
0 引言
鋁合金建筑型材是當今門窗和幕墻主要的結構材料,在世界范圍內廣泛應用[1]。鋁合金擠壓型材(未經表面處理)外觀單一,并且在潮濕大氣中容易腐蝕[2],因而很難滿足建筑材料高裝飾性和強耐侯的要求。為了提高裝飾效果、增強抗腐蝕性及延長使用壽命,鋁型材一般都要進行表面處理。因此,表面處理是鋁合金建筑型材生產的一道必不可少且極為重要的工序。
鋁型材表面處理技術因原理不同,其工藝也有較大區別。根據保護層的性質和工藝特點,鋁型材表面處理技術可分為陽極氧化處理、陽極氧化-電泳處理、有機涂層處理三大類[3],其中,有機涂層處理包括粉末噴涂、氟碳漆噴涂和木紋處理(見圖1)。
鋁合金建筑型材是當今門窗和幕墻主要的結構材料,在世界范圍內廣泛應用[1]。鋁合金擠壓型材(未經表面處理)外觀單一,并且在潮濕大氣中容易腐蝕[2],因而很難滿足建筑材料高裝飾性和強耐侯的要求。為了提高裝飾效果、增強抗腐蝕性及延長使用壽命,鋁型材一般都要進行表面處理。因此,表面處理是鋁合金建筑型材生產的一道必不可少且極為重要的工序。
鋁型材表面處理技術因原理不同,其工藝也有較大區別。根據保護層的性質和工藝特點,鋁型材表面處理技術可分為陽極氧化處理、陽極氧化-電泳處理、有機涂層處理三大類[3],其中,有機涂層處理包括粉末噴涂、氟碳漆噴涂和木紋處理(見圖1)。

1 陽極氧化處理
陽極氧化于20世紀50年代應用于鋁型材生產,是應用最早也是目前應用最廣泛的建筑鋁型材表面處理法。陽極氧化型材的突出特點是外觀金屬質感強。
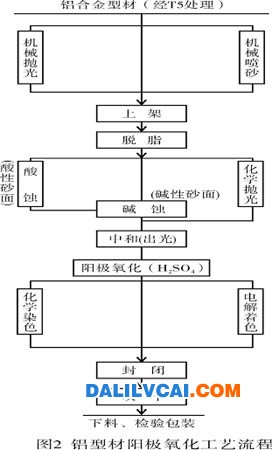
1.1 陽極氧化工藝流程
陽極氧化工流程見圖2
陽極氧化于20世紀50年代應用于鋁型材生產,是應用最早也是目前應用最廣泛的建筑鋁型材表面處理法。陽極氧化型材的突出特點是外觀金屬質感強。
1.1 陽極氧化工藝流程
陽極氧化工流程見圖2
1.2 機械預處理
機械預處理主要有機械噴砂和機械拋光[4]。機械噴砂是獲得砂面型材的一個重要途徑,由鋁型材噴砂機完成。機械噴砂可能完全消除表面缺陷和擠壓條紋,得到比化學砂面(堿蝕砂面)更加均勻的啞光表面。另外,機械噴砂在生產成本和環保上也具有較大優勢。
機械拋光是鋁型材拋光機上進行的。將鋁型材有規則地平放在工作臺上,通過高速旋轉的拋光輪與表面觸壓和磨擦,使表面光滑平整,直至達到鏡面效果。生產中常常用拋光來消除擠壓條紋,因此,這時又稱為“機械掃紋”[5]。
1.3 化學前處理
1.3.1 脫脂
工藝:200~300g/LH2SO4,室溫,時間3~5min。
1.3.2 酸性砂面
酸性砂面工藝:60~100g/LNH4HF,15~20g/L穩定劑,10g/L促進劑,pH值1~2,溫度45~55℃,時間2~6min。酸性砂面易產生大量白色沉淀物,槽液需要循環過濾。廢水中F-濃度高,必須進行凈化處理。
酸性砂面處理后需要進行短時間的堿蝕處理,以除去吸附在鋁表面的氟鋁酸鹽膜。酸性砂面對擠壓條紋有較強的掩蓋能力,外觀細膩,質感強,在我國廣泛應用。
1.3.3 堿蝕和堿性砂面
堿蝕的目的是除去鋁表面自然氧化膜,減輕或消除表面擠壓紋、劃傷及其它缺陷,同時還可徹底清除表面油污。堿蝕好壞直接影響鋁型材外觀質量,因此堿蝕是陽極氧化前極為重要的工序。堿蝕工藝為:30~100g/LNaOH,15~20g/L堿蝕劑,溫度45~65℃,時間1~5min。堿蝕劑的加入,能有效防止槽液產生沉淀和結塊,延長槽液使用壽命。適當延長堿蝕時間(一般8~15min)還可獲得啞光表面的鋁型材,這種處理通常稱為堿性砂面。
1.3.4 化學拋光
少量室內裝飾鋁型材需進行化學拋光,一般采用“三酸”工藝[7]。“三酸”拋光產生大量NOX黃色有害氣體(俗稱“黃煙”),環境污染嚴重。為了消除“黃煙”,開發了以H2SO4—H3PO4為主體的兩酸拋光[7]。
1.3.5 出光
工藝為:15%~30%(體積比)HNO3,室溫,時間1~3min。也可用氧化槽廢H2SO4代替HNO3。
1.4 H2SO4陽極氧化[8]
鋁合金在H2SO4溶液中進行陽極氧化生成的氧化膜,白色透明,孔隙率高,著色性能好,特別適用于鋁型材的氧化處理。H2SO4陽極氧化工藝如下:H2SO4150~180g/L;Al3+≤20g/L;溫度20±2℃;電流密度1.1~1.5A/dm2;交流電壓16~18V;陽極極板純鋁板、鉛板;時間25~35min(依膜厚而定)。
溫度對氧化膜性能影響顯著:溫度過高,氧化膜耐磨性、耐蝕性降低,且成膜困難;溫度過低,膜層透明度降低,著色性能差,脆性增強,易開裂。為控制溫度20±2℃,必須建立冷卻循環系統。
1.5 著色
主要有電解著色和化學著色。化學著色是將經過陽極氧化的鋁合金浸漬在含有染料的溶液中,由于氧化膜多孔層的吸附作用,染料分子因此進入孔隙而顯色,所以化學著色也稱化學染色。化學染色膜耐曬性、耐候性不如電解著色,一般只用于室內裝飾鋁型材著色處理。因此,鋁型材主要采用電解著色,其方法是在含有金屬離子的溶液中,通過電流的作用,金屬離子還原生成金屬(或金屬氧化物)沉積在氧化膜底部,由于沉積物對光的散射作用而呈現各種色彩。
1.5.1 錫鹽、錫-鎳鹽電解著香檳色、黑色
最初的電解著色為錫鹽、錫-鎳鹽電解著香檳色、黑色,其工藝見表1。一般情況下,同一錫鹽或錫鎳混合鹽電解著色槽中,通過改變電壓或著色時間,可以獲得包括香檳色—青銅色—咖啡色—古銅色—黑色等一系列由淺及深的顏色(通常稱為青銅色系)。其中錫鎳混合鹽體系較單錫鹽體系更易獲得真黑色。
機械預處理主要有機械噴砂和機械拋光[4]。機械噴砂是獲得砂面型材的一個重要途徑,由鋁型材噴砂機完成。機械噴砂可能完全消除表面缺陷和擠壓條紋,得到比化學砂面(堿蝕砂面)更加均勻的啞光表面。另外,機械噴砂在生產成本和環保上也具有較大優勢。
機械拋光是鋁型材拋光機上進行的。將鋁型材有規則地平放在工作臺上,通過高速旋轉的拋光輪與表面觸壓和磨擦,使表面光滑平整,直至達到鏡面效果。生產中常常用拋光來消除擠壓條紋,因此,這時又稱為“機械掃紋”[5]。
1.3 化學前處理
1.3.1 脫脂
工藝:200~300g/LH2SO4,室溫,時間3~5min。
1.3.2 酸性砂面
酸性砂面工藝:60~100g/LNH4HF,15~20g/L穩定劑,10g/L促進劑,pH值1~2,溫度45~55℃,時間2~6min。酸性砂面易產生大量白色沉淀物,槽液需要循環過濾。廢水中F-濃度高,必須進行凈化處理。
酸性砂面處理后需要進行短時間的堿蝕處理,以除去吸附在鋁表面的氟鋁酸鹽膜。酸性砂面對擠壓條紋有較強的掩蓋能力,外觀細膩,質感強,在我國廣泛應用。
1.3.3 堿蝕和堿性砂面
堿蝕的目的是除去鋁表面自然氧化膜,減輕或消除表面擠壓紋、劃傷及其它缺陷,同時還可徹底清除表面油污。堿蝕好壞直接影響鋁型材外觀質量,因此堿蝕是陽極氧化前極為重要的工序。堿蝕工藝為:30~100g/LNaOH,15~20g/L堿蝕劑,溫度45~65℃,時間1~5min。堿蝕劑的加入,能有效防止槽液產生沉淀和結塊,延長槽液使用壽命。適當延長堿蝕時間(一般8~15min)還可獲得啞光表面的鋁型材,這種處理通常稱為堿性砂面。
1.3.4 化學拋光
少量室內裝飾鋁型材需進行化學拋光,一般采用“三酸”工藝[7]。“三酸”拋光產生大量NOX黃色有害氣體(俗稱“黃煙”),環境污染嚴重。為了消除“黃煙”,開發了以H2SO4—H3PO4為主體的兩酸拋光[7]。
1.3.5 出光
工藝為:15%~30%(體積比)HNO3,室溫,時間1~3min。也可用氧化槽廢H2SO4代替HNO3。
1.4 H2SO4陽極氧化[8]
鋁合金在H2SO4溶液中進行陽極氧化生成的氧化膜,白色透明,孔隙率高,著色性能好,特別適用于鋁型材的氧化處理。H2SO4陽極氧化工藝如下:H2SO4150~180g/L;Al3+≤20g/L;溫度20±2℃;電流密度1.1~1.5A/dm2;交流電壓16~18V;陽極極板純鋁板、鉛板;時間25~35min(依膜厚而定)。
溫度對氧化膜性能影響顯著:溫度過高,氧化膜耐磨性、耐蝕性降低,且成膜困難;溫度過低,膜層透明度降低,著色性能差,脆性增強,易開裂。為控制溫度20±2℃,必須建立冷卻循環系統。
1.5 著色
主要有電解著色和化學著色。化學著色是將經過陽極氧化的鋁合金浸漬在含有染料的溶液中,由于氧化膜多孔層的吸附作用,染料分子因此進入孔隙而顯色,所以化學著色也稱化學染色。化學染色膜耐曬性、耐候性不如電解著色,一般只用于室內裝飾鋁型材著色處理。因此,鋁型材主要采用電解著色,其方法是在含有金屬離子的溶液中,通過電流的作用,金屬離子還原生成金屬(或金屬氧化物)沉積在氧化膜底部,由于沉積物對光的散射作用而呈現各種色彩。
1.5.1 錫鹽、錫-鎳鹽電解著香檳色、黑色
最初的電解著色為錫鹽、錫-鎳鹽電解著香檳色、黑色,其工藝見表1。一般情況下,同一錫鹽或錫鎳混合鹽電解著色槽中,通過改變電壓或著色時間,可以獲得包括香檳色—青銅色—咖啡色—古銅色—黑色等一系列由淺及深的顏色(通常稱為青銅色系)。其中錫鎳混合鹽體系較單錫鹽體系更易獲得真黑色。
表1 錫鹽、錫鎳混合鹽電解著色工藝規范
|
體系工藝條件
|
錫鹽
|
錫-鎳混合鹽
|
|
SnSO4, g/L
NiSO4·6H2O, g/L
H2SO4, g/L
硼酸, g/L
穩定劑, g/L
|
10~15
15~18
15~20
|
5~8
25~35
18~20
20~30
20~25
|
|
pH值
溫度(℃)
電壓 (V)
時間(min)
|
1.0±0.1
25±5
10~16
2~15
|
1.0±0.1
25±5
14~17
2~15
|
1.5.2 單鎳鹽電解著仿不銹鋼色
單鎳鹽電解著色技術研究較早,但由于該體系對槽液雜質敏感,其工業應用一度受到限制。近年來通過采用特殊的電流和槽液提純回收系統,鎳鹽電解著色逐漸推廣。鎳鹽體系主要用來著仿不銹鋼色等淺色調。表2列出了鎳鹽著色的典型工藝。
單鎳鹽電解著色技術研究較早,但由于該體系對槽液雜質敏感,其工業應用一度受到限制。近年來通過采用特殊的電流和槽液提純回收系統,鎳鹽電解著色逐漸推廣。鎳鹽體系主要用來著仿不銹鋼色等淺色調。表2列出了鎳鹽著色的典型工藝。
表2 單鎳鹽電解著色典型工藝
|
著色方法
成份及工藝 |
淺田法[9]
|
直-交流法
|
柱化法[10]
|
Unicol法[11]
|
|
NiSO4·6H2O, g/L
硼酸 , g/L 硫酸銨 , g/L 酒石酸 , g/L |
30
30
15
|
100
(導電鹽) 150
(穩定劑) 10 |
150±5
40±5
|
90
40
100
9
|
|
pH值
溫度 , ℃ 電流 時間 |
3.5~5.5
22~28
交流10~18V
0.5~25 min |
5.5
25±5
先直流16V 2min 后交流16V 2min
|
3.6~4.2
22~28
極性反轉直流 |
20~30
直流脈沖
2~7 min
|
1.5.3 電解著金黃色和鈦金色
金黃色電解著色以KMnO4體系為主,其工藝為:7~12g/LKMnO4,25~35g/LH2SO4,添加劑15~25g/L,溫度15~40℃,交流電壓7~10V,時間2~4min。
鈦金色是一種類似黃金的色調,因而也稱“K金色”。其主要成份為亞硒酸,屬劇毒物,且價格昂貴,較少應用。
1.6 封閉
目前應用最普遍的封閉方法為常溫封閉,該方法20世紀80年代興起。常用的封閉劑以氟—鎳體系為主,其工藝為:Ni2+0.8~1.2g/L,F-0.4~0.6g/L,pH值5.5~6.5溫度28±2℃,時間8~15分鐘。為了保證封閉質量,封閉槽液應采用去離子水配制。
封閉可以提高氧化膜的耐蝕性、耐候性及抗污染能力。因此,封閉效果是衡量鋁型材產品質量的一個重要參數。其質量要求為失重率不超過30mg/dm2[12,13]。
2 陽極氧化-電泳處理[14]
陽極氧化-電泳處理,即陽極氧化后進行電泳涂漆,通常簡稱為電泳處理,最早于20世紀60年代在日本開始采。其保護層為陽極氧化膜和電泳涂層的復合膜(日本稱為“復合氧化膜”),因此其耐候性優于陽極氧化型材。電泳型材外觀華麗,但漆膜易劃傷,目前其應用在亞洲尤其是日本較普遍。
2.1 電泳工藝流程
工藝流程:脫脂→水洗→堿蝕→水洗→水洗→出光→水洗→水洗→陽極氧化→水洗→純水洗→電解著色→水洗→熱純水洗→冷純水洗→電泳→RO1水洗→RO2水洗→瀝水→烘烤(180℃,25~30min)
2.2 電泳設備
電泳設備主要包括電泳槽、循環系統、精制回收系統、電源、烘烤系統等(見圖3)。
金黃色電解著色以KMnO4體系為主,其工藝為:7~12g/LKMnO4,25~35g/LH2SO4,添加劑15~25g/L,溫度15~40℃,交流電壓7~10V,時間2~4min。
鈦金色是一種類似黃金的色調,因而也稱“K金色”。其主要成份為亞硒酸,屬劇毒物,且價格昂貴,較少應用。
1.6 封閉
目前應用最普遍的封閉方法為常溫封閉,該方法20世紀80年代興起。常用的封閉劑以氟—鎳體系為主,其工藝為:Ni2+0.8~1.2g/L,F-0.4~0.6g/L,pH值5.5~6.5溫度28±2℃,時間8~15分鐘。為了保證封閉質量,封閉槽液應采用去離子水配制。
封閉可以提高氧化膜的耐蝕性、耐候性及抗污染能力。因此,封閉效果是衡量鋁型材產品質量的一個重要參數。其質量要求為失重率不超過30mg/dm2[12,13]。
2 陽極氧化-電泳處理[14]
陽極氧化-電泳處理,即陽極氧化后進行電泳涂漆,通常簡稱為電泳處理,最早于20世紀60年代在日本開始采。其保護層為陽極氧化膜和電泳涂層的復合膜(日本稱為“復合氧化膜”),因此其耐候性優于陽極氧化型材。電泳型材外觀華麗,但漆膜易劃傷,目前其應用在亞洲尤其是日本較普遍。
2.1 電泳工藝流程
工藝流程:脫脂→水洗→堿蝕→水洗→水洗→出光→水洗→水洗→陽極氧化→水洗→純水洗→電解著色→水洗→熱純水洗→冷純水洗→電泳→RO1水洗→RO2水洗→瀝水→烘烤(180℃,25~30min)
2.2 電泳設備
電泳設備主要包括電泳槽、循環系統、精制回收系統、電源、烘烤系統等(見圖3)。

2.3 電泳涂料及復合膜
鋁型材電泳涂料主要成分為丙烯酸樹脂,并以有機胺或無機堿為中和劑,固化劑為三聚氰胺甲醛樹脂,另外還包括顏料、溶劑、添加劑等成份。初期主要是透明清漆,后來又開發了亞光(消光)漆、白色漆和彩色漆。目前,仍以透明清漆最為普遍,而亞光、彩色電泳則應用較少。表3列出了市場上主要電泳型材及其復合涂層的結構[15]。
鋁型材電泳涂料主要成分為丙烯酸樹脂,并以有機胺或無機堿為中和劑,固化劑為三聚氰胺甲醛樹脂,另外還包括顏料、溶劑、添加劑等成份。初期主要是透明清漆,后來又開發了亞光(消光)漆、白色漆和彩色漆。目前,仍以透明清漆最為普遍,而亞光、彩色電泳則應用較少。表3列出了市場上主要電泳型材及其復合涂層的結構[15]。
表3 電泳涂漆型材及其復合膜結構
|
電泳
型材
|
工 藝
|
復合膜斷面圖
|
|||||
|
陽極
氧化
|
電解
著色
|
電泳涂漆
|
|||||
|
清漆
|
亞光
|
白色
|
彩色
|
||||
|
有光澤
銀白色
|
●
|
|
●
|
|
|
|
|
|
亞光
銀白色
|
●
|
|
|
●
|
|
|
|
|
有光澤
著色
|
●
|
●
|
●
|
|
|
|
|
|
亞光
著色
|
●
|
●
|
|
●
|
|
|
|
|
白色
|
●
|
|
|
|
●
|
|
|
|
彩色
透明
|
●
|
|
|
|
|
●
|
|
|
彩色
透明
|
●
|
●
|
|
|
|
●
|
|
3 粉末噴涂
鋁型材粉末涂料主要為熱固性飽和聚酯,其顏色種類較多,可以根據用戶需要更換粉末。粉末涂層其局部厚度應控制在40µm~120µm之間。粉末涂層堅固耐用,耐化學介質性能好,生產簡單,在鋁型材表面處理中占有較大比重(約35%),近年來在我國發展較快。
3.1 噴涂前處理
鋁型材噴涂前要進行化學前處理,使表面形成均勻的化學轉化膜,以提高涂層的附著力和耐蝕性。常用工藝有:
(1)脫脂→水洗→堿蝕→水洗→出光→水洗→化學轉化→水洗→水洗→烘干(60~85℃)
(2)“三合一”清洗→水洗→水洗→化學轉化→水洗→水洗→烘干(60~85℃)
化學轉化處理分為鉻化、磷鉻化[16]及無鉻化學處理[17]。由于鉻化膜的耐蝕性好,與漆層附著力強,工藝穩定,應用較廣。但六價鉻致癌,污染環境。無鉻化學氧化性能遠不及鉻化、磷鉻化,其應用受到一定限制。
3.2 粉末靜電噴涂
粉末靜電噴涂是將噴槍頭上的金屬導流環接上高壓負極,鋁型材接地形成正極,當壓縮空氣將粉末從供粉桶經輸送管送至噴槍導流環時,負極產生電場放電而使粉末帶上負電荷,在靜電力和壓縮空氣的共同作用下,粉末從槍口飛向鋁型材并均勻地吸附于表面,經過加熱,粉末熔解并流平固化成均勻的涂層,其工藝流程如圖4。
鋁型材粉末涂料主要為熱固性飽和聚酯,其顏色種類較多,可以根據用戶需要更換粉末。粉末涂層其局部厚度應控制在40µm~120µm之間。粉末涂層堅固耐用,耐化學介質性能好,生產簡單,在鋁型材表面處理中占有較大比重(約35%),近年來在我國發展較快。
3.1 噴涂前處理
鋁型材噴涂前要進行化學前處理,使表面形成均勻的化學轉化膜,以提高涂層的附著力和耐蝕性。常用工藝有:
(1)脫脂→水洗→堿蝕→水洗→出光→水洗→化學轉化→水洗→水洗→烘干(60~85℃)
(2)“三合一”清洗→水洗→水洗→化學轉化→水洗→水洗→烘干(60~85℃)
化學轉化處理分為鉻化、磷鉻化[16]及無鉻化學處理[17]。由于鉻化膜的耐蝕性好,與漆層附著力強,工藝穩定,應用較廣。但六價鉻致癌,污染環境。無鉻化學氧化性能遠不及鉻化、磷鉻化,其應用受到一定限制。
3.2 粉末靜電噴涂
粉末靜電噴涂是將噴槍頭上的金屬導流環接上高壓負極,鋁型材接地形成正極,當壓縮空氣將粉末從供粉桶經輸送管送至噴槍導流環時,負極產生電場放電而使粉末帶上負電荷,在靜電力和壓縮空氣的共同作用下,粉末從槍口飛向鋁型材并均勻地吸附于表面,經過加熱,粉末熔解并流平固化成均勻的涂層,其工藝流程如圖4。

4 氟碳漆噴涂
氟碳噴涂采用靜電液相噴涂法,為了得到性能優良的涂層,一般采用二層、三層、四層工藝,其中以二層、三層工藝為主。具體工藝流程為:化學前處理→底漆靜電噴涂→流平→面漆靜電噴涂→流平→罩光漆靜電噴涂→流平→烘烤固化。
氟碳涂料以聚偏二氟乙烯樹脂(PVDF)為基料,加以金屬粉合成,具有金屬光澤。氟碳涂層耐紫外線輻射,其耐蝕性能優于粉末涂層,一般用于高檔鋁型材的表面處理。
5 木紋處理[18,19]
木紋處理90年代末開始引入我國,主要用于室內裝飾型材的表面處理。木紋處理目前主要采用轉印法,它是在經過粉末靜電噴涂合格的鋁型材表面貼上一層印有一定圖案(木紋、大理石紋)的滲透膜,然后抽真空,使滲透膜完全覆蓋在鋁型材表面,再經過加熱,使滲透膜上的油墨轉移,滲入粉末涂層,從而使鋁型材表面形成與滲透膜上圖案完全一樣的外觀。木紋處理是在粉末涂層上進行的,因此,粉末涂層的準備與粉末噴涂型材的生產工序完全相同,只是所用粉末必須與熱滲透膜匹配,否則可能不易上紋,其膜厚宜控制在60~90µm。
木紋處理工藝流程為:
前處理→粉末噴涂→烘烤→檢驗合格→手工貼膜→抽真空→入爐加熱→出爐解除真空→冷卻撕膜→檢驗包裝
抽真空時應合理控制真空度,過高或過低的真空度都會造成無圖紋或圖紋模糊。轉印溫度宜控制在175~195℃。溫度高,會出現色差、印斑等缺陷,溫度太低,會造成圖紋模糊。
6 發展趨勢
目前,鋁型材表面處理工藝相對成熟,其產品也豐富多彩。與發達國家相比,我國鋁型材表面處理仍有較大差距,主要表現生產裝備落后,環境污染嚴重,能耗高。因此,未來一定時期,鋁型材表面處理的發展趨勢是開發并推廣清潔環保、高效節能技術,其具體表現為:
(1)噴涂前處理的無鉻化學氧化工藝。當前的無鉻氧化槽液穩定性和膜層性能仍很難滿足要求,需要進一步提高和完善。
(2)環保型電解拋光技術。開發以有機醇為主要成分的電解拋光工藝不但有利環保,而且拋光效果比“傳統三酸”更好,發展前途被廣為看好。
(3)高速高效陽極氧化技術[20]。通過改變電流波形、槽液成份等,使成膜速度提高至1µm/min,其生產效率可提高約3倍。
(4)電解著色向多色彩化方向發展。為了生產更多顏色的陽極氧化型材,歐洲開始采用多色化電解著色技術[21],即在同一電解著色槽中可以得到紅、黃、藍、灰等多種顏色。該技術已有應用,但大批量生產主要為藍色、灰色鋁型材,其應用仍需進一步研究。
(5)槽液閉路循環回收技術和裝備[22]。陽極氧化生產各工序采用閉路循環回收,不但可以實現低排放或零排放,還可提高槽液穩定性,降低化學品消耗。主要包括氧化槽液除鋁回收硫酸;堿蝕槽分離Al(OH)3回收堿,鎳鹽電解著色回收鎳并除去雜質,常溫封閉除沉淀和金屬雜質等。
(6)堅固耐劃、超強耐候性的電泳涂料。目前電泳漆存在容易出現劃痕的缺點,在豐富電泳涂層外觀的同時,應開發堅固耐劃、耐候性更強的陽極電泳涂料。
[參考文獻]
[1]劉靜安,謝水生.鋁合金材料的應用與技術開發[M].北京:冶金工業出版社,2004.259~264
[2]王祝堂.鋁材及其表面處理手冊[M].南京:江蘇科學技術出版社,1992.229~262
[3]朱祖芳.鋁型材表面處理發展之過去產未來十年[J].電鍍與涂飾,2002,21(2):44~45
[4]朱祖芳.鋁型材陽極氧化的表面機械預處理[A].中國表面工程協會轉化膜專業委員會,第四屆學術年會論文選集[C],1997,1~5
[5]鄧志偉.提高鋁型材表面質量的機械掃紋法[J].電鍍與精飾,2003,25(1):16~18
[6]王祝堂,田榮璋.鋁合金及其加工手冊[M].長沙:中南大學出版社,2000.757~759
[7]龐洪濤.鋁及鋁合金環保型化學拋光研究[D].武漢:武漢材料保護研究所,2002,20~38
[8]暨調和,曾凌三,張國芝.建筑鋁型材的陽極氧化和電解著色[M].長沙:湖南科學技術出版社,1994,85~106
[9]淺田太平.日本特許310401,1960
[10]朱祖芳.鋁合金陽極氧化與表面處理技術[M].北京:化學工業出版社,2004,177~188
[11]吉田幸一.日本專利:特許公報昭58—52037,1983
[12]GB/T8753-2005,鋁及鋁合金陽極氧化-氧化膜封孔質量的評定方法[S].
[13]ISO3210-1983,AnodizingofAluminiumandItsAlloy-AssessmentofQualityofSealedAnodicOxideCoatingsbyMeasurementAcidSolution[S].
[14]劉婭莉,暨調和.鋁型材電泳涂裝技術及發展[J].電鍍與涂飾,2002,21(1):41~45
[15]大田裕.日本鋁材復合氧化膜涂層技術的現狀[J].輕合金加工技術,2004,32(2):1~4
[16]張允誠,胡如南,向榮.電鍍手冊[M].北京:國防工業出版社,1997.890~893
[17]Karmascheketal.Chromium-freeConversionCoatingTreatmentofAluminum[P].USPat:5584946,1996
[18]楊育者,陳剛,汪蛟.鋁型材彩色木紋轉化膜形成機理與生產實踐[J].輕合金加工技術,2002,30(4):50~51
[19]FenziG,ThibodeauR.CoatingaluminiumwithawoodandMarbleeffect[J].AluniniumFinishing,1997,17(2):12~15
[20]Strazzie,BelleiS.HEAhigh-speed-high-efficiencyanodizing[J].AluminiumFinishing,1997,17(3):10~11
[21]StrazziE,YincenziF,Belleis.MulticolorelectrolyticColours[J].AluminumFinishing,1997,17(1):20~22
[22]FumeauxRC,FinlaysonSA.The“zerodischarge”anodizingline[J].AluninumFinishing,1997,17(2).34~35
氟碳噴涂采用靜電液相噴涂法,為了得到性能優良的涂層,一般采用二層、三層、四層工藝,其中以二層、三層工藝為主。具體工藝流程為:化學前處理→底漆靜電噴涂→流平→面漆靜電噴涂→流平→罩光漆靜電噴涂→流平→烘烤固化。
氟碳涂料以聚偏二氟乙烯樹脂(PVDF)為基料,加以金屬粉合成,具有金屬光澤。氟碳涂層耐紫外線輻射,其耐蝕性能優于粉末涂層,一般用于高檔鋁型材的表面處理。
5 木紋處理[18,19]
木紋處理90年代末開始引入我國,主要用于室內裝飾型材的表面處理。木紋處理目前主要采用轉印法,它是在經過粉末靜電噴涂合格的鋁型材表面貼上一層印有一定圖案(木紋、大理石紋)的滲透膜,然后抽真空,使滲透膜完全覆蓋在鋁型材表面,再經過加熱,使滲透膜上的油墨轉移,滲入粉末涂層,從而使鋁型材表面形成與滲透膜上圖案完全一樣的外觀。木紋處理是在粉末涂層上進行的,因此,粉末涂層的準備與粉末噴涂型材的生產工序完全相同,只是所用粉末必須與熱滲透膜匹配,否則可能不易上紋,其膜厚宜控制在60~90µm。
木紋處理工藝流程為:
前處理→粉末噴涂→烘烤→檢驗合格→手工貼膜→抽真空→入爐加熱→出爐解除真空→冷卻撕膜→檢驗包裝
抽真空時應合理控制真空度,過高或過低的真空度都會造成無圖紋或圖紋模糊。轉印溫度宜控制在175~195℃。溫度高,會出現色差、印斑等缺陷,溫度太低,會造成圖紋模糊。
6 發展趨勢
目前,鋁型材表面處理工藝相對成熟,其產品也豐富多彩。與發達國家相比,我國鋁型材表面處理仍有較大差距,主要表現生產裝備落后,環境污染嚴重,能耗高。因此,未來一定時期,鋁型材表面處理的發展趨勢是開發并推廣清潔環保、高效節能技術,其具體表現為:
(1)噴涂前處理的無鉻化學氧化工藝。當前的無鉻氧化槽液穩定性和膜層性能仍很難滿足要求,需要進一步提高和完善。
(2)環保型電解拋光技術。開發以有機醇為主要成分的電解拋光工藝不但有利環保,而且拋光效果比“傳統三酸”更好,發展前途被廣為看好。
(3)高速高效陽極氧化技術[20]。通過改變電流波形、槽液成份等,使成膜速度提高至1µm/min,其生產效率可提高約3倍。
(4)電解著色向多色彩化方向發展。為了生產更多顏色的陽極氧化型材,歐洲開始采用多色化電解著色技術[21],即在同一電解著色槽中可以得到紅、黃、藍、灰等多種顏色。該技術已有應用,但大批量生產主要為藍色、灰色鋁型材,其應用仍需進一步研究。
(5)槽液閉路循環回收技術和裝備[22]。陽極氧化生產各工序采用閉路循環回收,不但可以實現低排放或零排放,還可提高槽液穩定性,降低化學品消耗。主要包括氧化槽液除鋁回收硫酸;堿蝕槽分離Al(OH)3回收堿,鎳鹽電解著色回收鎳并除去雜質,常溫封閉除沉淀和金屬雜質等。
(6)堅固耐劃、超強耐候性的電泳涂料。目前電泳漆存在容易出現劃痕的缺點,在豐富電泳涂層外觀的同時,應開發堅固耐劃、耐候性更強的陽極電泳涂料。
[參考文獻]
[1]劉靜安,謝水生.鋁合金材料的應用與技術開發[M].北京:冶金工業出版社,2004.259~264
[2]王祝堂.鋁材及其表面處理手冊[M].南京:江蘇科學技術出版社,1992.229~262
[3]朱祖芳.鋁型材表面處理發展之過去產未來十年[J].電鍍與涂飾,2002,21(2):44~45
[4]朱祖芳.鋁型材陽極氧化的表面機械預處理[A].中國表面工程協會轉化膜專業委員會,第四屆學術年會論文選集[C],1997,1~5
[5]鄧志偉.提高鋁型材表面質量的機械掃紋法[J].電鍍與精飾,2003,25(1):16~18
[6]王祝堂,田榮璋.鋁合金及其加工手冊[M].長沙:中南大學出版社,2000.757~759
[7]龐洪濤.鋁及鋁合金環保型化學拋光研究[D].武漢:武漢材料保護研究所,2002,20~38
[8]暨調和,曾凌三,張國芝.建筑鋁型材的陽極氧化和電解著色[M].長沙:湖南科學技術出版社,1994,85~106
[9]淺田太平.日本特許310401,1960
[10]朱祖芳.鋁合金陽極氧化與表面處理技術[M].北京:化學工業出版社,2004,177~188
[11]吉田幸一.日本專利:特許公報昭58—52037,1983
[12]GB/T8753-2005,鋁及鋁合金陽極氧化-氧化膜封孔質量的評定方法[S].
[13]ISO3210-1983,AnodizingofAluminiumandItsAlloy-AssessmentofQualityofSealedAnodicOxideCoatingsbyMeasurementAcidSolution[S].
[14]劉婭莉,暨調和.鋁型材電泳涂裝技術及發展[J].電鍍與涂飾,2002,21(1):41~45
[15]大田裕.日本鋁材復合氧化膜涂層技術的現狀[J].輕合金加工技術,2004,32(2):1~4
[16]張允誠,胡如南,向榮.電鍍手冊[M].北京:國防工業出版社,1997.890~893
[17]Karmascheketal.Chromium-freeConversionCoatingTreatmentofAluminum[P].USPat:5584946,1996
[18]楊育者,陳剛,汪蛟.鋁型材彩色木紋轉化膜形成機理與生產實踐[J].輕合金加工技術,2002,30(4):50~51
[19]FenziG,ThibodeauR.CoatingaluminiumwithawoodandMarbleeffect[J].AluniniumFinishing,1997,17(2):12~15
[20]Strazzie,BelleiS.HEAhigh-speed-high-efficiencyanodizing[J].AluminiumFinishing,1997,17(3):10~11
[21]StrazziE,YincenziF,Belleis.MulticolorelectrolyticColours[J].AluminumFinishing,1997,17(1):20~22
[22]FumeauxRC,FinlaysonSA.The“zerodischarge”anodizingline[J].AluninumFinishing,1997,17(2).34~35


