
目前大型復雜鋁合金鑄件傾轉壓力澆鑄機的控制系統采用繼電器和接觸器控制,技術落后、維修不便。澆鑄過程通過點動進行工作,無法保證鑄件的質量。為改變這種情況,采用單片機技術,使控制系統模塊化,同時通過單片機對液壓系統的控制,實現澆鑄過程的連續多工位勻速控制。
一、單片機控制澆鑄系統的基本結構
澆鑄機的單片機控制系統是采用電位器對傾轉缸的角度進行檢測并反饋到單片機進行計算,輸出信號送至電液比例閥,從而控制液壓系統中傾轉缸的回轉,達到最終對澆鑄過程的連續多工位勻速控制。
1.液壓系統
為獲得優質鑄件,需要使澆鑄速度能夠按工藝條件及鑄型結構等要求來加以控制。因此采用單片機控制技術用電液比例閥來代替傳統的調速閥,提高了澆鑄的平穩性及澆鑄速度的控制精度。
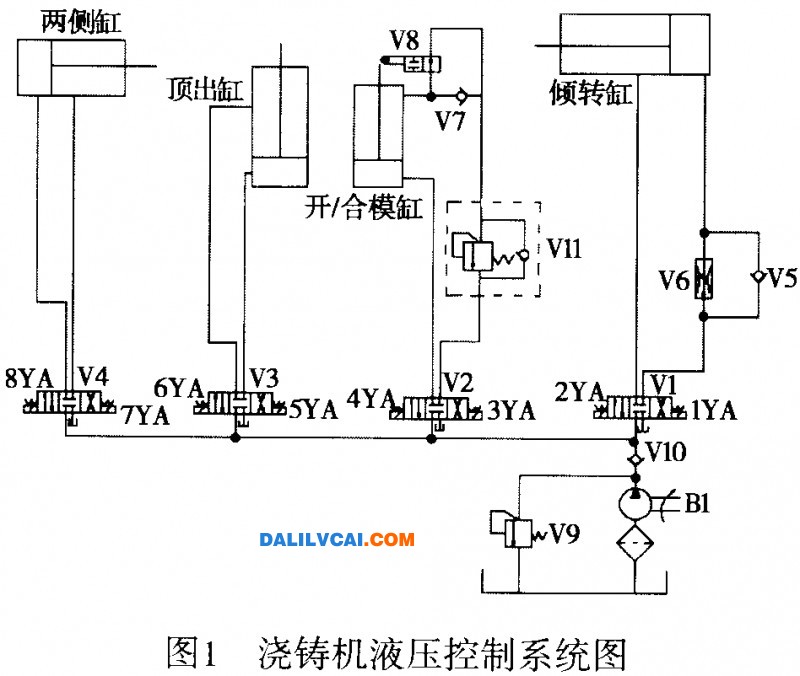
根據澆鑄機的動作順序和各個功能單獨控制的要求,使用四個液壓缸,分別控制澆鑄的開/合模、抽型芯/合型芯、頂出/退回等動作。四個支路都采用三位四通電磁換向閥來控制方向;傾轉缸的速度由電液比例閥來控制。液壓控制系統如圖1所示。
2.單片機控制系統
單片機系統是控制電路的核心,它的主要功能是對傾轉液壓缸回轉速度進行計算,并根據電位器檢測到的液壓缸傾轉信號,分段輸出電流信號控制電液比例閥,達到精確控制液壓缸傾轉角度的目的。同時單片機系統還需要管理輸入/輸出設備,協調整個系統的工作,使澆鑄機操作方便、顯示直觀。還可根據需要方便的擴展系統功能,使單片機可以接收外部按鈕開關、位置開關以及傳感器的信號并加以處理后送出控制執行元件,實現澆鑄過程手動和自動控制的有機結合。
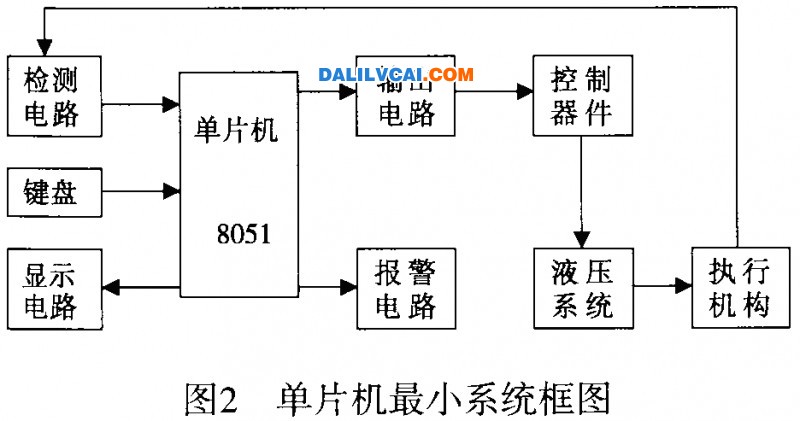
基于單片機的控制系統結構簡單、成本低,考慮到系統的擴展性,單片機采用Intel公司的8051芯片。系統的結構主要包括單片機、檢測電路、鍵盤、顯示電路、輸出電路、液壓系統、報警電路、執行機構等,系統框圖如圖2所示。
3.鍵盤//LED顯示接口電路
為了節省硬件資源,采用非編碼鍵盤,實際工作中,可采用查詢方式對鍵盤進行控制。單片機應用系統中使用的顯示器主要有LED發光二極管和LCD,近年來也有配置CRT顯示器的。考慮到對顯示的要求不高,且前者在市場價格上遠遠低于后者,采用LED數碼管作為本系統的顯示器。由于顯示位數只有四位,工作現場需要數碼管亮度比較高,所以采用靜態顯示。單片機不需要使用串行通信,從節省單片機接口資源和提高擴展能力考慮,采用串行口控制的鍵盤/LED顯示接口電路。
4.輸出控制電路
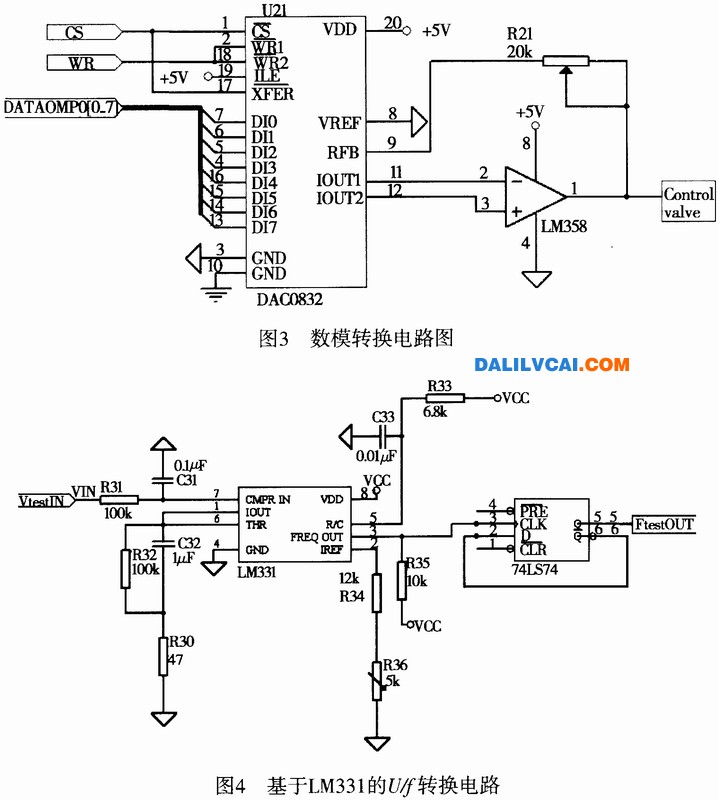
通過電液比例調速閥調節澆鑄機的液壓系統實現對澆鑄洲頃轉速度的控制。電液比例調速閥的控制信號一般為0~75mA,以輸入電流線性控制壓力和流量。單片機輸出的電平信號無法滿足要求,故采用DAC0832轉換芯片,將單片機輸出的數字量轉換成模擬信號輸出去控制電液比例調速閥,如圖3所示。
5.檢測電路
精密電位器是一種新型的電阻型傳感器,有多圈和單圈等不同形式,其工作原理簡單,與普通可變電位器相同,但是它的精度和線性度很高,將它安裝在澆鑄機的傾轉軸上用來檢測傾轉角度效果好。
LM331是美國NS公司生產的性價比較高的集成芯片,可用作精密頻率電壓轉換器用。LM331采用了新的溫度補償能隙基準電路,在整個工作溫度范圍內和低到4.0V電源電壓下都有極高的精度。同時它動態范圍寬,可達100dB;線性度好,最大非線性失真小于0.01%,工作頻率低到0.1Hz時尚有較好的線性;變換精度高,數字分辨率可達12位;外接電路簡單,如圖4所示,只需接入幾個外部元件就可方便構成U/f(電壓/頻率)或f/U等變換電路,并且容易保證轉換精度。
將精密電位器阻值改變引起的電壓信號的改變經U/f變換后送給單片機,作為系統的反饋信號使單片機及時地改變輸出的控制信號實現分段勻速控制。
二、軟件部分
該系統中的軟件部分主要包括鍵盤掃描和顯示的子程序、輸入信號識別子程序、輸出速度控制子程序和反饋信號處理子程序。首先由鍵盤輸入澆鑄機分段傾轉的各段角度和所用時間,單片機根據輸入的信號結合澆鑄機的結構特點計算各段的輸出速度,電位器檢測到的角度信號經單片機處理后觸發速度控制子程序,將計算好的速度分段輸出控制電液比例閥。經試驗,利用單片機的快速響應即可以將所用時間控制在誤差允許范圍以內,實現澆鑄過程的分段勻速控制。
三、結束語
本系統的設計簡單靈活,操作方式簡單易學且自動化程度較高,其特點是能夠使澆鑄機的傾轉缸在從澆鑄開始的水平位置到澆鑄結束的豎直位置的90°范圍內自定義澆鑄的速度和時間,提高了綜合質量和生產效率。系統按照此預定值調節速度,改變以往的常規操作,從而可適應不同的工藝要求,具有通用性和實用性。