1 范圍
本標準規定了汽車車輪(以下簡稱“車輪”)用鑄造鋁合金的技術要求與檢驗規則。
本標準適用于車輪金屬型鑄造用鑄造鋁合金。摩托車車輪用的鑄造鋁合金也可參照本標準使用。
2 規范性引用文件
下列文件中的條款通過本標準的引用而成為本標準的條款。凡是注日期的引用文件,其隨后所有修改單(不包括勘誤內容)或修訂版均不適用于本標準,然而,鼓勵根據本標準達成協議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于本標準。
GB/T 228 金屬材料 室溫拉伸試驗方法(GB/T 228—2002,eqv ISO 6892:1998)
GB/T 231.1 金屬布氏硬度試驗 第1部分:試驗方法(GB/T 231.1—2002,eqv ISO 6506-1:1999)
GB/T 1173 鑄造鋁合金
GB/T 7999 鋁及鋁合金光電直讀發射光譜分析方法
GB/T 8063 鑄造有色金屬及其合金牌號表示方法
GB/T 8170 數值修約規則與極限數值的表示和判定
GB/T 20975.3 鋁及鋁合金化學分析方法 第3部分:銅含量的測定(GB/T 20975.3—2008,ISO 3980:1997,MOD;ISO 796:1973,IDT;ISO 795:1976,IDT)
GB/T 20975.4 鋁及鋁合金化學分析方法 第4部分:鐵含量的測定 鄰二氮雜菲分光光度法(GB/T 20975.4—2008,ISO 793:1973,MOD)
GB/T 20975.5 鋁及鋁合金化學分析方法 第5部分:硅含量的測定(GB/T 20975.5—2008,ISO 808:1973、ISO 797:1973,MOD)
GB/T 20975.7 鋁及鋁合金化學分析方法 第7部分:錳含量的測定 高碘酸鉀分光光度法(GB/T 20975.7—2008,ISO 886:1973,MOD)
GB/T 20975.8 鋁及鋁合金化學分析方法 第8部分:鋅含量的測定(GB/T 20975.8—2008,ISO 1784:1976、ISO 5194:1981,MOD)
GB/T 20975.10 鋁及鋁合金化學分析方法 第10部分:錫含量的測定
GB/T 20975.11 鋁及鋁合金化學分析方法 第11部分:鉛含量的測定 火焰原子吸收光譜法(GB/T 20975.11—2008,ISO 4192:1981,MOD)
GB/T 20975.12 鋁及鋁合金化學分析方法 第12部分:鈦含量的測定(GB/T 20975.12—2008,ISO 6827:1981,MOD;ISO 118:1987,IDT)
GB/T 20975.14 鋁及鋁合金化學分析方法 第14部分:鎳含量的測定(GB/T 20975.14—2008,ISO 3979:1977、ISO 3981:1977,MOD)
GB/T 20975.16 鋁及鋁合金化學分析方法 第16部分:鎂含量的測定(GB/T 20975.16—2008,ISO 2297:1973、ISO 3256:1977,MOD)
GB/T 20975.17 鋁及鋁合金化學分析方法 第17部分:鍶含量的測定 火焰原子吸收光譜法
GB/T 20975.18 鋁及鋁合金化學分析方法 第18部分:鉻含量的測定(GB/T 20975.18—2008,ISO 3978:1976、ISO 4193:1981,MOD)
GB/T 20975.21 鋁及鋁合金化學分析方法 第21部分:鈣含量的測定 火焰原子吸收光譜法
JB/T 7946.3 鑄造鋁合金金相 鑄造鋁合金針孔
3 要求
3.1 車輪用鑄造鋁合金的牌號
車輪用鑄造鋁合金的牌號表示方法按GB/T 8063的規定執行。
3.2 車輪用鑄造鋁合金的代號
3.2.1 車輪用鑄造鋁合金的代號按以下方法表示:

3.2.2 車輪用鑄造鋁合金的代號示例:
ZL101A-0表示未變質的優質鑄造鋁合金第1系列。
ZL101A-1表示鍶變質的優質鑄造鋁合金第1系列。
3.3 合金狀態代號
F表示鑄態;
T6表示固溶處理牛淬火+人工時效。
3.4 車輪用鑄造鋁合金的化學成分
3.4.1 車輪用鑄造鋁合金的化學成分見表1,雜質含量見表2。
3.4.2 成分分析數值的判定,采用修約比較法,數值修約按GB/T 8170有關規定執行,修約數位應與表1及表2中所列極限值數位一致。
3.5 車輪用鑄造鋁合金的變質處理
3.5.1 通常情況下,車輪用鑄造鋁合金采用鍶變質處理。
3.5.2 在不降低合金工藝性能且合金力學性能不低于鍶變質合金的前提下,允許采用其他變質劑和其他變質方法進行變質處理。
3.6 車輪用鑄造鋁合金力學性能
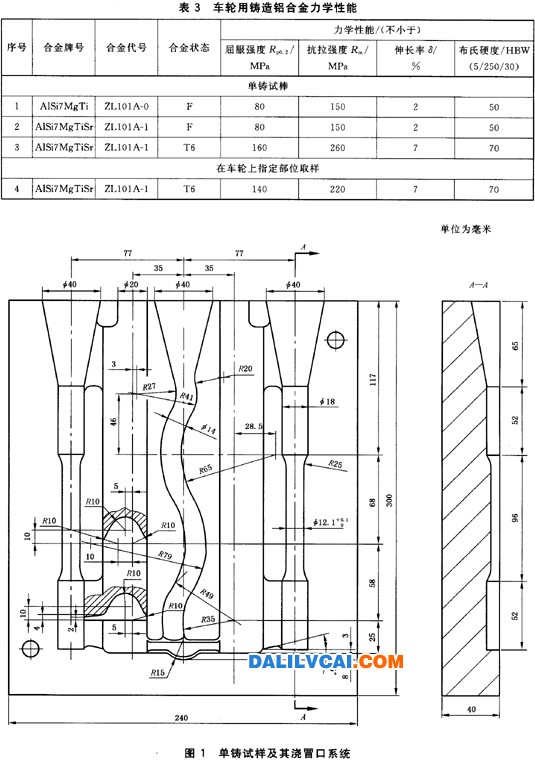
3.6.1 車輪用鑄造鋁合金的力學性能見表3。
3.6.2 車輪用鑄造鋁合金的力學性能采用金屬型單鑄試樣檢驗其力學性能,試樣直徑為φ12±0.5mm,標距為直徑的5倍,試樣及其澆冒口系統如圖1所示。
3.6.3 經供需雙方協商后,車輪用鑄造鋁合金力學性能試樣還可從同爐鑄件上切取本體試樣檢驗,如試樣從本體上取樣,取樣位置及試樣尺寸如圖2所示,指定部位的抗拉強度和伸長率要求見表3。
3.6.4 當設計部門或用戶要求車輪本體試樣的力學性能高于表3中的要求時,應與供方協商確定。
3.7 車輪用鑄造鋁合金錠還應滿足以下規定
3.7.1 鑄錠表面應整潔,不允許有霉斑及外來夾雜物,但允許有輕微的夾渣及修整痕跡,或因澆注收縮而引起的輕微裂紋存在。
3.7.2 鑄錠斷口組織應致密,不允許有熔渣及夾雜物。
3.7.3 鑄錠針孔度(不包括疏松和縮孔)不大于JB/T 7946.3規定的二級。
3.8 熱處理
車輪用鑄造鋁合金的熱處理按T6進行。
4 檢驗規則
4.1 化學成分
4.1.1 在一個熔煉爐批次中,合金澆注開始前,應先澆注化學成分分析試樣并進行測定,待化學成分合格后再進行澆注。當澆注持續時間超過4h時,在第二個4h開始時另澆注化學成分試樣,以此類推。當全部合金澆注完之后,也要進行一次化學成分試樣檢驗,確保最后澆注的鑄件化學成分合格。化學成分分析試樣也可直接取自鑄件。
4.1.2 一個熔煉爐批次合金,化學成分試樣首次送檢一個,如符合3.4的規定,則該爐批次合金化學成分合格,如不符合3.4的規定,再次送檢兩個試樣,如這兩個試樣都合格,則該爐批次合金化學成分合格,否則不合格。
4.1.3 車輪用鑄造鋁合金化學成分按GB/T 7999或GB/T 20975.3—20975.5、GB/T 20975.7~20975.8、GB/T 20975.10~20975.12、GB/T 20975.14、GB/T 20975.16~20975.18、GB/T 20975.21進行檢驗,在保證分析精度的條件下,允許使用其他方法檢驗。
4.2 力學性能
4.2.1 力學性能的單鑄試樣及切取鑄件本體試樣應符合3.6.2、3.6.3的相應規定。
4.2.2 在一個熔煉爐次中,在全部鑄件澆注持續時間一半時澆注力學性能試樣。亦允許全部鑄件澆注之后澆注力學性能試樣。當澆注試樣超過8h時,在第二個8h以內中間另澆注力學性能試樣送檢,依此類推。
4.2.3 一個熔煉爐批次合金,鑄態力學性能試樣首次送檢一根,測定其力學性能,如符合3.6規定,則該爐合金力學性能合格,如不符合3.6規定,再次取兩根試樣重新送檢,如兩根試樣都合格,則該爐批次合金鑄態力學性能合格,否則不合格。
4.2.4 一個熔煉爐批次合金熱處理狀態力學性能試樣送檢方法按4.2.3進行。當不合格時,允許重復熱處理及檢驗,但重復熱處理一般不超過兩次。
4.2.5 單鑄力學性能試樣的熱處理必須與同一批次澆注的鑄件采用同一熱處理工藝進行。
4.2.6 單鑄力學性能試樣采用車削除去鑄皮的試樣,送檢試樣直徑為10±0.1mm,標距直徑為試樣直徑的5倍。
4.2.7 當目測發現單鑄力學性能試樣存在鑄造缺陷時,或由于試驗本身問題造成檢驗結果不合格時,可以不計人檢驗次數中,此時應更換試樣重新送檢。
4.2.8 硬度試塊取樣,可取自單鑄力學性能試樣夾持端。在車輪本體上取樣時,取樣部位如圖2所示。
4.2.9 當由于硬度不合格而重復熱處理時,除檢驗硬度外,還應按原要求檢驗單鑄試樣或切取試樣的抗拉強度和伸長率。
4.2.10 拉伸試驗按GB/T 228執行。
4.2.11 硬度檢驗按GB/T 231.1執行。