
摘 要 采用擠壓鑄造代替壓力鑄造生產鋁合金車輪,不僅克服了壓鑄件內部容易形成氣孔和氧化夾雜的缺陷,而且提高了成品率及材料利用率。介紹了鋁合金車輪擠壓鑄造的模具結構及設計參數,分析了擠壓鑄造的工藝參數及選擇依據。
關鍵詞:鋁合金車輪 擠壓鑄造 模具結構
1 車輪材料、要求及鑄件設計
圖1所示為鋁合金車輪零件圖。車輪不僅有較高的性能要求,而且形狀十分復雜。
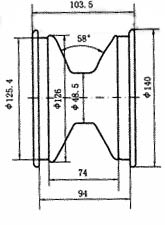
圖1 車輪零件圖
車輪材料的化學成分(質量分數)為:1.5%~3.5%的Cu,10.5%~12.0%的Si,<0.3%的Mg,<1.0%的Zn,<0.5%的Mn,<1.3%的Fe,<0.5%的Ni,<0.5%的Sn,其余為Al。力學性能要求:σb>276 MPa,σs>115 MPa,σ>4.4%,HB>92。
該車輪內外形的尺寸精度較高,都應加放加工余量及余塊。按擠壓鑄造工藝的要求,把形狀復雜的車輪零件圖設計如圖2所示的鑄件圖。
由該圖可見,為便于從鑄件內孔脫出及簡化模具加工,把原來的階梯軸孔設計成圓柱形中心孔,其直徑為φ30 mm,內壁斜度為3°[1]。
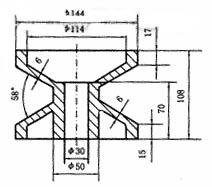
圖2 車輪鑄件圖
2 模具結構及設計參數[1]
2.1 擠壓鑄造模具結構
鋁合金車輪擠壓鑄造的模具結構如圖3所示。它主要有凸模、右凹模、頂桿鑲塊和左凹模組成所要求的型腔。左凹模和右凹模分別固定在左凹模定模板和右凹模動模板上,左凹模定模板用螺釘緊固在下模板上,右凹模動模板經過側缸在導柱上實施開啟及閉合。
1.上模板 2.凸模固定板 3.凸 模 4.導 柱 5.右凹模 6.右凹模動模板
7.墊 板 8.下模板 9.頂桿鑲塊 10.左凹模 11.左凹模定模板
圖3 車輪擠壓鑄造模具
采用2000 kN油壓機改裝進行擠壓鑄造,其工作過程是:將定量的合金熔液澆入型槽后,固定在活動橫梁上的凸模以一定速度向下擠入型腔,壓力達一定數值后保壓;鋁合金凝固后卸壓,凸模通過工作缸的回程向上移動,頂桿鑲塊通過下頂缸從鑄件內向下退出,直到全部脫離鑄件之后,再用側缸開啟右凹模,取出鑄件。
2.2 模具設計的主要參數
(1) 間隙 凸模與左、右凹模之間的間隙要適當。過小則因凸模與凹模的裝配誤差而相碰或咬住;過大則合金熔液通過間隙噴出,造成事故;或者在間隙中產生縱向毛剌,減小加壓效果,阻礙卸料。
合理的間隙與加壓開始時間、加壓速度、壓力大小、工件尺寸及金屬材料有關。根據實際生產經驗,單邊間隙取0.1 mm。
(2) 脫模斜度 合金熔液在凸模壓力下凝固成鑄件,冷卻后緊包在凸模及頂桿鑲塊上。為了便于凸模及頂桿鑲塊脫出,故在凸模及頂桿鑲塊上設有3°的脫模斜度。由于鑄件外形呈圓狀,且分在左、右兩片凹模,只要右凹模向右移動一定距離,鑄件就易從左凹模取出,故不必設置脫模斜度。
(3) 排氣 在左、右兩片凹模完全閉合后,合金熔液因緩慢地澆入型腔,型腔中氣體可基本排出。擠壓鑄造時,留在凸模導向部分的少量氣體,通過凸模與凹模之間的間隙排出。
(4) 模具材料 擠壓鑄造是在一定的壓力和一定的溫度下進行的,不存在像壓鑄模那樣受到金屬液的沖刷。工作壓力比壓鑄時高,只要求模具在高溫下有一定的抗壓強度即可。另外,為了防止與合金熔液接觸的模具表面產生熱疲勞裂紋,左右凹模、凸模及頂桿鑲塊均采用3Cr2W8V合金模具鋼制造,熱處理后硬度為HRC48~52,型腔表面進行軟氮化處理。
3 擠壓鑄造的工藝參數
擠壓鑄造是鑄鍛結合的工藝,其生產工藝過程是:合金的熔化、模具的準備(清理、預熱、噴涂潤滑劑)、金屬的澆注、液態金屬的加壓、壓力的保持、壓力的去除及鑄件的取出等。
為保證鑄件質量,須合理選擇工藝參數[1~2]。
(1) 比壓 壓力大小對鑄件的物理力學性能、鑄造缺陷、組織、偏析、熔點及相平衡等都有直接影響。所以確定成形必須的單位壓力是很重要的。如果比壓過小,鑄件表面與內在質量都不能達到技術指標;比壓過大,對性能的提高不十分明顯,還容易使模具損壞,且要求較大合模力的設備。擠壓鑄造試驗是在2 000 kN油壓機上進行的。試驗證明,適合于本鋁合金車輪擠壓鑄造的比壓應在50~60 MPa范圍內選取。
(2) 加壓開始時間 從車輪擠壓鑄造試驗的結果來看,其加壓開始時的間隔時間過長,鑄件的強度及伸長率降低。現用的開始加壓時間是3~5 s,較為合適。
(3) 加壓速度 擠壓鑄造要求一定的加壓速度,在可能情況下,以加壓速度快一點為好。加壓速度快,則凸模能很快地將壓力施加于金屬上,便于成形、結晶和塑性變形。但也不宜過快,否則會使部分合金熔液的表面產生飛濺及渦流,使鑄件產生缺陷,以及在凸、凹模之間的間隙中流出過多的合金熔液,形成難以去除的縱向毛刺。因此,必須使凸模緩慢地壓入液態金屬中。由于使用的油壓機工作進給速度較慢,故利用工作行程的速度進行壓制。
(4) 保壓時間 壓力保持時間主要取決于鑄件厚度,在保證成形和結晶凝固條件下,保壓時間以短為好。但是保壓時間過短,則鑄件內部容易產生縮孔,如果保壓時間過長,則會延長生產周期,增加變形抗力,降低模具使用壽命。
考慮本車輪的壁厚情況,擠壓鑄造的保壓時間選用12 s左右。
(5) 模具預熱溫度 模具若不預熱,合金熔液注入型腔后會很快凝固,導致來不及加壓;但預熱溫度也不能過高,否則會延長保壓時間,降低生產率,同時也不利于噴涂潤滑劑。對本車輪擠壓鑄造模具的預熱溫度為200~300℃,通常是用煤油噴燈進行加熱。
(6) 合金澆注溫度 澆注溫度過高或過低都對合金成形有明顯影響。過低,合金極易凝固,所需單位壓力大;過高,易產生縮孔。必須指出,擠壓鑄造合金的澆注溫度要比砂型澆注溫度高。一般希望把澆注溫度控制在比較低的數值,因為擠壓鑄造時希望消除氣孔、縮孔和疏松。在澆注溫度低時,氣體易于從合金熔液內部逸出,極少留在金屬中,易于消除氣孔。此外,也可減少縮孔形成機會,同時由于澆注溫度較低,金屬溢出較少,可減少毛刺。對本車輪擠壓鑄造的澆注溫度選用720~740℃為最合適。
(7) 潤滑劑 潤滑劑的作用是保護模具,提高鑄件表面質量和便于從模具內取出鑄件。采用機油石墨潤滑劑,即5%的200~300目的石墨粉加入到95%機油中,攪拌均勻即可。用噴槍噴涂在模具型腔表面上,其厚度為0.05~0.1 mm,過厚會影響鑄件表面質量。
(8) 冷卻 擠壓鑄造卸壓后,一般應立即脫模,故鑄件的出模溫度較高。為了防止高溫的鑄件空冷時在薄壁與厚壁的交界處產生裂紋,應將出模后的鑄件立即放入砂堆中,待冷卻到150℃以下時再取出空冷。
在汽車、摩托車及自行車等交通工具零件生產中,世界各國逐漸用鋁合金代替鋼質材料的系統工程研究是今后長時間需要解決的問題。鑄造技術和熱鍛技術有機結合,形成先進的擠壓鑄造成形工藝,在技術上和經濟上明顯優于壓力鑄造工藝。它特別適合于形狀復雜、帶有多孔或臺階形狀類零件的成形,是一種具有較寬的適用性、較大推廣價值及很有發展前途的工藝。

