰晶石的分子比等于3,相對密度是2.9,其組成是Al占12.8%,Na占32.8%,F占54.4%。冰晶石分子比大于3的屬堿性,小于3的屬酸性,等于3的是中性。生產上使用的冰晶石有四種:天然冰晶石,入造冰晶石,回收所得的浮選冰晶石和再生冰晶石。
a.天然冰晶石 在自然界中天然冰晶石礦非常少,從礦山開采出來的天然冰晶石一般含80%左右的純冰晶石,所以必須經過分選才能得到合乎要求的產品。分選后的冰晶石的組成大致是:A1占13%一14%,F占53%-54%,Na占30%-32%,此外還有少量的鐵硅等雜質。隨著鋁工業的發展,由于天然冰晶石儲藏量小、分布不普遍、質量差,遠遠滿足不了電解煉鋁的需要,所以入們只能用入工方法大量生產冰晶石,中國鋁工業從一開始就使用入造冰晶石生產鋁。
b.入造冰晶石 一般通稱合成冰晶石,工業上只簡稱冰晶石,它是白而稍帶灰色的粉末,質感柔軟,略粘手,用手可捏攏成團,不溶于水。鋁電解用合成冰晶石的分子比在1.6-2.0左右,由于受生產方法限制,其雜質含量比氧化鋁高,冰晶石的產品質量級別如表2所示。
|
表2 冰晶石質量級別(GB4291-84) |
|||||||
|
等級 |
化學成分/% |
H2O |
|||||
|
F |
Al |
Na |
SiO2+F2O3 |
SO42- |
P2O5 |
||
|
特級 |
53 |
13 |
31 |
0.25 |
0.8 |
0.02 |
0.5 |
|
一級 |
53 |
13 |
31 |
0.4 |
1.2 |
0.05 |
0.8 |
|
二級 |
53 |
13 |
31 |
0.5 |
1.5 |
0.05 |
1.3 |
C.浮選冰晶石 電解槽正常生產時,在電解液表面上經常漂浮一層炭渣,撈出的炭渣中約含60%-70%電解質,通常采用浮選法從炭渣中選出電解有用的成分,稱為浮選冰晶石。對拆槽下的廢炭塊進行浮選時也能得到浮選冰晶石。
d.再生冰晶石 電解槽采用濕法進行煙氣凈化時回收的冰晶石,稱為再生冰晶石,其中往往含有少量的氧化鋁、其他氟化物以及炭粉等。需要指出,浮選冰晶石和再生冰晶石的質量波動都較大,在使用之前要進行質量分析,而且常常是先加入母槽里,經過凈化后再移入正常槽中。
③氟化鋁(A1F3) 氟化鋁是白色堅硬的粉末,比氧化鋁的顆粒稍大一些,它的流動性僅次于氧化鋁,在電解溫度下易揮發,遇水易水解。在電解過程中由于氟化鋁的揮發和水解而使電解液分子比提高,為保持規定的分子比,需根據分析結果補充氟化鋁以調整電解液的成分,氟化鋁的質量級別如表3所示。
|
表3 氟化鋁質量級別(GB4292-84) |
|||||||
|
等級 |
化學成分/% |
H2O |
|||||
|
F |
Al |
Na |
SiO2+F2O3 |
SO42- |
P2O5 |
||
|
≥ |
≤ |
||||||
|
一級 |
61 |
30 |
4 |
0.4 |
1.2 |
0.05 |
7 |
|
二級 |
61 |
30 |
5 |
0.5 |
1.5 |
0.05 |
7 |
④氟化鈉(NaF) 氟化鈉是白色粉末,易溶于水。電解槽開動初期,因為其碳素內襯選擇吸收氟化鈉,使電解液分子比急劇下降,那時要用較多的氟化鈉調整分子比。此外,因為裝槽用合成冰晶石的分子比太低,為調整到開動要求的分子比,也需要摻配大量的氟化鈉,氟化鈉的質量級別如表4所示。
|
表4 氟化鈉質量級別(GB4293-84) |
|||||||
|
產品 |
化學成分/% |
||||||
|
級別 |
≥ |
≤ |
|||||
|
|
NaF |
H2O |
SiO2 |
酸度(HF) |
Na2CO3 |
硫酸鹽SO42- |
水中不溶物 |
|
一級 |
98 |
0.5 |
0.5 |
0.1 |
0.5 |
0.3 |
0.7 |
|
二級 |
94 |
1 |
1 |
0.1 |
1 |
0.5 |
3 |
|
三級 |
84 |
1.5 |
|
0.1 |
2 |
2 |
10 |
⑤氟化鈣(CaF2) 氟化鈣是從天然螢石精選出來的,選后的粒度為通過140目的占90%,其中有75%通過200目。氟化鈣是應用較早較普遍的一種添加物,其化學成分占的比例如下:
CaF2 SiO2 A12O3+F2O3 H2O CaCO3
>95% <1.4% <0.5% <0.5% <1.5%
⑥氟化鎂(MgF2) 氟化鎂也是一種添加物,但使用得不太普遍,而且使用時間較氟化鈣晚,入們認為在改善電解質性質方面它是一種比較好的添加物,其化學成分要求如下:
F Mg SiO2 SO42- R2O3 H2O
>45% >32% <0.9% <1.5% <1.0% <1.0%
⑦陽極糊陽極糊是焙燒成旁插或上插槽陽極的原料,在電解過程中氧化鋁分解后產生的氧將陽極的碳素氧化,陽極隨著電解的進程而消耗,由于電解過程連續進行,所以必須定期地添加陽極糊。陽極糊的消耗量很大,僅次于氧化鋁。陽極糊被加入旁插或上插槽中后,借助自身電阻產生的焦耳熱和電解液供給的熱量,自行焙燒成為碳素陽極,所以這兩種陽極叫做連續自焙碳素陽極。鋁工業采用碳素材料做電極,是因它具有良好的導電性和足夠的強度,而且能耐高溫、能抗受氟化物的侵蝕以及貨源廣而且價廉。
陽極糊是在陽極糊車間或碳素工廠中制備的,把在1250℃以上煅燒后粉碎成有一定粒度配比的石油焦或瀝青焦或兩種焦的混合物,同占總量28%-32%的熔融瀝青在混捏鍋或連續混捏機中混捏,混合均勻后倒進鐵制容器或鐵模型中冷卻成型(規格有大有小)或制成小團塊。陽極糊的質量級別如表5所示。
|
表5 陽極糊質量級別(YS/T 284-1998) |
||||||
|
牌號 |
灰分/% |
電阻率/(μΩ·m) |
耐壓強度/(N/m2) |
真密度/(g/cm3) |
體積密度/(g/cm3) |
CO2反應性/[mg/(cm2·h) |
|
≤ |
≥ |
≤ |
||||
|
TY-0 |
0.35 |
70 |
29 |
2 |
1.4 |
80 |
|
TY-1 |
0.45 |
75 |
28 |
1.99 |
1.39 |
95 |
|
TY-2 |
0.6 |
80 |
27 |
1.98 |
1.38 |
110 |
|
TY-3 |
0.8 |
80 |
27 |
1.98 |
1.38 |
110 |
除表5列出的共同要求外,在塑性方面旁插槽陽極糊與上插槽陽極糊的要求有所不同,前者希望陽極糊的流動性小一些,而后者則要求具有足夠的流動性。
⑧陽極塊陽極塊是做預焙槽中的陽極,其性能除取決于制取用生糊質量外,還取決于成型和焙燒的質量。現代的陽極塊一般采取振動成型法成型,成型后的產品送至環式焙燒爐或其他窯中燒成。由于它們加進電解槽以前已被預先焙燒好,所以叫預焙陽極塊。陽極塊的質量要求如表6。
|
表6 預焙陽極塊質量級別(YS/T 285-1998) |
|||||||
|
牌號 |
灰分/% |
電阻率/(μΩ·m) |
熱膨脹率/% |
CO2反應性/[mg/(cm2·h) |
耐壓強度/(N/m2) |
體積密度/(g/cm3) |
真密度/(g/cm3) |
|
≤ |
≥ |
||||||
|
TY-1 |
0.5 |
55 |
0.45 |
45 |
32 |
1.5 |
2 |
|
TY-2 |
0.8 |
60 |
0.5 |
50 |
30 |
1.5 |
2 |
|
TY-3 |
1 |
65 |
0.55 |
55 |
29 |
1.48 |
2 |
2.鋁電解生產的主要設備—鋁電解槽簡介
(1)鋁電解槽的演變在鋁電解工業中,電解槽的大小,一般也稱電解槽的容量,皆以其電流強度的大小表示。鋁電解槽的電流強度,也是經歷了由小到大逐步增加的過程。第二次世界大戰前,世界各國鋁廠的系列電解槽的電流強度,在2-5萬安培,戰后到1952年發展到6-8萬安培。20世紀80年代初期發展到15-20萬安培,目前則已達到30萬安培以上,并已開始研究開發更大容量的電解槽。
①第一階段(初期的預焙槽) 在鋁電解法投入工業生產初期,電解槽很小,電流強度低,使用的陽極是預焙的石墨或碳素制成的,陽極電流密度高達6-7A/cm2,電耗增高至90000 kW.h/t鋁,生產成本高,鋁價昂貴。例如,1888年時用于生產的是4000A的電解槽,電解槽有一個方形陽極,陽極電流密度為6.4A/cm2,槽電壓為10V,電耗為42000kW.h/t鋁。但1933年時電解槽的電流強度就已經達到55000A,有預焙陽極22塊,陽極電流密度降至1.01A/cm2,電耗降至20000 kW.h/t鋁。
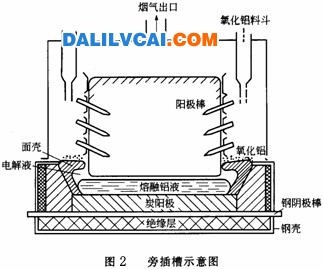
②第二階段(旁插槽) 早在1923年挪威就開始采用8000A的旁插槽。美國在1927年開始用直徑為2.lm、高1.5-1.6m的圓形旁插陽極,其電流強度為25000-30000A。以后旁插槽逐漸發展,直到取代初期預焙槽。當時的旁插槽具有如下特點:
a.陽極數目少,操作簡易,能適應大一些的電流強度;
b.陽極不需預制,省去了成型和焙燒過程,無殘極,陽極成本下降;
c.電解槽安裝了密閉裝置,環保和勞動條件有所改善。
圖2是旁插槽的示意圖。
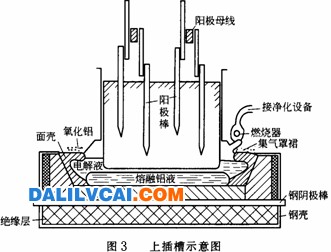
③第三階段(上插槽) 上插槽在20世紀40年代開始試用,60年代初期擴展到一些產鋁國家。與旁插槽相比它的優點是:
a.導電系統進一步有所簡化;
b.電解槽和陽極的操作便于機械化、自動化;
c.集氣罩密閉性好,抽出氣體量小,有利于凈化處理;
d.能適應大一些的電流強度。
上插槽也有嚴重不足之處:
a.電解槽上部結構,陽極提升機等機械設備復雜;
b.二次陽極燒結質量不好,影響生產效率,電耗較大,陽極事故相對較多;
c.在集氣罩里的陽極側部易氧化,易產生裂紋和裂縫。
圖3是上插槽的示意圖。
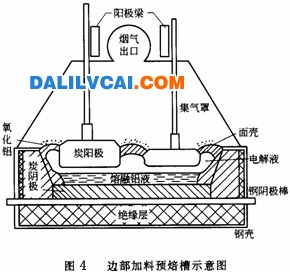
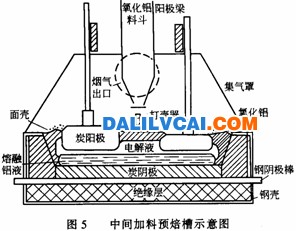
④第四階段(現代預焙槽) 預焙槽有兩種類型,一是邊部加料式(如圖5-7所示),一是中間加料式(如圖5-8所示)。初期預焙槽經過很多改進,并用現代科學技術進行裝備,出現了現代預焙槽,目前世界上新建鋁廠幾乎全部采用現代預焙電解槽。它的優點是,能適應更大的電流強度,電耗更低,上部結構簡單,機械化自動化程度高,環保條件好。缺點是有15%-20%的殘極需處理,陽極要事先預制好,這就使陽極的成本大為提高。圖4和圖5分別為邊部加料預焙槽和中間加料預焙槽的示意圖。
(2)鋁電解槽的構造簡介目前世界上有四種類型電解槽,除連續預焙陽極電解槽外(目前只有法國一家電解鋁廠),現分別就其余三種類型四種結構的電解槽作簡要介紹。
①陽極結構 旁插自焙陽極電解槽的陽極外有用于陽極成型和保護陽極的鋁。鋁殼通常用厚度約為1mm的鋁板制成,沿陽極四周圍成高1m左右的無底方箱狀。在生產過程中鋁殼和陽極碳素一起消耗,定時用鋁鉚釘接合新鋁殼予以補充,陽極糊就加在鋁殼箱內。陽極借助自身的電阻熱和電解質熔液傳給的熱量一邊工作,一邊焙燒成型。陽極側下部釘有鋼制陽極棒,同時起導和承載陽極質量的作用,陽極棒隨陽極消耗而下降,因此,需進行周期性地拔、釘棒工作。最下一排陽極棒的頭部卡入一個特制的U形吊環內,通過用槽鋼焊成的陽極框架及滑輪組吊在陽極提升機的升降裝置上,并通過四個金屬支柱支撐包括陽極在內的整個上部結構的質量。
上插自焙陽極電解槽陽極結構由炭陽極、從上部垂直插在陽極里的陽極棒、陽極框套、集氣罩、燃燒器和陽極主副提升機構組成。陽極主提升機構的螺旋起重器安裝在槽兩端混凝土支柱的橫梁上,陽極副提升機構的螺旋起重器固定在水平陽極母線上。陽極和框套的升降分別由主副提升機構來完成,二者也可相對運動。水平陽極鋁母線和工字鋼是電解槽的承重主梁,陽極棒的作用不僅導電,還要承載陽極的質量。
預焙陽極鋁電解槽有邊部和中間加料兩種。從上面簡圖4、圖5可看出,其差別是后者在兩列預焙陽極塊的中間縫上方裝設有料箱及全套打殼加料(氧化鋁和氟化鹽)裝置。兩種預焙槽其余陽極結構基本相同。由陽極大梁(水平陽極鋁母線)、陽極升降裝置、預焙陽極塊組和其他輔助部分(如陽極卡具、槽罩等)所組成。陽極塊、鋁導桿和鑄鋼爪通過澆鑄磷生鐵把它們聯結成一體。陽極塊在電解過程中逐漸消耗,到一定周期就用新的陽極塊換下不能用的殘極。殘極碳素部分壓脫后破碎,再返回陽極工廠配料制做新陽極。
②陰極結構 幾種類型的電解槽陰極結構基本相同,電解槽下部金屬槽殼和槽殼內的裝砌部分屬陰極結構。槽殼分為無底和有底兩種。因此,鋁電解槽又有無底槽和有底槽之分,無底槽通常是用地腳螺栓固定在混凝土基礎上,而有底槽槽殼通常又分為臂撐式、框架式和搖籃式三種,其目的是要讓陰極槽殼鋼結構有足夠的強度。
鋁電解槽陰極結構通常由槽基礎、鋼槽殼、槽內襯隔熱保溫及絕緣材料、槽內襯碳素材料(側部炭塊、陰極炭塊組等)、陰極母線等組成。
3.國內外鋁工業技術發展
(1)鋁電解槽槽型分布情況工業鋁電解槽分為自焙陽極鋁電解槽和預焙陽極鋁電解槽兩種。自焙陽極鋁電解槽又分為上插式自焙槽和旁插式自焙槽。
霍爾一埃魯鋁電解工藝自發明一百多年來,經歷了預焙一自焙一預焙槽的發展歷程,尤其是近50年來,隨著世界鋁工業科技的不斷進步,鋁電解槽從落后的50-60kA側插自焙陽極電解槽逐步發展到今天擁有各項先進技術的超大容量預焙陽極電解槽。高效節能、自動化程度高、環境保護效果好的大型點式下料預焙陽極電解槽的采用,極大地促進了世界原鋁工業的迅猛發展。表7列出了1996年全球電解鋁廠采用的技術。
|
表7 1996年全球電解鋁廠采用的技術 |
|||||||||
|
地區 |
總產能/kt |
現代預焙槽鋁廠 |
預焙槽鋁廠 |
上插槽鋁廠 |
旁插槽鋁廠 |
||||
|
|
|
|
|
|
|
|
|
||
|
美國 |
3973 |
|
|
3152 |
79.5 |
418 |
10.5 |
403 |
10 |
|
經濟合作發展組織 |
|
|
|
|
|
|
|
|
|
|
加拿大 |
2060 |
1191 |
57 |
230 |
11.1 |
508 |
24.7 |
131 |
6.4 |
|
其余國家 |
5585 |
1975 |
35.6 |
2970 |
52.9 |
640 |
11.5 |
|
|
|
合計 |
7645 |
3166 |
41.4 |
3200 |
41.9 |
1148 |
15 |
131 |
1.7 |
|
東歐 |
4321 |
518 |
12 |
1103 |
25.5 |
2052 |
47.5 |
648 |
15 |
|
發展中國家 |
|
|
|
|
|
|
|
|
|
|
歐佩克 |
940 |
565 |
60 |
375 |
40 |
|
|
|
|
|
非洲 |
1415 |
880 |
62.2 |
365 |
25.8 |
170 |
12 |
|
|
|
南美 |
2352 |
450 |
19.1 |
1441 |
61.3 |
380 |
16.1 |
81 |
3.4 |
|
中國、印度及太平洋周邊國家 |
2628 |
603 |
23 |
1338 |
50.9 |
193 |
7.3 |
494 |
18.8 |
|
合計 |
7335 |
2498 |
34 |
3519 |
48 |
766 |
10.4 |
575 |
7.6 |
|
總計 |
23274 |
6182 |
26.6 |
10974 |
42.2 |
4384 |
18.8 |
1757 |
7.4 |
(2)電解鋁工業的技術發展世界電解鋁工業技術從1948年到1998年50年來,由50-60kA自焙槽發展到先進的大容量預焙槽,達到的技術水平和取得的經濟效果,主要幾點如下:
a.電解槽容量由50-60kA經過40年發展到300-325kA;
b.電流效率由85%提高到95%左右;
c.直流電耗由每噸鋁18500-19000kW.h降低到12900-14000kW.h;
d.電解槽的單位面積產鋁量增加了5-10倍;
e.槽壽命由50年前的600天提高到2500-3000天;
f.由于上述的技術進步,50年來,每噸鋁的絕對成本降低了400美元。
國際上高效節能大型現代化預焙陽極鋁電解槽系列已達到了下列指標:
電解槽容量 180-300kA
電流效率 ≥94.5%
單槽日產原鋁量 ≥1361kg
直流電耗 (13300±200)kW.h/t Al
陽極凈耗 400kg/t Al
陽極效應系數 ≤0.2次/(槽舊)
陰極壓降 0.350 V
槽壽命 3000天
氟化物排放量 0.5-1.0kg/t AI
中國鋁電解技術水平自20世紀80年代起有了很大的提高,在學習國外先進技術的同時,中國自行開發和應用了160kA, 180kA, 200kA系列電解槽成套技術和裝備,并且研制開發了超大容量280kA和320kA工業試驗鋁電解槽技術,各項技術經濟指標正朝著世界先進水平邁進。
當前中國成熟、先進的大型預焙鋁電解槽各項技術經濟指標如下:
電解槽容量 186-200kA
電流效率 >93%
單槽日產原鋁量 >1392kg
直流電耗 (13450±100)kW.h/t AI
陽極凈耗 430-450kg/t Al
陽極效應系數 0.3次/(槽·日)
槽壽命 1500-1800天
氟化物排放量 <1.0kg/t Al
4.鋁電解生產環境保護
(1)電解鋁生產有害煙氣對環境的影響 近年來,入們對霍爾一埃魯鋁電解法生產過程中逸出的有害煙氣及煙塵給全球,本地區以及周圍環境造成的嚴重污染越來越重視。電解鋁生產過程產生的有害煙氣主要是CO2,以及以HF氣體為主的氣一固氟化物(包括陽極效應發生時排出的CF4和C2F6)、PAH(多環芳香烴)、SO2等。最近,近代鋁電解槽環境污染與治理技術水平的最新觀點指出了這些有害煙氣對環境的影響。
①CO2氣體對全球溫室效應的影響 由于當代鋁電解生產煙氣治理采用的凈化系統對逸出的CO2不作任何處理,伴隨天空中的水蒸氣一道對全球的溫室效應產生了較大的影響。要徹底解決這一問題,只有采用惰性陽極和水力發電相結合的方法。表8列出了電廠和鋁廠單位產鋁量疊加和分別排出的CO2氣體質量。
|
表8 采用霍爾-埃魯法和惰性陽極法兩種工藝條件下電廠/鋁廠疊加和分別的CO2排放量 |
||||||
|
項目 |
霍爾-埃魯法 |
惰性陽極性 |
||||
|
水電 |
火電(天然氣) |
水電(煤) |
水電 |
火電(天然氣) |
水電(煤) |
|
|
電解產生的CO2/(t/t Al) |
1.74 |
1.74 |
1.74 |
0 |
0 |
0 |
|
電廠產生的CO2/(t/t Al) |
0 |
6.16 |
15.4 |
0 |
4.8 |
12 |
|
CO2總逸出量(t/t Al) |
1.74 |
7.9 |
17.14 |
0 |
4.8 |
12 |
②CF4和C2F6對全球溫室效應的影響 在電解槽陽極效應發生時產生的CF4和C2F6雖然對生、植物無毒副作用,對同溫臭氧層不產生影響,但都對全球的溫室效應起作用。由于其在空氣中的超穩定性,故影響程度是CO2的6500-10000倍。根據最近對預焙槽的測量發現,每天每分鐘陽極效應產出的每噸鋁有0.12kg CF4逸出,自焙槽的逸出量約為預焙槽的2/3左右。減少CF4和C2F6的最主要對策是減少陽極效應的發生。目前,許多國家都規定鋁廠電解槽的陽極效應頻率必須降到0.2次/(日·槽)以下,有的鋁廠甚至達到0.05次/(日·槽)。
③SO2氣體產生的區域性空氣污染 逸出的SO2與空氣中水分反應形成“酸雨”,解決的辦法是采用含硫低的石油焦或采用濕法凈化系統。對含硫2.4%的預焙陽極塊進行了測量,結果發現每噸鋁有1kg左右的COS氣體逸出,進入大氣后被氧化成SO2,其余95%以上的硫直接以SO2氣體逸出,總量相當于CO2逸出量的3%。
④氟化物、PAH對周圍環境的影響 由于電解逸出的氟化物對生物和植物的影響已被較早認識,所以,近二十年來世界鋁工業在環境治理和煙氣凈化方面所采取的措施對減少氟的排放取得了很大的進展。歐洲原鋁工業的氟排放量已從1974年的約3.8kg/t A1減少到1994年的0.7-0.8kg/t Al,目前有些國家已達到0.4-0.5kg/t Al。從某種角度來說,其危害幾乎已不存在。
PAH的產生,主要來自自焙槽生產過程中產生的瀝青煙。在現代化預焙陽極電解槽的鋁廠,幾乎沒有PAH,只是在筑爐扎熱糊時有少量逸出。
(2)電解煙氣治理工藝與水平電解鋁生產煙氣治理分為干法和濕法兩種。目前,國際上干法凈化采用的形式主要有以下幾種:
①煙道直接加入A12O3吸附法(加拿大Alcan);
②文丘里反應器法(法國空氣公司);
③VRI法(美國PEC公司);
④沸騰床法(美國Alcoa);
⑤特殊管道化法(挪威Flakt)。
由于濕法凈化存在二次污染以及流程復雜等因素,所以含氟煙氣的凈化很少用濕法凈化。在海邊的鋁廠(如歐洲的一些鋁廠),特別是采用高硫石油焦生產的陽極工廠和自焙槽鋁廠,為了滿足當地嚴格的環境保護要求,用海水洗滌逸出的SO2等有害氣體;而內陸地區的鋁廠,一般不采用。
世界上先進的現代化預焙陽極電解槽鋁廠經環境治理后典型的有害物排放指標如下:
CO2 1.6t/t Al(含陽極制造)
氟化物 0.5kg/t Al
CF4 0.05kg/t Al
5.精鋁生產
Na2AlF6-A12O3熔融鹽電解所得的鋁,含鋁量一般不超過99.8%,稱為原鋁;含鋁99.99%-99.996%者為精鋁;含鋁99.999以上者為高純鋁;含鋁99.9999%以上的為超純鋁。我國目前通行的精鋁質量標準見表9。
|
表9 精鋁質量標準 |
|||||
|
元素 |
含鋁量(≥)/% |
Fe/% |
Si/% |
Cu/% |
Fe,Si,Cu |
|
品位 |
(總和)/%≤ |
||||
|
高一級品 |
99.996 |
0.0015 |
0.0015 |
0.001 |
0.004 |
|
高二級品 |
99.99 |
0.003 |
0.0025 |
0.005 |
0.01 |
|
高三級品 |
99.97 |
0.015 |
0.015 |
0.005 |
0.03 |
|
高四級品 |
99.93 |
0.04 |
0.04 |
0.015 |
0.07 |
鋁是導磁性非常小的物質,在交變磁場中具有良好的電磁性能,純度愈高,其導磁性越小和低溫導電性越好。所以精鋁及高純鋁在低溫電工技術、低溫電磁構件和電子學領域內有著特殊的用途。
鋁的精煉方法甚多,其中最主要的是三層液電解精煉法和區域熔煉法。
(1)三層液電解精煉三層液電解精煉法最早由A.G.Betts于1905年提出,后來經Hoopes推薦,于1922年第一次在工業上得到應用。長期以來,電解精煉的原理沒有根本變化,只是電解槽結構和電解質組成有所改變。
圖6為三層液鋁精煉電解槽的示意圖。
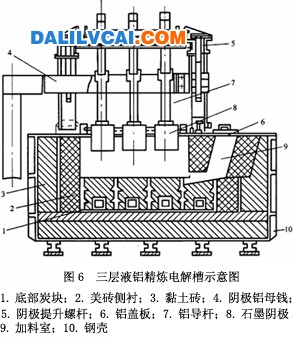
在精煉槽槽膛內,有三層液體。最下層為陽極合金,由待精煉的原鋁和加重劑銅組成,由于其密度較大(3.2-3.5g/cm3),故它沉在槽底,與槽底部陽極炭塊相連;中間一層為電解質,一般由Na3AIF6、AIF3、BaC12組成,密度為2.5-2.7g/cm3,比陽極合金輕,但比鋁重,居于中間層;最上面一層為精煉所得的精鋁,密度約為2.3g/cm3,與石墨陰極(或固體鋁陰極)相連接。
鋁的熔鹽電解精煉,是一種用可溶性陽極的電冶金過程,它和水溶液電解精煉金屬相似。其基本原理是:電解時,陽極Al-Cu合金中的鋁失去電子,發生電化學陽極溶解而成為Al3+進入電解質,然后Al3+在陰極上得到電子,進行電化學還原。即:
陽極上 Al(l) -→A13++3e
陰極上 A13++3e→Al(l)
比鋁正電性的雜質,如Si、Fe、Cu等不發生陽極溶解,而殘留在陽極合金中;比鋁負電性的雜質,如Na、Ca、Mg等雖然發生陽極溶解,以相應的離子進入電解質,但由于它們的析出電位比鋁高,在一定的A13+濃度、電解溫度和電流密度下,都不會在陰極上析出,而殘留在電解質中,從而達到原鋁精煉的目的。
(2)區域焙煉區域焙煉則是用來制取高純鋁的冶煉方法,如與有機溶液電解精煉法相結合,可制取超純鋁。
區域焙煉法是將已精煉得到的精鋁(99.99%-99.996%),鑄成細條錠,將其表面氧化膜用高純鹽酸和硝酸除去后,放入光譜純石墨舟中,再將裝有鋁錠的石墨舟放入石英管中(管內抽真空),然后順著石英管外部緩慢移動電阻加熱器加熱,在鋁錠上造成一個25-30mm狹窄熔區,熔區溫度750℃,重復區熔12-15次,所得產品純度則可達99.999%以上。
(三)原鋁工業的發展方向
1.國際原鋁工業
美國政府委托美國能源部和全美鋁協會編制的《美國原鋁工業的技術發展戰略》,是美國政府指導原鋁工業長遠技術發展的規劃文件,其中提出了美國鋁工業范疇執行的目標和原鋁行業執行的目標,這對全球鋁工業的發展方向具有一定的參考價值。其中有關原鋁工業發展內容摘錄如下:
①5-10年內將鋁的產量提高25%;
②5年內在汽車市場中增加鋁的用途40%;
③5年內在非汽車運輸交通中增加40%的市場;
④5年內在基礎結構的建筑中增加50%的用途;
⑤3-5年內,電流效率提高到97%;
⑥3-5年內電耗降到13000 kW.h/t Al;
⑦3-5年內有效地降低陽極效應系數,大幅度降低氟碳化合物的排放量,以降低對大氣溫室效應的嚴重影響。
2.霍爾一埃魯預焙陽極電解技術的革命
①TiB2-G陰極元件電解槽的設計;
②可泄流式電解槽的開發;
③惰性陽極的開發;
④新工藝、新技術的研究與開發。



