1. 金屬鑄造基本理論
金屬鑄造程序分為三個步驟,加熱、將熔化的的金屬灌注到模穴中、最后冷卻及凝固。
1.1 加熱(Heating)
鑄造時首先要將金屬加熱到熔點以上,然后再注入模穴之中凝固。加熱時所供給的能量需要大于將金屬熔解的能量,這樣融熔的金屬才有時間能夠充填模穴。因此加熱金屬所需提供的熱能包含(1)將金屬加熱至熔點溫度時的熱量、(2)金屬由固態改變成液態的熔解熱、以及(3)加熱至灌注溫度時所需的熱量,可由以下公式表達:

其中H為將金屬加熱至灌注溫度時所需的總熱量,ρ為密度,Cs為金屬固態時比熱,Tm為金屬熔點溫度,T0為環境溫度,Hf為熔解熱,Cl為金屬液態時比熱,Tp為灌注溫度,V為金屬開始加熱時的體積。式(1)所求出的數值只是一個大略的估計,因為有許多熱量的特性會隨溫度的改變而改變,而且一般鑄造都是使用合金,所以式(1)只是用來說明鑄造加熱的概念。
1.2 灌注融熔金屬(Pouring the Molten Metal)
將金屬加熱到灌注時的溫度是個重要的因素,由于灌注溫度高于金屬的融熔溫度使得融熔的金屬為過熱(superheat)的狀態。越高的灌注溫度液態金屬的流動性(fluidity)越好,模穴的充填也就越快。但流動性太好的融熔金屬則會穿透到沙模顆粒間的小空洞,這樣鑄造出來的金屬表面便會有許多的小顆粒。
將融熔金屬倒入模穴中的速度(pouring rate)也是影響鑄造成品質量優劣的重要因素。流速太慢則熔液尚未填滿模穴之前便開始冷卻凝固,流速太快則會形成紊流(turbulent flow),紊流會使得金屬的氧化作用加快因而在凝固時會產生缺陷或裂縫,另外融熔金屬的密度高,模具表面遭受到融熔金屬紊流的沖擊而加重侵蝕(mold erosion)而縮短了模具的使用壽命。
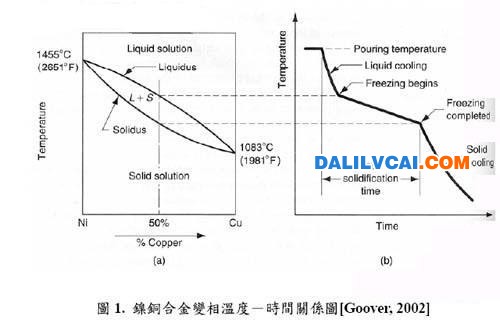
1.3 冷卻及凝固(Cooling and Solidification)
熔液填滿模穴之后便開始冷卻,合金冷卻時溫度與時間的關系如圖1所示,由于合金含有不同的金屬,因此合金由液態轉變成固態的過程中會有一段液態固態共存的區域如圖1中左圖所示,而其凝固的溫度也不會如同單一金屬保持在固定的溫度,會有一段溫差。由灌注溫度冷卻到固態所需的時間稱之為凝固時間(solidification time)
影響凝固時間的因素有很多,包括鑄件的體積、表面積,模具材料的比熱、熱傳導系數以及鑄造金屬的比熱、熔解熱、熱傳導系數等,因此凝固時間可以藉由一經驗公式“Chvorinov’s Rule”來估算。
其中TST代表凝固時間(total solidification time),V為鑄件的體積,A為鑄件的表面積,指數n的值通常設為2,Cm為鑄模系數(mold constant),此系數需經由實際的鑄造過程所推得,它包含了模具材料與鑄造金屬的材料性質,以及灌注溫度等參數的綜合。由式(2)我們可以了解在在鑄造凝固的過程中影響冷卻速度兩大因素:模具體積與表面積的比例AV以及模穴散熱的能力Cm,式(2)除了能預估整體的冷卻時間,也指出如果我們要針對局部的冷卻速度作調整,也需由此兩個方向著手。例如在冷卻速率較慢的部位采用散熱較快的金屬模具材質,或是在AV比值較小溫度冷卻較快的部分加以保溫減緩冷卻速率,以利熔液能順利流動補充。
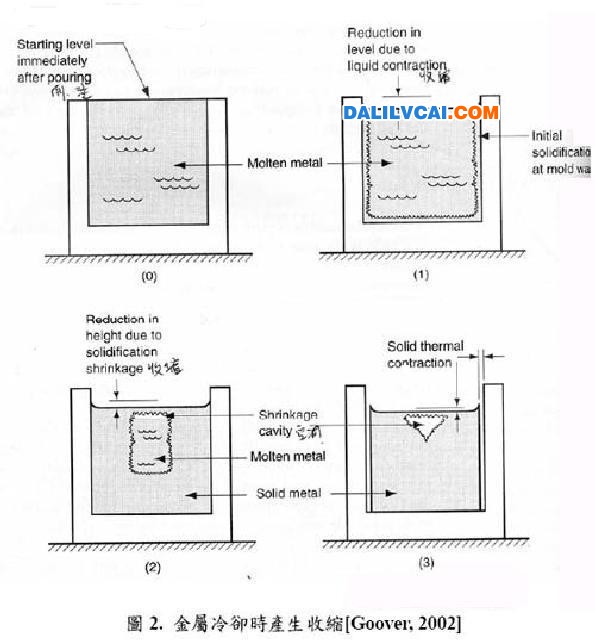
1.4 收縮(Shrinkage)
在冷卻的過程中材料會產生收縮(shrinkage),收縮的過程可分為三個階段如圖2所示,第一個階段當融熔金屬由灌注溫度下降至開始凝固溫度時會產生約0.5%的液態收縮(liquid contraction),如圖2中的(1)所示。金屬開始由與模具接觸的表面向內凝固,由圖2中(2)所示當液態凝固成固態時又會產生凝固收縮(solidification shrinkage),鋁合金的凝固收縮約7%。最后凝固后的金屬將冷卻至一般的室溫會如(3)所示的固體熱收縮(solid thermal contraction),以鋁合金來說其收縮的幅度約為5%。由于凝固是由外往內,因此從步驟(2)至(3)可以觀察到由于內部凝固的速度較遲,會產生收縮空洞(shrinkage cavity),這是在冷卻時所該注意的因素.
2. 汽車輪圈的鑄造問題
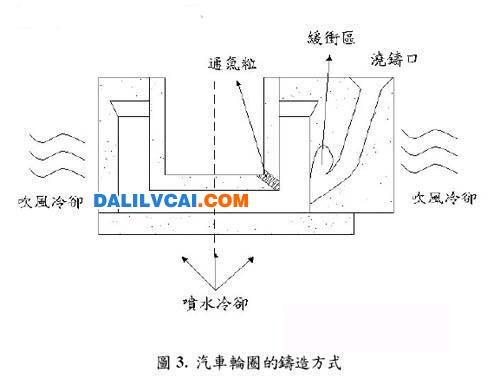
汽車輪圈的鑄造如圖3所示,模具總共分為上模、下模以及左右兩個模具四個部分組成。由于金屬鑄造在冷卻的過程中會產生收縮,因此在模穴的體積設計需要比原尺寸大,同時也設計緩沖區讓融熔液體儲存在緩沖區中,在金屬冷卻收縮時能加以補充。由于汽車輪圈各部分的厚度并不相同,因此在冷卻的速度便有快有慢,由Chvorinov’s Rule得知體積較大的地方冷卻的速度較慢,這樣會產生如上節所述空洞的問題。因此以吹風、噴水霧的方式加速其冷卻的速度,設置通氣粒讓肋這體積較大的部分冷卻,逃氣溝讓在模穴內部的空氣能順溝擠出避免產生氣孔。
在汽車鋁合金輪圈的鑄造所發生的問題有:
(1) 輪圈彎折部位因厚度較大冷卻較慢,冷卻后產生收縮使得輪圈強度變弱無法通過輪圈彎曲測試。
(2) 雖然可以在模具上設計通氣粒、逃氣溝以及吹風等方式加速較厚部位鋁料的冷卻,然而其位置的安排是根據經驗來設置,常需要加以修改,而這樣則會浪費輪圈當作試驗品。
(3) 為補償鑄造時鋁料冷卻后之收縮,將鋁圈的初始模具設計厚一些,待鑄造完成后再加以加工除去多余的鋁料得到符合設計的輪圈,此法浪費過多的鋁料。
綜合以上所述如果我們能以CAE軟件有效的仿真輪圈在鑄造時的狀況,包含模擬通氣粒、逃氣溝以及其它冷卻的方式在CAE模型中,即可在實際鑄造前先評估修改,這樣能縮短制造的時程也能節省制造成本。
3. 鑄造分析軟件評估
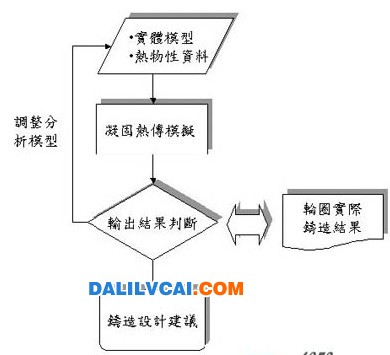
3.1 鑄造模流分析軟件分析流程
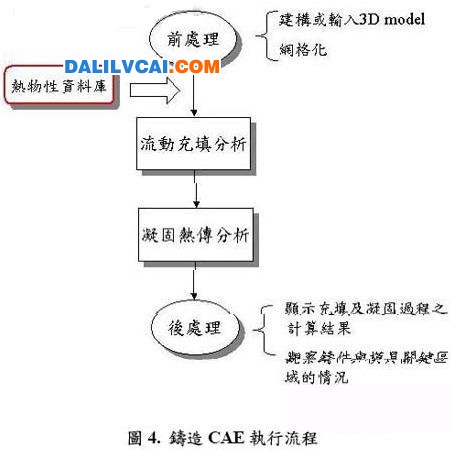
鑄造CAE軟件分析的流程如圖4所示,與一般我們所熟悉的CAE流程大致相同,其中最重要的是熱物性數據庫的輸入。熱物性數據庫包含各種材料的熱物理特性數據,如密度、比熱、熱傳導系數、潛熱、固液相線溫度、接口熱組抗、黏滯系數、表面張力等以及制程參數。熱物性數據庫的數據直接影響到流動充填分析與凝固熱傳分析的正確性,因此熱物性數據庫數據的準確性與數據庫中是否有我們所使用的材料便需要加以注意。
3.2 商用鑄造模流分析軟件
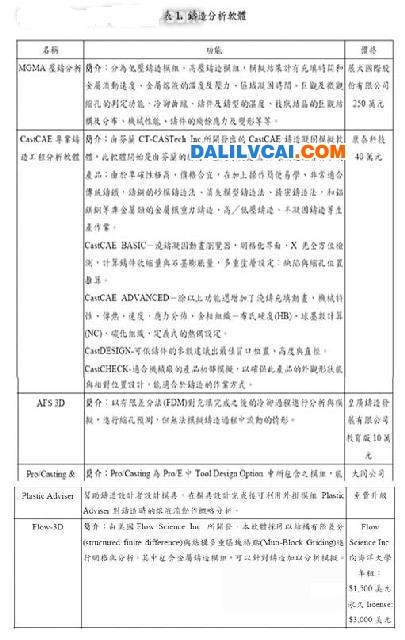
目前商用鑄造模流分析的軟件并不多見且價格昂貴,其名稱、功能與代理商如表1所示。由表1所列之CAE軟件中有兩大系統,一種系統是針對整個鑄造過程由流動充填至凝固熱傳皆能加以分析與模擬,可充分觀察整個鑄造過程,幫助設計者能對流道與模具設計加以調整。另一系統則只針對凝固熱傳部分加以分析,其以模穴已經完全充填為前提進行凝固的分析,因此設計者只能對模具的設計加以調整。然而兩者之間的價格差異相當大,因此在選購時必須在功能與價格上作一取舍。
3.3 AFS-3D試用評估
AFS-3D提供10天試用版軟件可讓使用者先行評估其功能,與一般計算機輔助分析軟件的結構相同,分為前處理、求解、后處理三個部分。
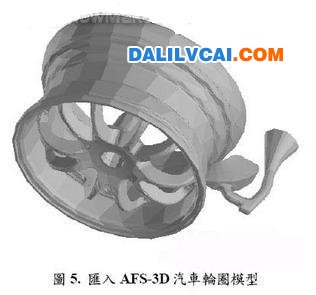
AFS-3D前處理的部分可以在其接口建構四種的實體模型,方塊、圓柱、空心圓柱以及球型,另外也提供了旋轉與擠出的功能。AFS-3D可輸入由其它CAD軟件如Pro/E、Solid Work所匯出的實體模型STL檔案格式,其鑄造模型的建構主要也是依賴由外部輸入復雜的模型為主,接受度有90%,我們嘗試將汽車輪圈的模型以STL的檔案格式匯入AFS-3D,其模型的接受度100%如圖5所示,并不需要做任何特別的修補。AFS-3D除了鑄件模型匯入也可以匯入模具的實體模型,模型匯入的重點在于鑄造模型的各部分如流道、澆注口、緩沖區以及模具等的模型需要分別建構,才能夠個別在接下來的邊界條件設定中其設定其性質
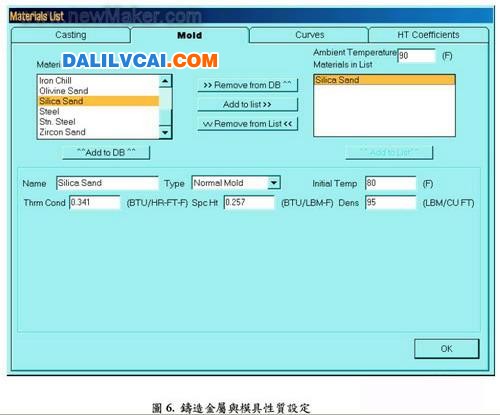
鑄造模具與模型建立之后需要對其材料性質做設定如圖6所示,其中包含鑄造材料性質、模具材料性質以及環境溫度等各式的邊界條件。在這里我們需要對整個鑄造模塊的各部分做詳細的設定,才能得到準確的分析結果。
接著就進
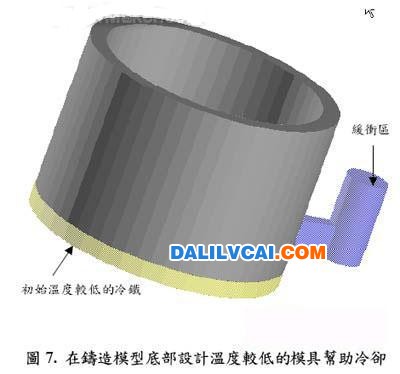
行網格化與分析模擬,AFS-3D采自動網格,因此我們只要輸入網格元素的數量以及是否要由AFS-3D產生模具,若設計者有設計完成的模具則直接匯入模具的STL model,并加入其性質設定即可。網格之后即可進行凝固模擬分析,圖7為一簡單模型的仿真分析,由于底部較厚因此在底部設定一初始溫度較低的冷鐵加速冷卻,當冷鐵為400oF其凝固時間為3.988分鐘,而冷鐵初始溫度300oF時凝固時間縮短為3.705分鐘凝固時間下降7.1%。說明可以在設計不同的模具材料性質,來幫助設計者設計完善的鑄造模具系統
AFS-3D結果的輸出是以圖形來表示,使用者可選擇想要觀察的性質如凝固的時間、溫度或密度等來幫助判斷在凝固時哪個位置可能會產生收縮孔,圖8為汽車輪圈凝固分析后在0.15分鐘時尚未凝固部分,在此分析案例中模具是由AFS-3D自行產生一方塊狀的模具將輪圈模型整個包覆住,分析結果顯示輪圈中央、外圈上緣以及每支肋邊緣的位置冷卻的速度較慢,與先前海洋大學以Flow-3D所分析出來的定性結果相似。我們也可觀察在凝固之后密度0.7(密度范圍0~1)的位置如圖9所示,藉由以上信息我們可以判斷那些部位便有可能產生縮孔的現象。