1 范圍
本部分規定了隔熱鋁合金建筑型材的要求、試驗方法、檢驗規則、標志、包裝、運輸、貯存及合同內容等。
本部分適用于穿條式或澆注式復合的隔熱鋁合金建筑型材。
其他行業用的隔熱鋁合金型材可參照執行本部分。
2 規范性引用文件
下列文件中的條款通過本部分的引用而成為本部分的條款。凡是注日期的引用文件,其隨后所有的修改單(不包括勘誤的內容)或修訂版均不適用本部分,然而,鼓勵根據本部分達成協議的各方面研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于本部分。
GB/T 3199 鋁及鋁合金加工產品 包裝、標志、運輸、貯存
GB 5237.1—2004 鋁合金建筑型材 第l部分:基材
GB 5237.2—2004 鋁合金建筑型材 第2部分:陽極氧化、著色型材
GB 5237.3—2004 鋁合金建筑型材 第3部分:電泳涂漆型材
GB 5237.4—2004 鋁合金建筑型材 第4部分:粉末噴涂型材
GB 5237.5—2004 鋁合金建筑型材 第5部分:氟碳漆噴涂型材
GB/T 6682 分析實驗室用水規格和試驗方法
YS/T 436 鋁合金建筑型材圖樣圖冊
YS/T 459—2003 有色電泳涂漆鋁合金建筑型材
3 術語、定義
下列術浯和定義適用于GB 5237的本部分。
3.1
隔熱材料 thermal barrier
用以連接鋁合金型材的低熱導率的非金屬材料。
3.2
穿條式 insertion methodology
通過開齒、穿條、滾壓工序,將條形隔熱材料穿入鋁合金型材穿條槽內,并使之被鋁合金型材牢固咬合的復合方式。
3.3
澆注式 poured and debridged methodology
把液態隔熱材料注入鋁合金型材澆注槽內并固化,切除鋁合金型材澆注槽內的臨時連接橋使之斷開金屬連接,通過隔熱材料將鋁合金型材斷開的兩部分結合在一起的復合方式。
3.4
隔熱型材 thermal barrier profiles
以隔熱材料連接鋁合金型材而制成的具有隔熱功能的復合型材。
3.5
特征值 characteristic values
根據75%置信度對數正態分布,按95%的保證概率計算的性能值。
4 要求
4.1 產品分類
4.1.1 類別
產品按力學性能特性分為A、B兩類,如表1所示。
表1
|
類 別
|
力學性能特性
|
復合方式
|
|
A
|
剪切失效后不影響橫向抗拉性能
|
穿條式、澆注式
|
|
B
|
剪切失效將引起橫向抗拉失效
|
澆注式
|
4.1.2 截面圖樣
產品橫截面圖樣應符合YS/T 436的規定,或由供需雙方另行簽定。
4.1.3 標記
產品標記按產品名稱、產品類別、隔熱型材截面代號、隔熱材料代號、鋁合金型材的牌號和狀態及表面處理方式(用與該表面處理方式相對應的GB 5237.2~5237.5—2004分部分的順序號表示,有色電泳涂漆型材也采用“3”標識其表面處理方式)、隔熱材料高度、產品定尺長度和本部分編號的順序表示。
示例如下:
示例l:
用6063合金制造的、供應狀態為T5、表面分別采用電泳涂漆處理和粉末靜電噴涂處理的兩根鋁型材以穿條方式與隔熱材料PA56GF25(高度14.8 mm)復合制成的A類隔熱型材(截面代號561001、定尺長度6 000 mm),標記為:
隔熱型材A561001PA66GF25 6063?T5/3-4 14.8 ×6 000 GB 5237.6—2004
示例2:
用6063合金制造的、供應狀態為T5、表面經陽極氧化處理的鋁型材采用澆注方式與隔熱材料PU(高度9.53 mm)復合制成的B類隔熱型材(截面代號561001、定尺長度6 000 mm),標記為:
隔熱型材B56100lPU 6063-T5/2 9.53X 6 000 GB 5237.6—2004
4.2 鋁合金型材
隔熱型材用的鋁合金型材,應符合GB 5237.2~5237.5—2004和(或)YS/T 459—2003的相應規定。
4.3 隔熱材料
隔熱型材用的隔熱材料,應符合附錄A的規定。
4.4 產品尺寸偏差
產品尺寸偏差應符合GB 5237.1—2004第5.4.1條~5.4.9條的規定,產品中部隔熱材料按金屬實體對待。
4.5 產品性能
4.5.1 產品縱向剪切試驗和橫向拉伸試驗結果應符合表2的規定。需方對產品抗扭性能有要求時,可供需雙方商定具體性能指標,并在合同中注明。
4.5.2 高溫持久負荷試驗和熱循環試驗結果應符合表2的規定。
4.6 產品外觀質量
4.6.1 穿條式隔熱型材復合部位允許涂層有輕微裂紋,但不允許鋁基材有裂紋。
4.6.2 澆注式隔熱型材去除金屬臨時連接橋時,切口應規則、平整。
表2
|
試驗項目
|
復合方 法
|
試驗結果a
|
||||||
|
縱向抗剪特征值
/(N/mm)
|
橫向抗剪特征值
/(N/mm)
|
隔熱材料變形量平均值
|
||||||
|
室溫
|
低溫
|
高溫
|
室溫
|
低溫
|
高溫
|
|||
|
縱向剪切試驗
橫向拉伸試驗
|
穿條式
|
≥24
|
≥24
|
≥24
|
≥24
|
—
|
—
|
|
|
澆注式
|
≥24
|
≥24
|
≥24
|
≥24
|
≥24
|
≥12
|
—
|
|
|
高溫持久負荷試驗
|
穿條式
|
—
|
—
|
—
|
—
|
≥24
|
≥24
|
≤0.6
|
|
熱循環試驗
|
澆注式
|
≥
|
—
|
—
|
—
|
—
|
—
|
≤0.6
|
|
a 經供需雙方商定,可不進行產品的性能試驗,準許產品性能通過相似產品進行推斷(參見附錄C),而相似產品的性能試驗結果應符合表中規定。
|
||||||||
4.7 其他
需方對產品有其他特殊質量要求時,應供需雙方協商,并在合同中注明協商結果。
5 試驗方法
5.1 鋁合金型材的檢測方法
鋁合金型材質量按GB 5237.2~5237.5?2004和(或)YS/T 459—2003的相應規定進行檢測。
5.2 隔熱材料的檢測方法
隔熱材料按附錄A的規定進行檢測。
5.3 產品尺寸偏差的檢測方法
產品尺寸采用相應精度的卡尺、千分尺、R規、塞尺、鋼卷尺等工具進行測量。表面經粉末噴涂或氟碳漆噴涂處理的產品,其橫截面尺寸偏差需在去除表面涂層后測定。
5.4 產品性能檢測方法
5.4.1 試樣狀態調節
進行產品性能試驗前,試樣需在室溫(23℃±2℃)、50%±10%濕度的試驗室內存放48 h。
5.4.2 試驗溫度
5.4.2.1 穿條式產品試驗溫度
室溫:(+23±2)℃、低溫:(-20±2)℃、高溫:(+80±2)℃。
5.4.2.2 澆注式產品試驗溫度
室溫:(+23±2)℃、低溫:(-29±2)℃、高溫:(+70±2)℃。
5.4.3 縱向剪切試驗方法
5.4.3.1 試驗裝置
試驗夾具應能夠有效防止試樣在加載時發生旋轉或偏移,作用力宜通過剛性支承傳遞給型材截面,既要保證負載的均勻性,又不能與隔熱材料相接觸。試驗裝置示意圖參見圖1。
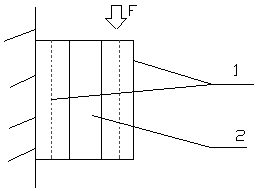
1—鋁型材
2—隔熱材料
5.4.3.2 試驗操作
用夾具將試樣夾好,試樣在試驗溫度下(5.4.2)放置10 min后,以1 mm/min~5 mm/min的加載速度加載進行剪切試驗,所加的載荷和相應的剪切位移應做記錄,直至最大載荷出現,或隔熱材料與鋁型材出現2.0 mm的剪切滑移量(此時稱剪切失效)。滑移量應直接在試樣上測量。
5.4.3.3 計算
按公式(1)計算各試樣單位長度上所能承受的最大剪切力,再按公式(2)計算試樣縱向抗剪特征值。
T=Fmax/L ——————(1)
式中:
T—試樣單位長度上所能承受的最大剪切力,單位為牛頓每毫米(N/mm);
L—試樣長度,單位為毫米(mm);
Fmax—最大剪切力,單位為牛頓(N)。
Tc=T-2.02 X S (2)
式中:
Tc—縱向抗剪特征值,單位為牛頓每毫米(N/mm):
T—10千試樣單位長度上所能承受最大剪切力的平均值,單位為牛頓每毫米(N/mm);
S—相應樣本估算的標準差,單位為牛頓每毫米(N/mm)。
5.4.4 橫向拉伸試驗方法
5.4.4.1 試驗裝置
試驗夾具應能夠有效防止試樣由于裝夾不當造成的破壞(如在加載初始,型材即發生撕裂等破壞),試驗裝置示意圖參見圖2。
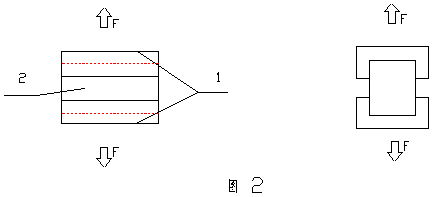
1—鋁型材;
2—隔熱材料。
5.4.4.2 試樣
A類隔熱型材試樣需先通過室溫縱向剪切失效(見5.4.3條,隔熱材料與鋁型材間出現2.0 mm的剪切滑移。)再做橫向拉伸試驗;B類型材試樣不通過室溫縱向剪切失效,直接做橫向拉伸試驗。
5.4.4.3 試驗操作
將試樣用夾具夾好。試樣在設定的試驗溫度(5.4.2)下放置10 min后,以1 mm/min~5 mm/min的拉伸速度加載做拉伸試驗,直至試樣抗拉失效(出現型材撕裂或隔熱材料斷裂或型材與隔熱材料脫落等現象),測定其最大載荷。
5.4.4.4 計算
按公式(3)計算各試樣單位長度上所能承受的最大拉伸力,再按公式(4)計算橫向抗拉特征值。
Q=Fmax/L (3)
式中:
Q—試樣單位長度上所能承受的最大拉伸力,單位為牛頓每毫米(N/mm);
L—試樣長度,單位為毫米(mm);
Fmax—最大拉伸力,單位為牛頓(N)。
Qc= Q-2.02X S (4)
式中:
Qc—橫向抗拉特征值,單位為牛頓每毫米(N/mm);
Q—10個試樣單位長度上所能承受最大拉伸力的平均值,單位為牛頓每毫米(N/mm);
S—相應樣本估算的標準差,單位為牛頓每毫米(N/mm)。
5.4.5 抗扭試驗方法
5.4.5.1 試驗裝置
試驗夾具應能夠有效防止試樣在加載時發生旋轉或移動,加載作用點應在隔熱材料和鋁合金型材結合表面外側,澆注式隔熱材料應將澆注面朝上裝夾,試驗裝置示意圖參見圖3。
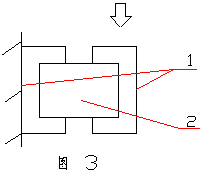
l—鋁型材;
2—隔熱材料。
5.4.5.2 試驗操作
將試樣夾好,試樣在設定的試驗溫度(5.4.2)下放置10 min后,以5 mm/min加載速度加載進行抗扭試驗,直至最大載荷出現,或試樣被扭折、扭裂或扭開。
5.4.5.3 計算
按公式(5)計算力矩。
M = FmaxX L0 (5)
式中:
M—力矩,單位為千牛毫米(kN?mm);
Fmax—最大載荷,單位為千牛(kN);
L0—一從隔熱材料高度二分之一處到作用力的距離,單位為毫米(mm)。
5.4.6 高溫持久負荷試驗方法
5.4.6.1 試樣
A類隔熱型材試樣需先通過室溫縱向剪切失效(見5.4.3條,隔熱材料與鋁型材間出現2.0 mm的剪切滑移)。可采用5.4.3條的室溫縱向剪切試驗失效的試樣。
5.4.6.2 試驗操作和計算
試樣在溫度80℃±2℃和(10±0.5)N/mm橫向拉伸連續載荷作用下經過l 000 h后,測定各試樣隔熱材料的變形量,計算所有試樣的變形量平均值,再按5.4.4對這些試樣進行低溫、高溫的橫向拉伸試驗。并按公式(3)計算各試樣單位長度上所能承受的最大拉伸力,再按公式<4)分別計算低溫、高溫橫向抗拉特征值。
5.4.7 熱循環試驗方法
5.4.7.1 試樣
隔熱型材試驗前,需先將試樣存放在室溫(固化)168 h后,再將試樣按5.4.1條規定進行狀態調節。
5.4.7.2 試驗操作和計算
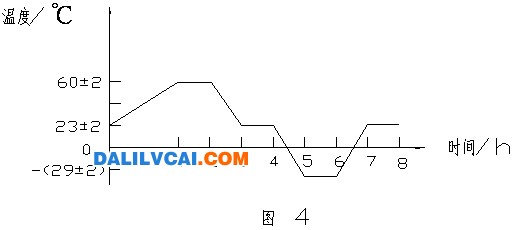
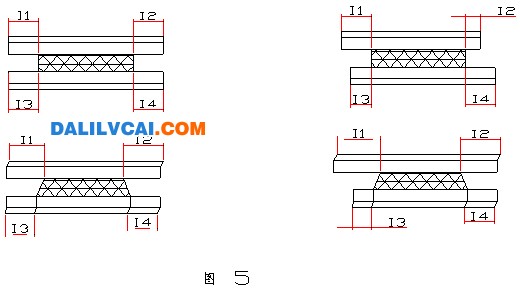
試樣按圖4所示的熱循環曲線重復試驗,試驗的循環次數根據隔熱型材的不同用途進行選擇(用于住宅進行30次循環;用于商業建筑進行60次循環;用于幕墻建筑進行90次循環)。在室溫中平衡調節8h,用刻度值為0.02 mm游標卡尺測量其兩端隔熱材料的I1、I2、I3、I4個讀數值總和除以4,所得值為變形量,計算這些試樣的變形量平均值(可能產生如圖5所示4種變形情況之一)。然后從每個試樣中截取長度為100 mm±l mm的剪切試樣,按5.4.3做室溫縱向剪切試驗,并按公式(1)計算各試樣單位長度上所能承受的最大剪切力,再按公式(2)計算試樣室溫縱向抗剪特征值。
5.5 產品外觀質量的檢測
外觀質量以目視檢查。
6 檢驗規則
6.1 檢查和驗收
6.1.1 隔熱型材應由供方技術監督部門進行檢驗,保證產品質量符合本部分的規定,并填寫質量證明書。
6.1.2 需方可對收到的產品按本部分的規定進行復驗。復驗結果與本標準及訂貨合同的規定不符時,應以書面形式向供方提出,由供需雙方協商解決。屬于表面質量及尺寸偏差的異議,應在收到產品之日起一個月內提出,屬于其他性能的異議,應在收到產品之日起三個月內提出。如需仲裁,仲裁取樣應由供需雙方共同進行。
6.2 組批
隔熱型材應成批提交驗收,每批應由同一牌號和狀態的鋁合金型材與同一種隔熱材料通過同一種復合工藝制作成的同一類別、規格和表面處理方式的隔熱型材組成。
6.3 出廠檢驗
每批產品出廠前應對鋁合金型材、產品尺寸偏差、產品室溫縱向抗剪特征值、產品外觀質量進行檢驗。
6.4 型式檢驗
有下列任一情況時,應按本部分規定的要求進行產品的型式檢驗:
a) 新產品試制鑒定時;
b) 正式生產后,如結構、材料、工藝有較大改變,可能影響產品性能時:
c) 連續二年未進行型式檢驗時。
6.5 取樣
隔熱型材的試樣端頭應平整,取樣應符合表3的規定。
表3
|
檢驗項目
|
取樣規定
|
要求的章條號
|
試驗方法的章條號
|
|
鋁合金型材的檢測
|
生產廠在復合前取樣,需方可在隔熱型材產品上直接取樣。取樣符合GB 5237.2~5237.5—2004或YS/T 459—2003相應產品規定
|
4.2
|
5.1
|
|
隔熱材料的檢測
|
供需雙方協商
|
4.3
|
5.2
|
|
產品尺寸偏差檢測
|
符合GB 5237.1—2004中表13的規定
|
4.4
|
5.3
|
|
產品縱向剪切試驗
|
每項試驗應在每批2根,每根于中部和兩端各切取5個試樣,并做標識。將試樣均分三份(每份至少包括3個中部試樣),分別用于低溫、室溫、高溫試驗。試樣長100mm±1mm,拉伸試驗試樣的長度允許縮短至18mm
|
4.5
|
5.4.3
|
|
產品橫向拉伸試驗
|
5.4.4
|
||
|
產品抗扭試驗
|
5.4.5
|
||
|
產品高溫持久負荷試驗
|
每批取4根,每根于中部切取1個試樣,于兩端分別切取2個試樣,對試樣進行標識。將試樣均分二份(每份包括2個中部試樣),分別用于低溫、高溫拉伸試驗。試樣長100mm±1mm
|
4.5
|
5.4.6
|
|
產品熱循環試驗
|
每批取2根,每根于中部切取1個試樣,于兩端分別切取2個試樣,試樣長305mm±1mm
|
4.5
|
5.4.7
|
|
產品外觀質量
|
逐根檢查
|
4.6
|
5.5
|
6.6 檢驗結果的判定
檢驗結果的判定符合表4規定。
表4
|
不合格的檢驗項目
|
檢驗結果的判定
|
|
鋁合金型材的檢測
|
按GB 5237.2~5237.5—2004或YS/T 459—2003相應產品的檢驗結果判定原則判定
|
|
隔熱材料的檢測
|
供需雙方協商
|
|
產品尺寸和外觀質量的檢測
|
判該根不合格,該批其余產品逐根檢驗,合格者交貨
|
|
產品縱向剪切試驗
|
從該批產品中另取4根型材,每兩根型材為一組,每組按表3取樣進行重復試驗。如仍有特征值不合格,判該批產品不合格
|
|
產品橫向拉伸試驗
|
|
|
產品抗扭試驗
|
|
|
產品高溫持久負荷試驗
|
變形量不合格時,判該批產品不合格。特征值不合格時,從該批產品中另取雙倍數量的型材,均分作兩組,每組按表3取樣進行重復試驗。如仍有特征值不合格,判該批產品不合格
|
|
產品熱循環試驗
|
7 標志、包裝、運輸、貯存
7.1 標志
在檢驗合格的產品上,應附有如下內容的標簽(或合格證):
a) 供方技術監督部門的檢印;
b) 供方名稱、商標;
c) 型材牌號和狀態;
d) 隔熱材料名稱或代號;
e) 產品名稱、類別、橫截面圖樣和表面處理方式;
f) 生產日期或批號;
g) 本部分編號;
h) 生產許可證編號。
7.2 包裝、運輸、貯存
產品的包裝、運輸、貯存應符合GB/T 3119的規定。
7.3 質量保證書
每批隔熱型材應附有產品質量證明書,其上注明:
a) 供方名稱、地址、電話、傳真;
b) 型材牌號和狀態;
c) 隔熱材料名稱或代號;
d) 產品名稱、類別、規格和表面處理方式;
e) 生產日期或批號;
f) 凈重或產品根數;
g) 各項分析檢驗結果和供方技術監督部門的印章;
h) 本部分編號。
8 訂貨單(或合同)內容
訂購本部分所列材料的訂貨單(或合同)內應包括下列內容:
a) 產品名稱、復合方式、類別、規格和表面處理方式;
b) 鋁型材牌號和狀態;
c) 隔熱材料名稱或代號;
d) 產品表面涂層種類、等級、光澤、顏色等有關要求;
e) 產品尺寸允許偏差精度等級;
f) 凈重或產品根數;
g) 對扭矩、剪切彈性模量、抗彎截面模量、慣性矩、傳熱系數等產品性能的要求;
h) 特殊的試驗要求(如老化試驗);
i) 特殊的包裝方式要求;
j) 本部分編號。
附 錄 A
(規范性附錄)
隔 熱 材 料
A.1 范圍
本附錄規定了隔熱鋁合金建筑型材用隔熱材料的質量要求、試驗方法、取樣方法及檢驗結果的判定。
本附錄適用于穿條式或澆注式復合的隔熱鋁合金建筑型材。
A.2 要求
A.2.1 隔熱材料室溫橫向拉伸試驗、水中浸泡試驗、濕熱試驗、脆性試驗和應力開裂試驗的結果均應符合表A.1的規定。
表A.1
|
試驗項目
|
試驗結果
|
|
室溫橫向拉伸試驗
|
橫向抗拉特征值≥24N/mm
|
|
水中浸泡試驗、濕熱試驗
|
橫向抗拉特征值≥24N/mm。與此前的室溫橫向拉伸試驗結果相比,橫向抗拉特征值降低量不超過30%
|
|
脆性試驗
|
與此前的室溫橫向拉伸試驗結果相比,橫向抗拉特征值降低量不超過30%
|
|
應力開裂試驗
|
用肉眼觀察孔口不得出現裂紋
|
A.2.2 隔熱材料的尺寸、表面質量、物理性能及其他力學性能要求由供需雙方議定,并在訂購合同注明。
A.3 試驗方法
A.3.1 試樣狀態調節
下列各項試驗前,試樣需在室溫(23℃±2℃)、50%±10%濕度的試驗室內存放24 h。
A.3.2 室溫橫向拉伸試驗方法
取10個試樣進行室溫(23℃±2℃)橫向拉伸試驗,拉伸速度為1 mm/min~5 mm/min。按正文的公式(3)計算試樣單位長度上所能承受的最大拉伸力,再按正文公式(4)計算橫向抗拉特征值。
A.3.3 水中浸泡試驗方法
A.3.3.1 將20個試樣放入GB/T 6682規定的三級水(溫度為23℃±2℃)中1 000 h后取出,進行試樣狀態調節(A.3.1),從中分取低溫、高溫橫向拉伸試驗用試樣各l0個。
A.3.3.2 試樣在設定的試驗溫度(正文5.4.2)下穩定后,以l mm/min~5 mm/min的拉伸速度進產拉伸試驗。
A.3.3.3 按正文的公式(3)計算這些試樣單位長度上所能承受的最大拉伸力,再按正文公式(4)分別計算低溫、高溫橫向抗拉特征值,并分別與室溫橫向拉伸試驗(A.3.2)測得的特征值進行比較。
A.3.4 濕熱試驗方法
取10個試樣,在濕度大于90%的高溫(穿條式產品的隔熱材料溫度為85℃±5℃;澆注式產品的隔熱材料溫度為75℃±5℃)環境中放置96 h后,進行試樣狀態調節(A.3.1),再進行室溫(23℃±2℃)橫向拉伸試驗,拉伸速度為l mm/min~5 mm/min。按正文公式(3)計算這些試樣單位長度上所能承受的最大拉伸力,再按正文公式(4)計算橫向抗拉特征值,并與室溫橫向拉伸試驗(A.3.1)測得的特征值進行比較。
A.3.5 脆性試驗方法
取10個試樣,放入測試環境腔中,在-10℃±2℃,以200 mm/min 的拉伸速度進行橫向拉伸試驗。
按正文的公式(3)計算試樣單位長度上所能承受的最大拉伸力,再按正文公式(4)計算抗拉特征值。并與室溫橫向拉伸試驗(A.3.1)測得的特征值進行比較。
A.3.6 應力開裂試驗方法
A.3.6.1 試樣的制備
取10個試樣,試樣長度為100 mm、厚度≥l mm。試樣應清潔,無影響測試效果的油脂、水及其他雜質。在每個試樣上加工4個直徑為3.00 mmm±0.05mm的孔。孔中心線應與試樣平面垂直,孔與孔之間及孔與試樣長度方向的邊緣之間距離應≥15 mm。
A.3.6.2 試驗裝置及測量工具
A.3.6.2.1 試驗采用鉆床及其配套的鉆頭、絞刀和軸釘;鉆孔用鉆頭直徑為2.8 mm;絞刀可將孔徑擴孔加工至3.00 mm±0.05 mm;軸釘采用4個直徑分別為3.1 mm±0.0l mm 、3.2 mm±0.0l mm、3.3 mm±0.01 mm、3.4 mm±0.01 mm,長度(不包括錐端)為10 mm~50mm,一端錐度為l:5,末端直徑為2.5 mm的拋光鋼軸釘。
A.3.6.2.2 試驗用化學介質采用供需雙方商定的化學溶劑(如洗潔劑、切削液)。
A.3.6.2.3 測量工具采用相應精度的卡尺、千分尺。
A.3.6.3 試驗步驟
A.3.6.3.1 試驗前,試樣按A.3.1條規定進行狀態調節。
A.3.6.3.2 采用鉆床將4個軸釘的錐端分別壓入試樣孔中,直至軸釘的工作部位與孔壁的全部長度完全接觸(一個軸釘可壓入幾個試樣)。
A.3.6.3.3 將壓入軸釘后的試樣,存放在室溫(23℃±2℃)、50%±5%濕度試驗室內1 h,然后浸泡在裝有化學介質的容器中20 h后,取出清洗并用吸濕紙或布擦去表面試液,再存放在室溫(23℃±2℃)、50%±5%濕度的試驗室內3 h。若化學介質具有強的腐蝕性可減少浸入時間。
A.3.6.3.4 觀察(也可用5倍放大鏡)試樣上是否出現裂紋,并記錄所對應軸釘的直徑。
A.4 取樣及檢驗結果判定
隔熱材料的取樣方法及檢驗結果判定由供需雙方協商確定。
附 錄 B
(規范性附錄)
澆注式隔熱型材設計和生產指南
B.1 澆注槽的設計
B.1.1 澆注槽典型形狀和尺寸
B.1.1.1 聚氨基甲酸乙酯澆注槽典型形狀見圖B.1,典型尺寸見表B.1。
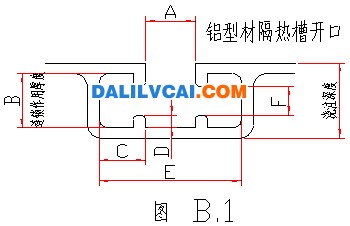
表B.1
|
型號
|
A
mm
|
B
mm
|
C
mm
|
D
mm
|
E
mm
|
F
mm
|
面積
mm2
|
體積
mm3
|
單位質量長度m/kg
|
|
AA
|
5.18
|
6.86
|
2.79
|
1.02
|
10.77
|
4.83
|
71.0
|
71 000.0
|
12.25
|
|
BB
|
6.35
|
7.14
|
4.06
|
1.14
|
14.48
|
4.85
|
100.7
|
100 700.0
|
8.64
|
|
CC
|
6.35
|
7.92
|
4.78
|
1.27
|
15.90
|
5.38
|
123.3
|
123 300.0
|
7.05
|
|
DD
|
7.92
|
8.89
|
5.49
|
1.57
|
18.90
|
5.74
|
165.9
|
165 900.0
|
5.24
|
|
EE
|
9.53
|
9.53
|
5.74
|
1.57
|
21.01
|
6.38
|
199.4
|
199 400.0
|
4.36
|
B.1.1.2 硬質聚氨酯泡沫塑料澆注槽截面典型形狀見圖B.2,典型尺寸見表B.2。
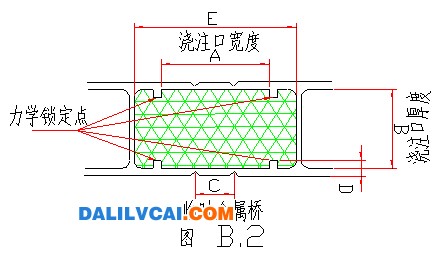
表B.2
|
型號
|
A mm
|
B mm
|
C mm
|
D mm
|
E mm
|
面積 mm2
|
|
Ⅰ
|
9
|
21
|
6
|
1
|
13
|
273
|
|
Ⅱ
|
9
|
16
|
6
|
1.5
|
22
|
352
|
|
Ⅲ
|
9
|
13
|
6
|
1.5
|
37
|
418
|
|
Ⅳ
|
9
|
17
|
6
|
1.5
|
25
|
425
|
|
Ⅴ
|
9
|
37
|
6
|
1.5
|
16
|
592
|
B.1.2 澆注槽設計原則
B.1.2.1 澆注槽應保持適宜的寬/深比率,以改善隔熱材料在注入槽內時的流動性,便于形成最佳的結構強度。
B.1.2.2 澆注槽缺口寬度比(槽的面積/缺口寬度的平方)應小于2.5。
B.1.2.3 斷熱冷橋的設計應便于注膠及切橋的生產操作,并能夠將暴露表而的損傷降至最低。
B.1.2.4 澆注槽內所有的內角均應設計為倒圓角,以防粘滯性流體在澆注過程中,形成有害性空隙。
B.1.2.5 澆注槽內部應沒計4個力學鎖定點。
B.2 復合、切橋注意事項
B.2.1 隔熱材料的澆注應符合工藝規定要求的澆注量,從而保證強度要求。
B.2.2 為保證最終隔熱型材的幾何尺寸,澆注后的聚氨基甲酸乙酯隔熱型材經過規定時間后(22℃時至少20 min固化),才能去除金屬橋;澆注后的硬質聚氨酯泡沫塑料隔熱型材經規定的24 h充分固化后,才能去除臨時金屬橋。
B.2.3 隔熱型材的復合生產應在表面處理后進行。
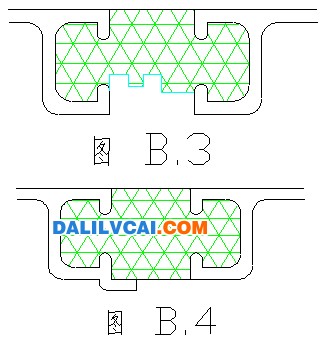
B.2.4 切除臨時金屬橋時,應避免發生切口太深、不規則等損壞結構現象(如圖B.3所示),也應避免發生未完全切除金屬臨時橋的情況(如圖B.4所示)。
B.3 其它
生產廠應根據供應商提供的指導建議處置聚氨基甲酸乙酯組分材料和對其盛裝容器進行清洗。
附 錄 C
(資料性附錄)
隔熱型材性能的推斷
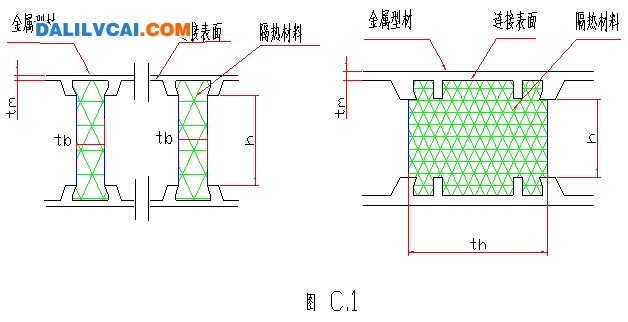
隔熱型材的性能允許用滿足下列要求的相似產品進行推斷。
—隔熱材料的材質及力學性能相同;
—鋁合金型材的牌號、狀態及力學性能相同;
—復合工藝相同;
—產品連接界面處的幾何特征相同;
—連接處鋁合金型材的壁厚tm及隔熱材料厚度tb(如圖C.l所示)相同;
—隔熱材料的中部高度h(如圖(C.1所示)相同。